In 1882, the Russian scientist N. N. Benardos was the first in the world to connect metal parts using electric arc welding. In his installation, he used non-consumable carbon electrodes and separate supply of filler material and flux. Based on this method, Benardos also developed gas shielded welding and electric arc cutting. Six years later, welding technology was invented using consumable electrodes, which over time almost completely replaced coal electrodes. Currently, the latter are limited in their application to three main areas: removal of excess metal, arc cutting and welding of individual materials.
On the Russian Internet, in articles about welding technologies you can often find such a name as “graphite electrode”. Without going into detail about the reasons for this phenomenon, it should be noted that GOST does not provide for the production of welding electrodes from graphite. The state standard regulates only graphite spectral electrodes used for laboratory research. Manufacturers can produce carbon and graphite rods as shaped products according to TU 1915-086–00200851, but in this way, as a rule, they produce only thick electrodes for cutting scrap and processing castings.
In addition, metallurgical enterprises that use graphite electrodes for electric arc furnaces independently produce non-standard welding electrodes from the fragments of these large-sized products, which, in fact, can also be called graphite.
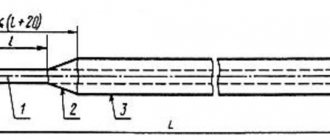
Figure 1 - Graphite electrode
Types of carbon electrodes
Among the carbon electrodes on the market, you can find several varieties:
- Round rods with added copper . They are used in various fields and can have a diameter from 3.2 to 19 mm.
- Endless copper plated . Very economical products that can be used for a long time. They require a special machine. Diameter 8 - 25 mm.
- Copper plated flat. They have a square or rectangular cross-section with a diameter of up to 25 mm.
- Semi-circular with the addition of copper. These rods are used most often. On one side they are flat, on the other they are round. This allows you to use them for any task. The diameter can be from 10 to 19 mm.
- Hollow copper-plated. Used for chipping and creating U-grooves. Their diameter can vary from 5 to 13 mm.
Welding principle
There are two welding methods when working with a carbon electrode:
- right, it involves moving the electrode from right to left, and the additive goes right behind it$
- left, in such a situation the rod moves from left to right, and the additive moves in front of it.
Right-hand welding is considered more effective in terms of the use of thermal energy in the welding area. This method is more convenient for welding parts of large thickness. And the speed of the process itself is approximately 20-30% higher. However, in practice, welders give greater preference to left-handed technology.
To summarize, it should be said that most often carbon electrodes are used for welding copper wires; at home, they have found their application in cutting metals. [Total: 2 Average: 1.5/5]
Preparatory work
Before you start working with the wires, you need to check again that there is no voltage on them.
For further work you will need a knife or special cutting tools, emery cloth, solvent, pliers or pliers, insulating tape or heat-shrinkable tubing. If heat-shrinkable tubing is used for insulation, it is very convenient to use a hair dryer, which gives a tight fit with the film.
To obtain a high-quality connection, preparatory work is carried out in the following sequence:
- Carefully remove a section of the insulating coating of at least 7 cm from the core for a core with a cross section of 1.5 mm² . If the wires are thicker, then for every 0.5 mm² of core diameter, reduce 5 mm of insulation. The cutting is carried out along the conductor with a knife or a special tool - a stripper;
- bare areas of the wire are cleaned with emery cloth;
- the surface of the conductors is degreased with acetone or white spirit;
- carefully, so as not to damage the wires, twist them into a flagellum with your hands or pliers , trying to ensure they fit snugly against each other;
- use wire cutters or mounting scissors to cut off the end of the harness to align the wires.
Most popular brands
There are 2 main types of carbon electrodes on the market. These are SK and VDK. They are respectively designed for conventional and air-arc welding.
Arcair electrodes from Esab are most often found on the Russian market. They perform the following work:
- elimination of defects;
- repair of products and structures;
- removal of seams;
- preparatory work;
- removal of excess material;
- trimming excess reinforcement and product fragments.
Read also: Dry running relay (sensor) for pump
In this video you can see how air arc welding is performed:
Wire welding algorithm
For safe work you will need gloves, protective welding glasses, and special clothing. You need to check again that there are no flammable objects under the welding site. Once you are completely safe, you can start welding:
- a radiator clamp is placed on the twist near the insulation to remove excess heat from the copper conductor and protect the insulating coating from melting;
- the “ground” of the welding inverter is also attached there;
- mains power is connected to the welding machine;
- the holder with the electrode is brought to the end of the twist;
- the arc melts the copper , and a droplet-shaped bead forms at the end of the twisted wire;
- The welding process takes 1-2 seconds.
After the weld has cooled, the twist is placed in a heat shrink tube or wrapped with insulating tape.
Welding stainless steel with carbon or graphite electrode
Carbon electrode welding is performed with a direct arc, that is, the arc passes between the metal being welded and the electrode. Welding with carbon electrodes is usually accompanied by evaporation of the electrode itself.
The welding process itself occurs with direct current with straight polarity. Due to the fact that the boiling and melting points of carbon electrodes have a difference of approximately 400 degrees.
When welding with carbon electrodes, the process is carried out without filler material. Sometimes it can be carried out with filler material. You can also carry out welding by first placing filler material in the groove of the edges. Welding without filler material means that an arc melts the edges of the parts of the future product. Welding of metals using the supply of filler material can be performed in the right and left way.
The welding current is selected based on the thickness and type of electrode coating. Also in this case, it is important to take into account the thickness of the sheets or parts being welded. Nowadays, welding with graphite electrodes is quite common, but many professional welders decide to use other electrodes for welding stainless steel.
Still, many people use carbon or graphite electrodes and with their help they can easily correct defects in casting materials or finished products. Many professional welders appreciate this feature, because not every type of electrode can easily correct casting defects or mechanical damage.
If stainless steel is welded overlapping, the quality of welding only improves. Many professional welders weld stainless steel butt to butt. They do this for aesthetic reasons or at the request of the customer. No one should judge someone if that person welds metal in one way or another. Of course, for higher quality and strength of the weld, you need to overlap weld . However, if you are a professional welder, then you can already perform butt-to-butt welding, because only a professional can weld efficiently at such a complex joint of product parts.
Stainless steel is in high demand, so if you want to go from a novice welder to a professional, you should definitely learn how to weld stainless steel. Without such a useful skill, your services will not be in great demand, because stainless steel is used in many industries.
For more comfortable learning, you need to immediately buy high-quality electrodes that will ensure high speed and durability of the product. In order to buy electrodes at competitive prices, you need to go to the “Contacts” page of our website. There you will see links to the websites of our partner manufacturers, which are known for high quality products and the best prices in Russia. Manual Arc Electrodes Broco Electrodes Carbon Steel Electrodes
Recommended welding current modes for different conductors
The magnitude of the welding current depends on the cross-section size and the number of strands in the twist: the thicker the twisted bundle, the greater the current value must be set on the welding machine:
- 2 cores, cross section of each 1.5 mm² - 70 A;
- 3 cores, cross section of each 1.5 mm² - 80-90 A;
- 2-3 cores, cross section of each 2.5 mm² - 80-100 A;
- 3-4 cores, cross section of each 2.5 mm² - 100-120 A.
The specified welding current modes are indicative. Wires from different manufacturers differ in chemical composition and declared cross-section, and welding devices also differ in their characteristics. Therefore, it is better to select the value of the welding current practically on a small section of the same wire. When choosing a mode experimentally, the optimal one will be when the arc is stable and the tip of the electrode does not stick to the welding site.
For modern inverter-type devices:
- stable welding discharge , ensuring high-quality welding work;
- When welding, liquid metal does not splash;
- the arc does not blind the welder due to the low melting point of copper;
- inverters are not heavy, their dimensions are small , which allows them to be carried to the installation site on a belt.
Process Features
Electrodes made from coal differ from metal ones in that they are infusible. This means that during welding they act as a conductor of electricity, but do not become part of the weld pool.
During operation, the carbon rods heat up to very high temperatures. And if you continue heating, then almost immediately they will go from a molten state to a boiling state (by the way, coal boils at a temperature of 4200 ° C).
Due to the characteristics of the material, only direct electric current of straight polarity can be used in the welding process. Accordingly, the minus (cathode) here should be on the electrode, and the plus (anode) on the metal surface of the product.
When working with carbon electrodes, the welder usually requires filler elements. In this case, welding can be done in two ways:
- from left to right (in this case, the additive is behind the electrode);
- from right to left (there is an additive in front).
Interestingly, when welding from left to right, thermal energy is used more efficiently, and this allows you to increase the speed of work. However, in practice you can often find the “right to left” technology - it is more familiar.
Welding Tips
When welding copper conductors, remember that first of all you need to prepare and clean the surfaces to be welded, and then securely fix them.
Welding of copper wires and busbars is carried out only in a top-down position, since molten copper has increased fluidity. In this case, boron slag flux is used. Another feature of this type of electrode is that the melting process is almost indistinguishable, since evaporation begins almost immediately (electrical coal melts at a temperature of 3800 °C, and evaporates at 4200 °C). The recommended sharpening angle for the ends of carbon rods is 60÷70°, but for welding non-ferrous metals they must be sharpened at an angle of 20÷40°. Sheet copper up to 4 mm thick can be welded without the use of filler rods (but with mandatory flanging of the edges), and over 4 mm - end-to-end with filler material and cutting the edges at an angle of 45°. Brass welding technology requires cutting edges at an angle of 60÷70° with blunting of the ends by 1÷2 mm. Welding is done by immersing the end of the rod, which must be completely enveloped in zinc vapor.
Figure 5 - Brass wires
General information about carbon welding
This type of welding is used quite rarely. The structure of the base material is not suitable for welding most metals. However, there are alloys with which it performs well.
These are non-ferrous metals, low-carbon steel or cast iron, the thickness of which does not exceed 3 mm. And also when soldering copper wires.
The key indicator of this material is that it does not melt when exposed to high temperatures. Only melting and evaporation of the copper coating on the surface of the filler material occurs.
Due to this structure, mixing of the filler material with the metal of the part does not occur. This results in minimal rod consumption, and for welders working with consumable type – unusual process characteristics.
Welding metal surfaces when using non-consumable filler materials occurs by mixing the metal of the parts themselves. Under the influence of high temperatures, the edges of the part melt.
Molten metal fills the weld joint, forming a seam web.
If the size of the gap between the parts does not allow the formation of a reliable seam only by mixing the base metals, filler wire is used for the connection.
Advantages and disadvantages
Next, let's talk about the advantages and disadvantages characteristic of graphite electrodes.
Advantages.
- These types of rods are very resistant to current.
- Due to good electrical conductivity, rod wear is minimal.
- Graphite electrodes do not oxidize when working at high temperatures, so they can be used much longer.
- Standard equipment is sufficient.
Flaws.
- They do not have a wide range of applications. For use in certain conditions, you will have to buy tips of different shapes and other materials.
- During use, the amount of carbon in the base metal can be increased.
- It is difficult to use for welding thin joints, since such a rod does not have a diameter of less than 6 mm.
Scope of application
Most often, this consumable helps with air cutting of metals. Professional craftsmen who take on complex projects note that coal rods can be used to process various metals:
- Steels (carbon, low alloy);
- Non-ferrous metals (copper, aluminum, zinc);
- Light and heavy alloys (cast iron, tungsten and others).
When working with non-ferrous metals, a carbon rod will provide a reliable, neat connection. In the case of soldering with fusible rods, such a seam will not work.
Moreover, thanks to the carbon consumable, the process will be faster and easier. When processing bronze or cast iron, it is necessary to sharpen the end of the coal at an acute angle (approximately 60 degrees).
To increase the density of products, manufacturers spray a layer of copper powder on them. To save materials, this is done using an electrolytic lamp.
The coal billet along with copper powder is placed in a vessel with an electrolyte solution. There is an electrolytic field in the container, under the influence of which copper settles on the surface of the product.
Device and characteristics
Carbon electrodes are round or rectangular rods made from electrical coal, which is a mixture of carbon (in the form of coke or anthracite), soot and binders (coal tar or liquid glass). Round ones are made by extrusion and supplied to consumers in the form of rods with a diameter of 4 to 18 mm and a length of 250÷700 mm, and rectangular ones are made by pressing in molds. In addition to GOST standard sizes, special rods of increased thickness (15x15, 20x20, etc.), manufactured according to specifications, are also used.
Carbon electrodes are much cheaper and stronger than graphite electrodes. But the resistivity of electrical coal is several times higher than that of graphite. Therefore, to improve the electrical characteristics of carbon rods, their surface is coated with copper.
As an example, the table shows the main parameters of round copper-plated carbon electrodes of the VDK brand with a length of 305 mm.
| Diameter (mm) | Operating current (A) | Metal Removal (g/cm) | Groove (width/depth) (mm) | Cutting thickness (mm) |
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
A prerequisite for using these products is to perform work only with straight polarity. When turned back on, the arc is very unstable, the quality of the weld due to carburization of the metal is low, the operating temperature of the carbon rod is much higher, which increases the rate of its evaporation.
Welding mode
The carbon electrode for welding falls into the category of infusible electrodes, which distinguishes it from other metal rods. Thus, when carrying out welding work with such a product, you can use only direct current of direct polarity. This means that the minus is connected to the electrode, and the plus to the metal workpiece.
In certain situations, welding requires the use of a filler element. For example, when flanging thin metal workpieces. This procedure will be more profitable and simpler. There is a large selection of additives on the market that are used in this type of welding. For example, if you are working with copper, it is better to give preference to bronze filler material.
You should also pay attention to the parameters of the cross-section of the filler wire or plate. If it is larger, then there is a risk that the seam will not be welded through. If the cross-section is insufficient, on the contrary, you can burn it out.
Advice! When choosing copper-plated carbon electrodes for welding, select the filler material based on the thickness of the workpieces being joined.
Composition and technical characteristics
The main component of coal rods is coal coke. In addition to it, the composition contains metal powder, which gives the electrode strength and a resin that connects all components. The diameter of such electrodes can be different - from 1.5 mm to 300 mm.
In addition to size and cross-section, carbon electrodes have other parameters:
- The current strength that is supplied to the electrode. It depends on the material and equipment you are working with.
- Shapes and sizes of grooves . They depend on the end of the rod and its dimensions. The most popular are large electrodes, which can be used to work with massive parts.
- The thickness of the cut depends on the current power. But here you need to carefully ensure that the product withstands and does not melt.
Properties and varieties
A carbon electrode is a solid rod consisting of coal (coke) and several additives. Resin is used here as a binding element.
These rods can be used to weld all types and varieties of metals - from refractory and heavy to light and porous. The diameter of the carbon electrode can vary from 1.5 to 25 mm, and the length - from 25 to 300 mm (the longest are used when the parts to be connected are located in a hard-to-reach place). They can also have different shapes:
- round;
- semicircular;
- rectangular;
- hollow.
In most situations, round and semicircular electrodes are used for work - this is the best option for obtaining a standard weld.
Rectangular products are mainly used to seal defects on steel surfaces, while hollow ones are characterized by the fact that they are capable of creating a U-shaped groove at the joint.
It is also worth knowing that in addition to the usual ones, there are copper-plated carbon electrodes. They are coated with copper to increase strength, but all other performance properties remain approximately the same.
Carbon electrodes in home workshops
Copper wire welding diagram.
To work with them in a makeshift manner, a traditional electric arc welding machine is quite suitable. One of the advantageous aspects is a very modest current strength for creating an electric arc due to low thermal conductivity: 3 - 5 A is enough.
An electric carbon arc can be extended to a length of up to 50 mm; it is very easy and comfortable to guide along the future seam due to the slow evaporation of the electrode during welding and the absence of a sticking effect.
Learn welding with carbon electrodes using examples of connecting wires, metal workpieces with thin edges, etc. – a wonderful opportunity to master all skills quickly and efficiently.
Important advice: this type of welding should only be done indoors. The fact is that the arc in such technologies can go out at the slightest breath of wind, not to mention gas flows, magnetic fields and other environmental factors.
It is best to sharpen the electrode at both ends: in this case, you will not need to waste extra time rearranging the consumables in the holder. In addition, the risk of consumable overheating during welding will be reduced.
And with sharpened ends, the holder can rotate 180° when one end overheats, so that the other end can continue working. This will also allow you to save on consumables.
Sometimes non-consumable carbon electrodes are used for welding copper busbars in transformers at substations. Copper wires are also welded, but this is mainly in small artisanal workshops.
The best option for filler materials is bronze alloy rods. They come with different diameters, which must be selected based on the thickness of the metal workpieces being connected, which is used in calculations using a special formula.
Another type of work in which squares are used is cutting metals.
Carbon gouging
Gouging is the removal of a narrow surface layer using carbon arc welding. The word itself originates from the verb “to plan,” since this process is somewhat similar to the processing of grooves on a planing machine. Gouging technology is based on heating the metal with an electric arc to boiling temperature, followed by blowing it out of the weld pool with a narrowly directed air flow. Gouging is carried out to depths of up to tens of millimeters, and its productivity, depending on the thickness of the carbon electrode and the current strength, is measured in grams of metal removed per centimeter of groove.