Description of the tool and its purpose
A bore gauge today is a high-precision tool that is designed to determine the size of holes, grooves and other internal elements of any product. It is distinguished by high reliability and ease of use. It can be used to measure a variety of parts with low mass. This instrument is also called shtikhmas. The word comes from the German language. Translated, shtihmas is a device or instrument that measures the diameters of holes.
The design of the bore gauge, in its classical sense, provides for measurement using two ball tips. This method is called two-contact. There are also three-point models for more accurate measurements that have automatic alignment. The mechanism is also equipped with a special element, thanks to which the measurement line is centered.
The types of instruments depend on the method by which the measurement is made. There are two options: absolute and relative. Based on this data, the types of bore gauges are divided. There are two main ones: indicator and micrometric devices.
A mechanical or digital element may be used to demonstrate measurements. Models with a screen, as a rule, weigh less and are practically not susceptible to mechanical stress. They also have a wider range of functions. Their memory can store the data of all measurements in the required sequence.
Types of shtihmas
There is no generally accepted classification of shtihmas. Therefore, they are divided into groups according to the method of measurement. Micrometric and indicator have different measurement methods.
Micrometric measures actual length.
Indicators compare the template and the actual size. Shtikhmas are adjusted to a specific size. Then they determine how much the real value differs from this indicator.
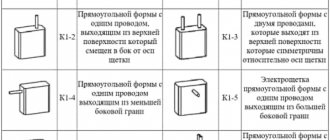
Shtihmas have different reading devices and transmission methods. The shapes of surfaces that help to measure can be different.
The measuring surfaces of the three-point gauge are located at an angle of 120° to each other. This allows for a minimum number of measurements to be taken to determine the linear characteristics of the part. Information about the size is taken on the digital scale of the caliper.
A spherical gauge is an instrument whose measuring surfaces are located on the same sphere. Maximum length 1000 mm. It belongs to two-point. For measurements you need to take more measurements than three-point.
A collet (ball) pin is used to measure small holes that cannot be measured with a micrometer (diameter from 0.95 to 18 mm). Equipped with a set of heads of different types. To measure, a head of the required size and shape is inserted into the hole, the inner needle is shifted along the axis, and the collets are pressed against its walls.
The most accurate, convenient and expensive is the electronic pen.
Indicative bore gauge and its features
An indicator bore gauge is a device that uses a relative measurement technique. It must first be configured to a specific value, and then determine how much the real indicator differs from the specified one. The indicator bore gauge can measure holes from 6 mm. In this case, the device has a minimum error in the range of 0.015–0.025 mm.
The design of the indicator bore gauge is quite simple. It has only two components. The first is a rod with measuring nozzles, the second is a round indicator head with a scale on which two types of divisions are presented:
- The main scale with a step of 0.001 mm displays the relative deviation of the parameter being measured.
- Small scale. It marks the total number of revolutions of the instrument needle (a full revolution is 1 mm). With its help you can find out the size of the hole in millimeters.
The device is equipped with additional attachments, the use of which allows you to measure various parts in an extended range.
Before using the indicator bore gauge, you need to select a replacement element that will fit in length and attach it to the device. The tool is then inserted at an angle into the hole being measured. Next, light rocking is carried out to set it strictly perpendicular to the axis of the hole.
After completing these steps, the arrow will begin to oscillate. If its stroke is directed to the left, then the diameter of the hole is larger than the established one, if to the right, then it is smaller. To make the calculations, you will need some data. For example, if, when using a 10 mm interchangeable nozzle, the pointer moves 12 divisions to the right, then the final size will be calculated as 10−0.12 = 9.88 mm. When deviating in the other direction, the sign in the example changes to positive.
To ensure that all measurements are carried out correctly, the device should be held only by the special handle. You cannot touch the rod itself, since minimal heating will cause the metal to lengthen by several hundredths. This will give a significant error and lead to erroneous calculations.
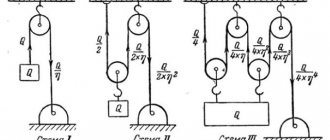
Cylinder block boring
The reason for boring cylinders is the depletion of the working surface of the cylinder. Boring is done to the repair size or to the sleeve. The inserted liner is bored to fit the piston to the nominal size or piston size.
Measuring wear on the cylinder working surface
A cylinder is measured in three or more levels in mutually perpendicular directions:
- at the location of the compression ring when installing the piston at TDC;
- in the middle part of the cylinder;
- at the base of the cylinder.
If the cylinder diameters are larger than or smaller than the required size, or the cylinder walls are heavily worn or scored, the cylinders must be bored and “honed” for repair pistons. Then you need to install new pistons and oversized rings.
Measuring liner wear with a bore gauge
To determine the suitability of worn parts for further use, it is necessary to accurately measure their size. The bore gauge is lowered into the cylinder liner. A total of 6 measurements must be taken on each cylinder liner. If necessary, measurements can be taken more often. The results of all measurements must be carefully recorded and then compared with the technical data.
Boring block cylinders
Boring is the process of restoring the required geometry, as well as creating the required distance between the cylinder walls and the pistons. By boring the engine, the cylinder geometry is restored. During the boring process, the following are removed: ellipse, taper, barrel-shaped, waviness, saddle-shaped, beveled, grooved. In the case when the wear of the cylinder exceeds the last repair size or there are no repair sizes, the block is sleeved. The old worn out sleeve is replaced with a new one.
Honing block cylinders
Honing is a process of abrasive processing of materials using honing heads (honing heads) /mainly used for processing internal cylindrical surfaces/. Processing occurs by combining the rotational and reciprocating movement of the hone with sliding abrasive bars attached to it with abundant irrigation of the treated surface with a cutting fluid. The resulting mesh processing mark improves the tribological properties of the cylinder surface.
When the working surface of the bar comes into contact with the workpiece surface being processed, the metal is scratched simultaneously by a large number of abrasive particles. The size of such particles during honing is 20 - 100 microns, the average number of particles on the surface of the bar is 20 - 400 grains per 1 mm2. The main types of interaction between abrasive grains and metal are “microcutting” with the removal of the finest chips and friction with plastic displacement of the metal.
How to use a micrometer bore gauge
For more accurate checking and measurements, a micrometric gauge is used - what it is was described above. This device shows real size values. The measurement error is very small and amounts to only 0.006 mm. To understand how to use a bore gauge correctly, you need to understand its features.
The micrometric bore gauge consists of the following elements:
- drum with scale;
- head for connecting the drum with extensions and removable nozzles;
- fixing screw;
- extension;
- tip - element for taking measurements.
A micrometric bore gauge is not used to measure the diameter of cylinders. With its help, only internal dimensions are determined. There are several ranges that it can measure (in millimeters):
- 50–75;
- 75–175;
- 75–600;
- 150–1250;
- 860–2500;
- 1520–4000.
The design of this device is similar to a micrometer. It also has a screw and a drum, rigidly connected to each other using a special cap. There is also a spherical tip rod, a safety cap and a locking stopper.
To figure out how to use a bore gauge, you need to know the rules for installing it. The measuring device is installed strictly perpendicular to the axis of the hole. One end of the measuring rod should rest on the edge of the hole, and the other should be moved all the way to the opposite surface. This installation principle is similar for all types of bore gauges.
Technical requirements
It is better to familiarize yourself with them before watching how to properly use an indicator bore meter; the video will not tell you about the standards, but they are also important - at least for understanding the operating conditions of the meter.
- Devices must be manufactured in accordance with GOST 868-82 or 10-88 (micrometric).
- The error limits at normal temperature (20 0C ± 5 0C) and humidity (up to 80%) must be no more than 0.005-0.022 and 0.004-0.09 mm (depending on the range, accuracy class, work area).
- The range of readings (the largest difference between them) is strictly up to one third of the scale division.
- The contact surfaces of the rods are precisely spherical in shape, with radii from 1.8-2.8 to 30-40 mm.
- The heads are made of hard alloys (from 57 HRC), with roughness parameters specified by GOST (for example, Ra ≤ 0.16 microns according to interstate standard 2789).
- The handle is made from a material with a low thermal conductivity coefficient (so that it does not heat up and burn).
- The coating of external metal surfaces must be durable and anti-corrosion, in accordance with GOSTs 9.032 and 9.303.
How to set up a bore gauge
Setting up a bore gauge is impossible without understanding its operating principle. You should know that it is identical to the operating principle of a micrometer, which allows you to compare the indicators obtained on the two devices. If the micrometer has an error within acceptable limits, then you need to follow the following procedure to set up the bore gauge:
- Select a base rod. It can be of any length and must be mounted on a measuring rod.
- The micrometer is set to the same value as the rod.
- The locking screw must be tightened to secure the value.
- The rod sleeve should be fixed in a vice, and its main part should be placed between the measuring jaws.
- The arrow must be aligned with the zero on the dial by rotating the caliper head.
In this way, you can calibrate the value of the device and adjust it to the data necessary for operation and accurate measurement. This will make it possible to measure with an accuracy of a hundredth of a millimeter. Setting up a bore gauge is a very important process that will affect the quality of work in the future. The same algorithm is used to carry out annual verification of the device.
Measurement technology
First of all, it should be noted that two measurement methods have been developed:
- The absolute method consists of determining the distance between given points by placing the device inside.
- With relative technology, a sample is used to obtain the result.
It should be noted that these technologies are suitable for various types of measuring instruments. The first is used for a micrometric bore gauge, and the second for an indicator gauge.
Measurements with a first type device include the following operations:
- The approximate size of the hole being measured is set on the tool.
- The head is placed inside perpendicular to the longitudinal axis of the device.
- On both sides, the measuring surfaces are pressed against the walls by rotating the ratchet and drum.
- Tighten the locking screw and remove the tool.
- To obtain the result, add to the scale value the length of the pressure gauge head, as well as the extension if used.
When working with cylindrical holes, the tool is rocked alternately in the longitudinal and transverse directions in order to determine the maximum and minimum values, respectively.
Measurement with an indicator device also includes several stages:
- First of all, the indicator bore gauge is placed inside the hole with a rod perpendicular to the longitudinal axis of the part being measured, correcting it by gently rocking it.
- The deviation of the arrow to the right indicates a smaller diameter of the hole in comparison with the sample, and to the left indicates a larger one.
- Next, readings are taken using both indicator scales.
- Finally, the diameter of the sample is added to the obtained value.
To measure large holes, indicator bore gauges are equipped with additional extension rods.
How to store the tool after use
Proper storage and operation of the device is necessary to ensure its operation and reliability of use. Since the purpose of the instrument is to make accurate measurements, it is necessary to maintain its integrity and avoid major mechanical influences that could affect the calibration. Failure to follow these rules can cause a lot of inconvenience later.
An important step when using the unit is verification. The interval of such examination is one year. During this period, the mechanism may lose its integrity or the strength of the fixing screw, and the accuracy of the readings largely depends on these factors.
The verification procedure includes a number of necessary and extremely important actions. They must be carried out in compliance with all standards, as well as the correct installation of equipment.
The purpose of the bore gauge is to provide accurate data on the internal diameter of the product being measured. In order for these indicators to continue to correspond to reality, it is important to store the instrument correctly. The storage procedure is carried out in compliance with a number of rules:
- the air temperature in the room should be in the range from 15 to 25 degrees;
- the humidity level should not exceed 80%;
- Before you start measuring something with a bore gauge, the needle on the scale must be set to zero.
Proper storage will help keep the tool tuned for a long time in order to carry out work without a high level of error. Also, such measures will allow the device to always be ready for operation, since the harmful influence of various factors is excluded.
Assembling and disassembling the tool
To prepare the bore gauge for work, you need to perform certain steps in this order:
- Attach the meter to the fixture rod.
- Screw in the extension rod for final assembly.
This procedure for preparing the device for operation is basic and must be strictly followed. Disassembly is carried out strictly in the reverse order to eliminate the possibility of calibration violation. First you need to unscrew the rod so that the meter becomes independent of further actions, then remove the indicator itself.
If you do not plan to use the device further, you must do the following before storing it:
- First of all, the device must be wiped dry. This should be done as carefully as possible using a soft, lint-free rag.
- After this, all elements of the meter, except the dial scale, must be wiped with aviation gasoline or another substance suitable for this case.
- Packaging is carried out in a special case, which closes securely and eliminates the possibility of movement of parts inside.
Such care will help avoid corrosion on metal elements, eliminate the possibility of damage, and also fully preserve the functionality and configuration of the instrument.
If there is any doubt about the integrity or correct operation of the device, the following procedure must be followed:
- inspect the tool for markings and all components;
- check all elements for correct connection;
- all distances must fully comply with the standards;
- product error indicators must be within acceptable values;
- The device should not have any dents, chips, scratches or other damage that appears during improper use or storage.
Such an inspection will help eliminate incorrect operation and errors in measurements. Incorrect measurements can have fatal consequences in the production of precision machine parts.