Send a request
Type of cone: standard, pointed, eccentric
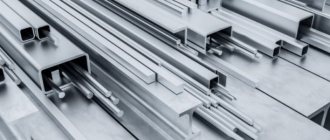
Materials: stainless steel, black steel, aluminum, copper, brass
Diameter: from 70 mm to 4000 mm
Thickness: from 0.5 mm to 20 mm
- Show more There are no more examples of this service.
The PROFIT STEEL company produces cones from various metals. We work with customer drawings and create parts based on our own designs. When choosing the type of metal and manufacturing method, the operating conditions of the structure are taken into account.
How to bend a metal cone with your own hands Metalworker's Guide
Read also: How to make a drawing correctly
To prevent precipitation from getting into the chimney and to prevent it from being destroyed by ice, it must be protected with a chimney. Master tinsmiths can make a chimney of the most bizarre shapes; sometimes a weather vane is installed on the chimney, indicating the direction of the wind. But you can make a chimney of a simple design on a chimney pipe made of metal or brick with your own hands.
Installation of chimneys
Since ancient times, chimneys have protected the chimneys of houses; they have not lost their relevance today. If wood-burning stoves are rare in homes today, then almost every country house has a fireplace, the exhaust pipe of which must be protected from precipitation, birds, autumn leaves and other foreign objects.
How do the shape and technical characteristics of a professional pipe influence the choice of bending method?
Profile pipes are not round, they are rectangular, oval or square . To make greenhouses near a country house, it is recommended to take square or rectangular models; they have flat walls and are easier to attach the covering to.
The range of profiles is huge. They have different geometric parameters. The main ones include cross-sectional size and wall thickness. Plasticity is important; the possible bending radius depends on this indicator. It is worth noting that the ductility of a heated profile pipe increases, making it easier to bend.
There are two technological methods:
- “cold” - without exposure to temperature;
- “hot”—the area is preheated.
In addition, a pipeline made of low-ligation and carbon material has increased elasticity, and it can “spring back” when bent, so it is not used for the manufacture of greenhouses. Profile pipes with a diameter of 2 mm are not recommended, since they have a low strength index at the bend.
There are no strict standards for choosing a bending technique for square pipes, only for oval ones. According to these standards, “hot” technology is applied to pipelines from 100 mm, but these standards do not apply to profile products.
Professionals suggest using the “cold” method for pipe-rolling material with a diameter of less than 10 mm, and bending it under heat for those from 40 mm and above.
It is recommended to carry out test bending at home - one end of the corrugated pipe should be clamped in a vice, and a larger diameter tube should be placed on the other. This “shoulder” needs to be tightened by bending the workpiece - it bends easily, then you don’t have to carry out heating. Which of these ways to bend a corrugated pipe at home is up to you to decide.
Bending methods according to the type of pipe material, for:
- rolled metal - welded, trimmed with a grinder;
- steel - with heating;
- plastic or aluminum - any option, since the material is soft.
Square rolled metal differs in cross-sectional index and wall size. These factors influence the bend angle.
There are a lot of engineering nuances in the matter. But you don’t need to know them all for homework. It is only important to pay attention to the following aspects.
- Thin products with a cross-section of up to 20 mm without a pipe bender must be bent in an area that is 2.5 times longer than the height of the pipe itself.
- Thick rolled metal can be bent in a zone that is three times longer than the section. If this point is ignored, the metal will crack from the outside or deform from the inside.
- Bending a square pipe is dangerous in one respect: the occurrence of a fracture at the site of the operation, as a result of which the part is sent to final scrap.
- The limiting condition is the following ratio - the minimum radius should not be less than two and a half sizes along the bend cross-section. For example, for a product with a thickness of 40 mm, the minimum internal radius will be 40 x 2.5 = 100 mm.
Before bending a steel profile pipe, you should remember one more rule.
After exposure, the product strives to return to its original shape. For this reason, it is better to bend a little more than is necessary according to the diagram. If you bend the workpiece a little more, then in the end the rounding will turn out as required by the diagram.
All these conventions must be taken into account before starting work, otherwise focusing on a high-quality result is useless.
How to make a chimney - protection for a pipe?
To prevent precipitation from getting into the chimney and to prevent it from being destroyed by ice, it must be protected with a chimney. Master tinsmiths can make a chimney of the most bizarre shapes; sometimes a weather vane is installed on the chimney, indicating the direction of the wind. But you can make a chimney of a simple design on a chimney pipe made of metal or brick with your own hands.
Since ancient times, chimneys have protected the chimneys of houses; they have not lost their relevance today. If wood-burning stoves are rare in homes today, then almost every country house has a fireplace, the exhaust pipe of which must be protected from precipitation, birds, autumn leaves and other foreign objects.
All other pipes that go to the roof need the same protection: ventilation and chimney pipes of gas heating devices. In addition to their protective and decorative function, chimneys can perform another function: they improve the circulation of hot air in fireplaces and stoves. Let's figure out how to make a chimney with your own hands.
Step-by-step process for making a homemade conductor
Before we start making the conductor, we will need to make one more device - it is very simple.
To make the device, we need a piece of railway rail and two pieces of round steel rod.
The blanks must be welded at the end of the rail parallel to each other. Leave a distance of 1 cm between the rods. Then you need to clean the welds, and you’re done.
Instead of a railway rail, you can use something else, but this “something” must be weighty. Surely there will be something heavy and metal in the workshop.
On the manufactured device, it is necessary to bend a half ring from a metal strip. This part will be used in the manufacture of the conductor.
In general, the conductor itself consists of two main parts:
- working support platform;
- bending lever (fork).
And the first thing we do is make the working platform. We have already made one part, now we need to make another one - a clamp for workpieces.
To do this, cut off a piece of metal corner and drill a hole in one of its shelves. Then we weld a nut to it, into which the fixing bolt will be screwed.
A base is cut out of sheet metal (or you can weld it from two pieces of metal strip).
We weld a half ring made of a metal strip to the base. Nearby you need to weld a corner with a fixing bolt.
We weld the base to a metal pipe, which we concrete in the ground (or you can use another method of attaching the stand).
The bending lever (fork) can be made from pieces of round steel rod - there is nothing complicated here.
From a flat sheet to a round shell:
Rollers with an asymmetrical arrangement of rolls (Fig. 11) produce almost complete bending of the shell. The most modern are four-roll machines (Fig. 12), which perform rolling and hemming of edges in one cycle. The bending radius of the shells is checked using templates. Possible defects in rolling of cylindrical shells are shown in Fig. 14.
Also, the methods for obtaining the desired shape are different.
Bending of conical shells is done in several ways:
1) By installing at an angle the middle roll for symmetrical three-roll machines and the side roll for asymmetrical three-roll and four-roll rollers (Fig. 15). 2) Flexible along the center line sequentially in different areas (Fig. 16) on rollers. First, the edges are hemmed, then the middle of the workpiece is bent in each section with reinstallations. This method leads to increased wear and tear on the equipment. 3) Bending of shells on rollers with replaceable conical rolls. This method is justified in serial and mass production. 4) Rollerless method for sheets up to 20 mm thick. In Fig. 17 shows the folding method. The edges 3 and 4 of the workpiece are fixed in supports 2 and 5, brought together, and the supports are simultaneously rotated in different directions. Next, the edges of the conical shell are joined using tacks and removed from the machine. 5) The most productive method is to manufacture conical shells in dies (Fig. 18). Before welding parts of the shells, they are pre-fixed to prevent deformation of the elements and ensure welding gaps. Aligning the edges is usually done with clamps and assembly rings for thin sheets (Fig. 19). Two clamps are installed on one shell at the ends. The cylindricity of the shells is ensured by special devices with jacks that push the part apart. When assembling dimensional parts, tie strips and wedge connections are used (Fig. 20).
Cone base
To find out the radius of the base of the conical frame, use a ruler to measure the diameter of the lower part of the workpiece, which is a paper (cardboard) side surface.
For greater accuracy, apply a ruler to the edges of the workpiece and measure the distance in two perpendicular directions. Calculate the average diameter and divide in half. As a result, the radius of the base of the paper cone is obtained.
- Using a compass, draw a circle on the prepared second sheet of paper, the radius of which is equal to half the diameter of the base of the cone. At this stage of production, you need to try on the base of the already made side surface to the drawn circle. And, if everything matches, then proceed to the next step.
- Having placed the leg of the compass in the center of the drawn circle, increase the expansion of the compass, making an allowance of 1.5 centimeters, and draw another circle.
- A circle is cut out along the line of the outer circle with scissors and cuts are made along the entire perimeter from the edge of the cut out circle to the line of the inner circle.
- The notches are bent to one side at an angle of 90 degrees. The result is the bottom of a cone with curved edges to connect to the side surface.
- All that remains is to coat the lower inner part of the sidewall with glue to a depth of 1.5 cm and carefully insert the manufactured bottom with notches inside the cone.
Source: https://ooocentrsvarki.ru/stanki/usechennyj-konus-svoimi-rukami.html
Bending technology - basic information
Metal bending is performed without welding seams, which avoids corrosion in the future and produces a product of increased strength. Deformation does not require significant effort and is usually performed in a cold state.
The exception is hard materials such as duralumin or carbon steels. Sheet metal bending technology is developed according to the assigned tasks in such options as:
A special case is flexion with stretching. This technology is used in the manufacture of parts with large bending radii and small diameters. When making parts with your own hands, the process is combined with operations such as cutting or punching.
Soft types of metals and alloys, such as brass, copper, and aluminum, are well suited for home processing. The production of products by bending is carried out on rolling or rolling machines, or manually.
The last procedure is quite labor-intensive. Bending is done using pliers and a rubber hammer. If the sheet is thin, use a mallet.
How to bend at right angles
To bend a bracket from a metal sheet, you will need a set of tools and accessories, consisting of:
- vice,
- hammer,
- power saws,
- bar,
- frames
The length of the strip is made according to the scheme, with the calculation that there should be a margin of 0.5 mm for each bend, plus another millimeter for folds on both sides. The workpiece is placed in a vice with squares. Clamping it along the fold line, process it with a hammer.
After this, the future bracket is unfolded in a vice, clamped with a frame and a block, and the other side is formed. The workpiece is pulled out, the required length of the sides is measured, making bends along the bottom.
Use a triangle to check the correctness of the angle, correcting inaccuracies with a hammer. When performing both operations, the workpiece is pressed with a block and a frame. The finished staple is filed to the desired size.
How to make a sheet bending machine yourself
To give the metal the desired configuration, tinsmiths use a sheet bending machine. But what should a master do if he doesn’t have special equipment at hand?
In fact, the question of how to bend sheet metal at home is easily resolved. It is enough to use your own ingenuity and basic equipment to make a simple machine.
To make a bender for a metal profile, you will need:
- I-beam 80 mm,
- fasteners (bolts),
- loops,
- corner 80 mm,
- clamps,
- a pair of handles.
You will also need a welding machine and a stable table on which the finished machine is mounted.
The basis of the device is an I-beam, to which a corner is screwed with two bolts, holding the workpiece during the bending process. Three door hinges are attached under it by welding. Their second part is welded directly to the corner.
In order for the machine to easily turn while bending sheet metal, handles are attached to it on both sides. The finished machine is secured to the table with clamps. Before laying the workpiece, the corner is unscrewed or lifted. The sheet is pressed, aligned along the edge and folded, turning the machine by the handles. The homemade device is only suitable for processing workpieces of small thickness.
Bending a metal sheet with a hammer
In order to bend a sheet up to 1.2 mm thick at a right angle, use the simplest tools - pliers (clamps) and a rubber hammer.
The processing is carried out on a flat wooden block. The fold line is drawn using a pencil and ruler. Then the sheet is clamped with pliers so that their ends fall exactly on the marking line.
The edge is gradually bent upward, moving along the fold. Once the angle approaches 90 degrees, the sheet is placed on the block and finally leveled using a hammer.
Narrow parts, such as tin edges, are made in this way.
Tip: Use a rubber or wooden hammer to prevent dents from forming on the metal. If bending is performed with a conventional tool, you need to take a textolite plate as a gasket.
It is convenient to bend sheets up to 2 mm thick on a desktop. The metal is positioned so that the marking line falls on the edge. A steel corner is placed under the material being processed.
The sheet is clamped in a vice using two wooden blocks. Bending is done using a hammer, tapping the metal from one end to the other. At the same time, the edge of the sheet is directed downward so that it ultimately lies completely on the corner fixed along the edge of the table. This method can be used to make products of any width, including boxes or barbecues.
Making pipes without using a machine
Home craftsmen have invented a lot of ways to bend a metal sheet into a pipe without using a machine.
We propose to consider the simplest option using a blank of suitable size. It is made from an old pipe of suitable diameter.
A sheet of metal is laid out on the floor and a piece of the required length is cut from it. To determine the required size, the required pipe diameter is multiplied by 3.14 and added 30 mm for the seam.
A pair of tubes are welded to the blank on both sides, perpendicular to one another. The crowbar should be freely inserted into their holes.
Master's recommendation: by bending a metal sheet using a blank, it is convenient to make pipes no more than a meter in length.
To use the device, the effort of three people is required. The blank is placed on the edge of the sheet. One person stands on top, two others screw the metal onto the blank, turning the crowbar 90 degrees.
The entire length of the sheet is rolled in this way, the remaining edge is hammered. The seam is secured by welding.
It must be taken into account that the bend radius of sheet metal depends on its thickness and manufacturing method. Hot rolled steel is more suitable for pipes; profile products are made from cold rolled steel.
Inclined cone development
Let us consider the procedure for constructing a scan of the lateral surface of an inclined cone using the approximation (approximation) method.
- We inscribe the hexagon 123456 into the circle of the base of the cone. We connect points 1, 2, 3, 4, 5 and 6 with the vertex S. The pyramid S123456, constructed in this way, with a certain degree of approximation is a replacement for the conical surface and is used as such in further constructions.
- We determine the natural values of the edges of the pyramid using the method of rotation around the projecting straight line: in the example, the i axis is used, perpendicular to the horizontal projection plane and passing through the vertex S. Thus, as a result of rotation of the edge S5, its new horizontal projection S'5'1 takes a position at which it is parallel to the frontal plane π2. Accordingly, S''5''1 is the natural value of S5.
- We construct a development of the lateral surface of the pyramid S123456, consisting of six triangles: S16, S65, S54, S43, S32, S21. The construction of each triangle is carried out on three sides. For example, △S16 has length S1=S''1'', S6=S''6''1, 16=1'6'.
The degree to which the approximate development corresponds to the actual one depends on the number of faces of the inscribed pyramid. The number of faces is chosen based on the ease of reading the drawing, the requirements for its accuracy, the presence of characteristic points and lines that need to be transferred to the development.
Transferring a line from the surface of a cone to a development
Line n lying on the surface of the cone is formed as a result of its intersection with a certain plane (figure below). Let's consider the algorithm for constructing line n on a scan.
- We find the projections of points A, B and C at which line n intersects the edges of the pyramid S123456 inscribed in the cone.
- We determine the natural size of the segments SA, SB, SC by rotating around the projecting straight line. In the example under consideration, SA=S''A'', SB=S''B''1, SC=S''C''1.
- We find the position of points A, B, C on the corresponding edges of the pyramid, plotting on the scan the segments SA=S''A'', SB=S''B''1, SC=S''C''1.
- We connect points A, B, C with a smooth line.
Types of rolling
The main types of rolling include the following:
- Pipe rolling (flaring) - used to change the radius of the pipe.
- Sheet metal rolling
is the procedure of bending a sheet of metal into a radius.
Pipe rolling is carried out on pipe bending machines, which are capable of rolling pipes with a diameter of up to 30 cm. Angles, channels and other parts are processed using the same equipment.
Radius rolling is used for stainless, ferrous, galvanized metals of various thicknesses: steel, aluminum, copper. For sheets with a thickness of over 10 mm, heating is required. Metal sheets up to 10 mm thick are cold bent. One of the more complex technological processes of sheet metal rolling
- This is the making of cones. We also have equipment that produces conical and cylindrical shells.
If you need sheet metal rolling in Moscow
— our company is ready to perform custom-made services with high quality, at a high professional level. Our craftsmen have enormous experience and produce parts with the most accurate radius. They thoroughly know the operating principle of the equipment, scrupulously follow the technology, and adhere to all the nuances of metal processing.
What difficulties arise in the process of bending a profile pipe?
A flexible profile pipe means that it is partially or completely bent. As you know, corrugated pipes have a high degree of strength , so they can only be bent under pressure or when the area being bent is heated. During the process, two forces act on the part:
- compression - inside;
- extensions - outside.
It is precisely the opposite direction of these forces that makes the work difficult when rounding the pipe:
- In different places the corrugated pipe may react differently to bending, which will lead to loss of alignment, that is, individual sections of the workpiece will be located on different surfaces.
- The pipe is not always able to withstand the stretching process and may become wrinkled or burst. More often, such moments occur when bending is done incorrectly.
- The product may have folds that resemble corrugation.
- The degree of strength decreases when overheated, the structure is disrupted.
- The side walls are crushed - this happens when there is excessive pressure when the workpiece passes through the bending structure.
To avoid these problems, you should take into account the material of the pipes and their size: wall thickness, diameter, bend angle.
The benefits of an online calculator
- Great time savings;
- Guaranteed correct and extremely accurate calculation;
- Convenient interface that will be understandable even for a beginner;
- Open access to the calculator for all users.
Thus, we can conclude that calculating the development of a cone requires concentration on many details, and its independent calculation is quite labor-intensive. Our online calculator is a tool that will simplify your life by accurately calculating this indicator. You also have access to information about what formula is used in the calculation and certain background information.
Papier-mâché technique
This section will also teach you how to make a paper cone for your Christmas tree. Large or small you need the size, in this case it does not matter. The workpiece is strong and solid even without an additional frame. This option is suitable for those who do not have a single dense sheet to make a cone of the appropriate size.
To work with this method, any paper is suitable, even newspaper or old magazines, however, you will need a blank base. You can use a plastic cone from a children's construction set (the original part will not deteriorate and will return to its place), plasticine, plaster, or polystyrene foam. Using one template you can make many papier-mâché blanks. Proceed like this:
- Cut or tear newspapers into small pieces.
- Wrap the prepared template in plastic wrap and coat it with PVA.
- Apply a layer of paper pieces onto the wet glue.
- Dry the first layer and then apply the second using the same technology.
- Work in this way until the required thickness of the workpiece is achieved.
- Cut the resulting shell and remove the original part.
- Install a frame rod if necessary.
- Apply a few more layers to seal the halves together.
You learned how to make a paper cone for the Christmas tree. Start by making the base and then start decorating it.
Small Christmas trees made from scrap materials are very suitable for New Year's decoration of an apartment. One of the main advantages of such Christmas trees is the ease of production and a wide field for imagination when decorating them. In addition, you can make many of these Christmas trees at once - different in appearance and decoration - and place them throughout the apartment, thus decorating it in an original way. The easiest way is to make a Christmas tree-cone out of paper. On specialized websites there are many ideas for decorating such Christmas trees, to which you can always add your own creativity. With all the variety of models, all Christmas trees have the same base - a cone made of paper or cardboard.