Characteristics of grinding wheels
The hardness of the circle is determined by the strength of the bond, because the hardness of the abrasive elements is much higher.
The structure is characterized by the internal structure and composition of the wheel, the ratio and mutual arrangement of the abrasive particles and the binder.
The size and shape of the disk are determined by the nature of the work performed.
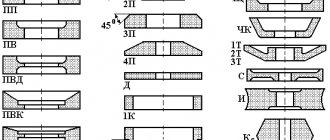
Grinding wheel shape
The shape of the circle is determined by the nature of the work performed; the most common circles are the following shapes:
| flat straight profile |
| flat conical profile |
| flat with recess |
| flat with double-sided groove |
| disk |
| annular |
| disc-shaped |
| cup-shaped |
Grit size of abrasive material
The GOST 3647-71 standard establishes three groups of grain sizes: micropowders, grinding powders, and grinding grains.
| Grit number | Limit grain sizes, microns |
| Grinding | |
| 200 | 2500-2000 |
| 160 | 2000-1600 |
| 125 | 1600-1250 |
| 100 | 1250-1000 |
| 80 | 1000-800 |
| 63 | 800-630 |
| 50 | 630-500 |
| 40 | 500-400 |
| 32 | 400-315 |
| 25 | 315-250 |
| 20 | 250-200 |
| 16 | 200-160 |
| Sanding powders | |
| 12 | 160-125 |
| 10 | 125-100 |
| 8 | 100-80 |
| 6 | 80-63 |
| 5 | 63-50 |
| 4 | 50-40 |
| Micropowders | |
| M40 | 40-28 |
| M28 | 28-20 |
| M20 | 20-14 |
| M14 | 14-10 |
| M10 | 10-7 |
| M7 | 7-5 |
| M5 | 5-3 |
Types of grinding wheels
Grinding wheels are distinguished according to the following characteristics:
- form;
- size;
- type of abrasive material;
- grain size;
- hardness
Let's look at the most common classifications.
Circle material
The wheel consists of an abrasive and a binder material. Minerals of natural or artificial origin are used as abrasives.
- natural diamond (A);
- artificial diamond (ASO, ASP, ASV);
- electrocorundum (E);
- monocorundum (M);
- black silicon carbide (BC);
- green silicon carbide (CG);
- elbor. cubic boron nitride (CBN).
Disc for stripping metal with a grinder. SHOCK!!! Effect. BOMB!Coral disk
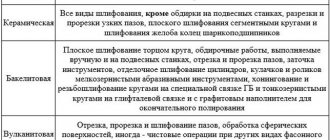
The binding material must hold the grains without affecting their abrasive properties. The most widespread are inorganic ones. ceramic and organic. bakelite and vulcanite.
Ceramic binders (K). Feldspar, fire clay, and talc are used in grinding wheels.
Bakelite (B). artificial resins are used to bind abrasive elements in wheels; they are intended for grinding hardened steel, cutting narrow grooves, sharpening, and finishing. Bakelite binder material is also used in grinding wheels for metal drills.
Volcanic materials (B) are included in flat circles and cutting discs.
The best velcro sanding discs
Makita P-43533 with Velcro from the famous Japanese company allows you to quickly change disks during operation.
- Users note the high-quality Velcro that securely fastens the disk.
- The high density of the abrasive coating allows the wheel to be used for a long time, and the holes in the disk quickly remove dust from the coating being sanded.
The German power tool brand offers the Hammer 214-012 with a durable fabric base.
- The disc has high flexibility and wear resistance characteristics.
- The water-repellent coating keeps the circle from getting wet.
- The coating grit is P400, the artificial resin reliably binds the abrasive material.
- Aluminum grains are capable of self-sharpening during operation.
Wolverine 435150, made in China, is characterized by high performance. Grit P150. Its versatility and low cost make Wolverine one of the best brands of velcro sanding wheels.
Binders
The abrasive grains, after being sorted by size, are combined into a single strong mass to form a grinding wheel of a certain shape using a binder.
Binders are divided into inorganic and organic. Inorganic binders include ceramic, silicate and magnesia binders, and organic binders include bakelite and vulcanite binders.
The ceramic bond is fire clay and feldspar. The mixture of binder and abrasive grain is pressed or cast. Cast wheels are more fragile and porous than pressed ones. Different hardness of the wheels is achieved by selecting the composition of the binder, and different porosity is achieved by pressing modes.
The ceramic bond is stable at high temperatures, has great chemical resistance, and therefore allows the use of various cooling and lubricating fluids during grinding. Ceramic bonded grinding wheels are made from normal electrocorundum, white electrocorundum, black and green silicon carbide.
The ceramic bond allows wheel speeds of up to 50 m/sec. Thin circles on a ceramic bond cannot absorb lateral loads.
READ How to Cut Glass in a Circle
Abrasive, grinding wheels. Abrasive wheels
The silicate bond consists of liquid glass. This bond does not provide a strong fixation of the grains in the wheel, since liquid glass weakly adheres to the abrasive grains. Silicate bonded wheels are used when the workpiece is processed without cooling and at the same time, the machined surface of the workpiece should not overheat. When heated, the binder easily releases dull grains from the surface of the circle, while new sharp grains are introduced into the work.
The magnesium binder is caustic magnesite and magnesium chloride (Sorel cement). Used for making circles from emery and natural corundum.
Magnesium bonded wheels are heterogeneous, wear out quickly and unevenly, i.e. they have low durability. They are very sensitive to dampness, under the influence of which they are destroyed, as well as to elevated temperatures.
Bakelite bond consists of bakelite resin in the form of powder or bakelite varnish. This is the most common of the organic ligaments.
Bakelite bonded wheels are made from all abrasive materials. They have high strength and elasticity, are stable at high temperatures, but their porosity is lower than that of ceramic bonded wheels.
Bakelite bonded wheels operate at speeds of 35-70 m/sec. This bundle allows you to produce cutting wheels with a thickness (height) of up to 0.18 mm.
During heavy work, where the cutting temperature reaches more than 300°, the bond quickly burns out and the grains crumble. Under the influence of alkaline liquids, the bakelite bond is partially destroyed, and therefore the use of coolants with more than 1.5% soda is not recommended.
The vulcanite bond is basically rubber. To make wheels, abrasive material is mixed with rubber, as well as sulfur and other components in small quantities. In special molds under pressure, the abrasive mixture is vulcanized, and the rubber becomes hard and elastic. At temperatures above 150°, the rubber softens and begins to burn out.
Vulcanite wheels are durable and elastic, which allows them to be used for slotting and cutting work. They have good polishing ability and can work with alkaline coolants. When grinding high-carbon steels, wheels on bakelite and vulcanite bonds are used to avoid burns and cracks. Wheels made of vulcanite bond are more elastic than those made of bakelite, but their porosity is less.
Currently, abrasive factories have mastered the production of wheels with fabric pads. The abrasive powder is mixed with bakelite resin and placed in a mold between layers of fabric. When the mold is compressed and heated, monolithic abrasive wheels are obtained, reinforced with gaskets. Such circles are very durable and allow you to work at a speed of 70 m/sec.
Natural and artificial abrasives
The best among natural abrasives is considered to be diamond, which is mined from alluvial and primary deposits. For cutting and grinding, black diamonds or carbonados are used, as well as radial diamonds called “borets”. It should be noted that on the world market for abrasives, ordinary diamonds that are unsuitable for cutting are usually sold under the name bort.
Corundum, which is crystallized aluminum oxide, is most often mined from alluvial deposits. After grinding the corundum ore, its enrichment, cleaning and sorting, the resulting abrasive grain is used for grinding in the form of powder, fractional grain for grinding wheels, skins and whetstones.
Other abrasives of natural origin are not used in modern industry because they have lower mechanical strength and cutting properties than artificial abrasive materials.
Zirconium corundum (zircon corundum) is obtained by melting a mixture of zirconium dioxide and aluminum oxide at 1900 ° C. During production, the mixture is melted in electric arc furnaces, then they are tilted, subjecting the melt flow to rapid cooling - microcrystals no larger than 50 microns in size are formed. Due to its significant viscosity, density and hardness, zirconium alumina is widely used for grinding stainless steel products as part of various abrasive tools.
Silicon carbide crystallizes at temperatures above 2000°C in an electric furnace; the initial mixture contains petroleum products and quartz sand. Hard crystals of silicon carbide grains have high cutting abilities and are used in work on glass, titanium, cast iron and polymers.
Aluminum oxide or electrocorundum is produced from bauxite clays with an Al203 content of at least 60%. Aluminum oxide grains are called electrocorundum because of the production technology - melting in electric arc furnaces at a heating temperature of more than 2000 ° C. Crystallization occurs on the surface of the melt as it cools; the aluminum oxide content in the grain is over 94%. Electrocorundum can be of several varieties, differing in the percentage of aluminum oxide and degree of hardness. The grains of this artificial abrasive are used to create grinding and cutting wheels and other grinding tools.
Ceramic electrocorundum or ceramic corundum, compared to other types of artificial abrasives, has the highest cutting performance; in addition, it is capable of self-sharpening, which increases the service life of discs containing its grains. Ceramic corundum microcrystals contain fractures in their structure, which form new cutting surfaces during the cutting and grinding process.
Grit size of abrasive materials
The grinding wheel, stone or powder uses abrasive grains of a certain size so that the chips they remove are uniform. To remove large chips, grinding wheels with large grains are used, and to remove small chips, grinding wheels with smaller grains are used.
When preparing abrasive material for a tool, large pieces of abrasive material are crushed in crushers to obtain grains of the required size. After crushing, the grains are cleaned of foreign impurities and undergo chemical and heat treatment.
The grain size of abrasive materials (grain size) is determined by the size of the sides of the cells of two successive sieves through which the selected abrasive grain (powder) is sifted or analyzed.
Based on grain size, the following numbers are distinguished: 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; 12; 10; 8; 6; 5; 4; 3; M40; M28; M20; M14; M10; M7; M5.
The grain size of abrasive materials according to GOST 3647-59 is specified by the length of the mesh side in hundredths of a millimeter (according to the old GOST, the dimensions were determined by the number of sieve wires per inch length).
The conversion of grain size designations from the metric to the inch system and vice versa is given in table. 6.
The larger grain sizes indicated in the table correspond to the size of the sieve holes through which they pass, and the smaller sizes correspond to the size at which the grains are retained.
READ Replacing screwdriver batteries with Li-ion batteries
Abrasive materials are divided into 3 groups based on grain size with the following grain numbers:
- 1) grinding grain - 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16;
- 2) grinding powders - 12; 10; 8; 6; 5; 4; 3;
- 3) micropowders - M40; M28; M20; M14; M10; M7; M5.
Micropowders are designated by the letter M and a number indicating the largest grain size in microns.
The grain size of micropowders is determined by measuring through a microscope the largest width of the grain area that is visible in the field of view of the microscope. The grain sizes in grinding powders and 3 are measured using a combined method,
That is, grains larger than 40 microns are determined by the size of the sides of the sieve, and smaller grains are determined by linear measurement of the grains under a microscope.
The choice of wheel by grain size is made depending on the type of grinding, the amount of material removed, the required surface cleanliness and processing accuracy. Wheels with coarse grains increase metal removal during grinding, increase labor productivity, but at the same time leave significant risks on the surface of the part; That’s why they are used for roughing work.
Fine-grained wheels are used for finishing and finishing work. In table 7 provides recommendations for choosing the grain size of the abrasive material.
Designation Name. Hardness group
The numbers 1, 2, 3 to the right of the letter designations characterize the degree of hardness of the tool in increasing order.
Tools of all hardnesses are produced on ceramic and bakelite bond, and only SM1 on vulcanite bond; SM2; C1; C2; ST1; ST2; ST3; Tl; T2.
For processing hard materials, softer wheels are used, for soft materials - harder ones.
The hardness of grinding wheels is determined by three methods:
- 1) sandblasting
- 2) pressing the ball
- 3) by drilling a hole
The sandblasting method consists of sending a stream of quartz sand under pressure onto the surface of the circle being tested, which leaves a hole on the surface. The depth of the holes determines the hardness of the circle. This method is used to determine the hardness of ceramic and bakelite bonded wheels with a grain size from 0 to 100 in the inch system (from 200 to 12 in hundredths of a millimeter).
The ball pressing method consists of pressing a hardened ball into the surface of a circle under a certain load. It leaves a deeper hole in a soft circle than in a hard one. The depth of the hole determines the hardness of the circles. This method is used for wheels on bakelite and vulcanite bonds with grain sizes from 00 inch to M14 (from 12 in hundredths of a millimeter to M14).
The method of drilling a hole consists of using a special drill to drill a hole of a certain depth under constant pressure on the drill. The number of revolutions of the drill determines the hardness of the circle.
This method is used for vulcanite bonded wheels with a grain size from 4 to 20 in the inch system (from 80 to 10 in hundredths of a millimeter).
Abrasive wheel operation
The work of a grinding wheel can be compared to the work of a milling cutter. The abrasive grains of the grinding wheel, as well as the teeth of the cutter, periodically come into contact with the workpiece surface and remove chips (Fig. 52).
Each abrasive grain represents a cutter. The number of such cutters depends on the size of the grains in the circle, the diameter and width of the circle. The number of abrasive grains in a wheel is estimated in tens of thousands for circles of small diameters and hundreds of thousands for circles of large diameter and height. Thus, a circle with a diameter of 400 mm, a height of 40 mm and a grit size of 50 has at least 200 thousand cutting grains located on the periphery of the circle.
The chip elements removed by abrasive grains do not have the same shape, since the grains themselves differ in shape and location relative to the surface being processed.
The chips are very small in size. Under a microscope, one can see its similarity to chips obtained during turning, milling and planing operations. This indicates that cutting with abrasive tools obeys the same laws as cutting with steel and carbide blade tools. During the grinding process, abrasive grains with their sharp edges cut into the surface being processed and, overcoming the adhesion forces between the particles of the material, separate the chips.
READ How An Orbital Sander Works
Grinding, unlike milling, has its own characteristics. Thus, the grains of the circle, unlike the teeth of the cutter, have an irregular geometric shape rounded at the vertices and are randomly located in the circle. This causes an inconsistent rake angle, which is usually negative (obtuse). The grinding process consists of a total mass very fine cutting of the part material by individual grains-cutters. The process of chip removal by an individual grain occurs in a very short period of time (0.0001.0.00005 sec.), i.e., almost instantly, but due to the large number of grains, the chip formation process occurs continuously for the entire circle.
During the grinding process, dull grains can be chipped due to the increasing load on the dull abrasive grain. This exposes new sharp grains. Thus, unlike a cutter, the wheels can sharpen themselves.
Abrasive disc size
The marking of abrasive wheels by size is written as follows: DхТхН (where D is the outer diameter, T is the height, H is the diameter of the hole). The D parameter can reach a maximum size of 1100 mm, the H value can be up to 305 mm, and the T parameter varies from 0.18 mm to 250 mm.
The types of CBN and diamond discs are described in more detail in GOST 24747-90. The marking of the shape of such grinding wheels consists of three or four symbols indicating the cross-sectional shape of the body and layer, its location on the wheel, and also provides information about the design features of the body.
For example, 150x16x32 is the size of a 25A white electrocorundum abrasive wheel.
Reminder when choosing abrasive wheels:
- When choosing the diameter of the circle, you should take into account the number of spindle revolutions and the ability to provide optimal speed.
- The larger the diameter, the less specific wear of the circle. There are fewer grains on the working surface of small circles. So, during operation they wear out unevenly.
- When choosing a diamond wheel, you should take into account the width of the diamond-bearing layer. If used incorrectly, ledges may appear on the surface of the wheel.
This is interesting: Cold metal stamping: technology, types, equipment
Structure of grinding wheels.
Circle structure. During the manufacture of wheels and other abrasive tools, voids are formed between the individual abrasive particles and the bond. pores. The internal structure, i.e., the quantitative ratio and relative arrangement of grains, ligaments and pores is called. The most important characteristic of the wheel structure is the volume of grains in the abrasive tool.
Pores are small voids in the wheel that house chips generated during grinding. The chips should fall out of the pores when the wheel leaves contact with the workpiece. If the chips linger in the pores, then when they come into contact with the surface being processed, the chips will heat up, melt and tightly close all the pores, as a result of which the cutting ability of the wheel will decrease.
A. closed, b. open, in. highly porous
In Fig. Figure 4 schematically shows grinding wheels of the same grit, made on the same bond, but having a different structure. The denser the structure, the more grains per unit surface and the fewer binders and pores. In an open structure, the number of pores in the circle is greater and the abrasive grains are located further from each other.
Structural circles are manufactured, i.e. circles with a predetermined structure.
The structure of the circles is indicated by numbers. The circle structure scale consists of 12 numbers. Each number is characterized by the volume ratio and the relative position of the grains, binders and pores in the circle.
The structure of circle 5 with hardness CM1 corresponds to a grain volume of 52%, a binder volume of 9% and a pore volume of 39%.
The structure of circle 6 of the same hardness is characterized by the following volumes: grains. 50%, ligaments - 11%, pores - 39%.
The volume of grains in the structure is 1-60%, in the structure it is 12-38%. The volume of grains in each subsequent structure decreases by 2%.
Currently, highly porous grinding wheels with structures 13-18 are used. These circles have a number of pores, their sizes are larger than those of ordinary circles. The surface of such circles resembles a spongy body. They are significantly less dense than structural circles. highly porous wheel becomes less clogged and, in addition, large pores allow the air flow generated during grinding to cool the cutting grains and thereby improve the cutting ability of the wheel. These wheels can be used to process hardened and non-hardened steels and soft viscous materials. copper, brass, plastics, leather, etc. The grain size of highly porous wheels should be 1.2 numbers less than regular ones. For example, a regular wheel is 40 grit, but a high porosity wheel should be 25 or 16 grit.
When choosing a circle structure, you should be guided by the following considerations.
Circles of dense structure. 2, 3, 4 are intended for processing hard materials, for finishing and finishing work, ensuring low roughness.
Circles of medium structure. 6, 7, 8 are intended for processing metals with high tensile strength.
Open structure circles. 10, 11, 12 are intended for processing tough metals with low tensile strength. In this case, the ground surface becomes rough, but provides better chip removal and better cooling conditions. The circle wears out significantly.
Sources:
https://stanki-katalog.ru/st_112.htm https://delta-grup.ru/bibliot/39/9.htm
Content
- 1 Description
- 2 Purpose
- 3 Classification 3.1 Features
The suitability of abrasives depends on physical and crystallographic properties. Particularly important is their ability to break into sharp-angled particles when abraded. Diamond has this property to its maximum. The choice of abrasive material depends on the physical properties of the processed and processed material, as well as on the stage of processing (rough grinding, grinding and polishing), and the hardness of the abrasive material should be higher than the hardness of the processed material (with the exception of diamond, which is processed with diamond).
In industry, grinding wheels are used for sanding wood (preparation for primer, varnish), intermediate sanding of primer, varnish, paint (lint removal). For use in industry, grinding wheels must be fixed or structurally made in the form of various tools and compositions and are used to prepare the surface (wood, plastic, metal) for further processing (painting, puttying, polishing). Grinding wheels are used for surface grinding, both manual and automatic, using special abrasive tools. Grinding wheels intended for manual surface processing have different shapes (square, round) and are mainly used in carpentry and auto production and workshops.
Grinding wheels are divided by hardness (superhard, hard, soft); — chemical composition; — by the size of the grinding grain (coarse or coarse, medium, fine, extra fine); - by type of abrasive tools.