Riveting
Riveting is the production of permanent connections using rivets used in the manufacture of metal structures (trusses, beams, various types of containers and frame structures). A rivet is a cylindrical rod made of ductile metal, at one end of which there is a head, called an embed. During the riveting operation, a second rivet head is formed on the second side of the rod installed in the holes of the workpieces being connected, which is called the closing head. The mortgage and closing heads are mainly semicircular and countersunk (Fig. 5.14). The need to use ductile metal for the manufacture of rivets is due to the fact that its heads are formed as a result of plastic deformation of the rivet rod. When making riveted joints, the rivets should be selected from the same material from which the parts to be joined are made. This prevents the appearance of galvanic couples, leading to corrosion at the point of contact between the rivet and the part. The riveting process consists of two stages - preparatory and riveting itself.
The riveting preparation process involves drilling or punching a hole for the rivet and forming a recess in it using countersinking for the rivet and closing heads, if necessary. The actual riveting includes installing the rivet into the prepared hole, tensioning the riveted workpieces, forming the closing head, and cleaning up after riveting. Depending on the nature of the rivet joint, riveting is performed in a cold (without heating) and hot (with preheating of the rivet to a temperature of 1000 ... 1,100 ° C) method. In practice, hot riveting is used in cases where steel rivets with a diameter greater than 12 mm are used.
Pereosnastka.ru
Manual and mechanized riveting techniques
TO
category:
Riveting
Manual and mechanized riveting techniques
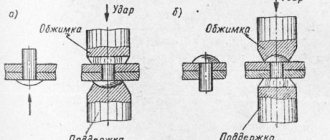
Depending on the conditions for the formation of the closing head, two riveting methods are distinguished: direct and reverse. With a free approach to the rivet from both sides, a direct (or open) riveting method is used, in which blows are applied from the side of the rod; The mounting head rests against the support (Fig. 1,a).
Types of rivets and rivet seams
The types of rivets with a semicircular and countersunk head are most often used during installation work. Due to the fact that rivets with a countersunk head do not firmly connect the parts at the riveting site, their use is limited. This type of rivet is used only in cases where, according to the operating conditions of the structure, their heads should not protrude above its surface. Depending on the purpose and operating conditions, it is possible to use rivets with other head shapes (Fig. 5.15).
The choice of rivet sizes depends on the thickness of the parts being riveted. The diameter of the rivet should, as a rule, be equal to the total thickness of the parts being connected. The length of the rivet rod is determined taking into account the formation of the closing head, the shrinkage of the rod during the riveting process and the need to fill the gap between the rivet rod and the wall or the hole for it.
Let's consider the procedure for determining the length of the shank of rivets with countersunk (see Fig. 5.14, a) and semicircular (see Fig. 5.14, b) heads. In both cases, the length of the rivet / is determined based on the thickness of the parts being riveted S and the length /0 of the part of the rivet rod protruding from the hole above the surface of the parts to be joined. The length of the protruding part of the rod depends on the diameter of the rivet and the shape of the closing head. For rivets with a semicircular head 10 = (1.2... 1.5)d, for rivets with a countersunk head 10 = (0.8... ,2)d.
To ensure free but sufficiently tight installation of the rivet, the diameter of the hole should be slightly larger than the diameter of the rivet:
Rivet diameter, mm 2.0 2.3 2.6 3.0 3.5 4.0 5.0 6.0 7.0 8.0
Drill diameter, mm:
precise assembly... 2.1 2.4 2.7 3.1 3.6 4.1 5.2 6.2 7.2 8.2
rough assembly... 2.3 2.6 3.1 3.5 4.0 4.5 5.7 6.7 7.7 8.7
In cases where it is impossible to form a closing head in the connection, explosive rivets are used (Fig. 5.15, f). Such a rivet, filled with an explosive, is installed in the hole of the parts being connected and pressed down with light blows of a hammer in a cold state. After this, it is heated from the side of the rivet head with some kind of heating device (for example, a soldering iron), as a result of which the substance placed in the rivet rod explodes and its end expands, forming a closing head.
To connect thin metal sheets and parts made of non-metallic materials, tubular rivets are used (Fig. 5.15, g), the closing head of which is formed by flaring.
The place where parts are joined using rivets is called a rivet seam. Depending on the nature of the connection and its purpose, rivet seams are divided into three types: strong, dense and durable.
A strong seam is used in cases where it is necessary to obtain a connection of increased strength. As a rule, these are connections in various load-bearing structures: beams, columns, lifting structures and other similar structures.
A tight seam is used for riveting tanks and vessels for liquids, pipe connections for transporting gases and liquids under low pressure.
A strong-tight seam is used to connect parts in devices and structures operating under high pressure, for example in steam boilers.
According to the relative position of the connection parts, two types of seams are distinguished : butt and overlap (Fig. 5.16, a). The parts are connected end-to-end using overlays. The connection uses one (Fig. 5.16, b) or two (Fig. 5.16, c) pads. Rivets for any type of connection can be arranged in one, two, three or more rows. Depending on the number of rows of rivets in the connection, single-, double- and multi-row rivet connections are distinguished (Fig. 5.17).
The distance between the rivets in the connection is selected depending on the type of connection (single-row or double-row). In single-row seams, the distance between the axes of the rivets (pitch) must be equal to three diameters of the rivet, and the distance from the edge of the parts being joined to the axes of the rivets in the connection must be at least one and a half diameters. When making double-row seams, this distance should accordingly be equal to four rivet diameters and one and a half, as in a single-row connection. The distance between rows of rivets in such connections should be two diameters.
Riveting. Technology and features
Humanity has long known about riveting, dating back to the times of Ancient Rus'. Among the archaeological finds there are riveted tools and household items. However, at the present stage of development of technology, welding is giving way to welding, which provides high speed of work and strength. Despite this, carbon is still in demand in some structures and products where any high-temperature exposure and, as a consequence, structural transformations in the metal, as well as deformations (leads) associated with uneven heating and cooling, are not allowed. K. is also indispensable if it is necessary to obtain a connection from a metal that cannot be welded or belongs to a difficult-to-weld group. In a rivet joint made of dissimilar metals (bimetal), galvanic processes that provoke the development of corrosion do not occur. However, these advantages are now being leveled out due to the emergence of new alloys, which, with high strength, are well suited to fusion welding or other types of welding; and new generations of adhesive compositions are capable of forming seams that are close in their mechanical properties to the base metal.
Riveting is a technology for producing a permanent connection using mechanical action in a cold or heated state on metal rivets of various shapes and sizes. Connections made using K. are resistant to vibrations and shock loads.
There are several ways to create a riveted connection:
• Rivets up to ø10mm are cold driven into the hole with a gap of 0.1-0.2 mm. • Rivets from ø8 mm and above are riveted in a heated state with a gap of 0.5 -1 mm. During the process of hot welding, the leg of the rivet better fills the hole of the metals being joined, and when cooled, they are better drawn together. • Long rivets do not heat up completely; only the end from which the head is formed is subject to thermal influence.
K. can be made with rivets with countersunk heads or protruding ones. In the first version, the product has a better presentation, a smooth, uniform plane. If there are no requirements for appearance and only the strength of the assembly matters, then choose the second option.
The sequence of execution of K. consists of several stages:
• Drilling or punching holes and countersinking them for a countersunk head; • Installation of rivets consisting of a head and a rod in the holes; • Formation of the closing head by crimping and supporting (see figure)
The tools can be either an ordinary hammer or a special machine – a press. Accordingly, K. can be manual or machine. If we are talking about small-scale production, a pneumatic hammer and anvil can be used; in large-scale production, they use more serious tools, including special CNC presses, which have high efficiency and are practically indispensable in the manufacture of aircraft fuselages.
There is an interesting case where it is impossible to form a closing head with traditional bellows. influence. A solution was found. The rivet, in the core of which there is an explosive substance, is driven into the hole in a cold state with light blows of a hammer. Later, the connection is heated and a shorting head is formed with the help of a small explosion. If you need to rivet thin non-metallic sheets, it is advisable to use rivets with a hollow shaft, i.e. tubular, the thin wall of which can easily be deformed by flaring to form the closing part.
Riveted structures come in several types:
Durable - used in load-bearing structures such as beams and columns. Dense - used for joining pipes intended for moving gases and liquids; when riveting tanks and vessels under slight pressure, the tightness of such a connection is organized by applying various sealants to the joining surfaces or by placing a plastic seal under the rivet head. Mixed designs involve a combination of the functions of strong and tight connections.
Add a comment Cancel reply
You must be logged in to post a comment.
Rivets
The riveting process is carried out using rivets made of mild steel and representing rods in the form of cylinders with two heads. One of these heads is a mounting head, and the other is a closing head, providing fastening of parts.
Riveted connections are classified into the following categories:
- durable (designed for rigid connection under power loads);
- tight (designed for tanks with low pressure, where complete tightness is necessary);
- durable and dense.
Currently, the quality of metal products, as well as their chemical composition, can be thoroughly examined through modern and multidisciplinary (see variety of options) Metal and alloy analyzers
For the sake of a hermetic joint, the joining surface area is treated with a reliable sealant. There are three types of riveting :
Mortgage heads have different shapes. There are two methods for forming a closing head: direct and reverse.
The direct method involves striking from the side of the closing head and pressing firmly, which is necessary for a tighter joint of the parts.
The reverse method involves striking from the side of the closing head; reliable connection of several surfaces occurs simultaneously with the formation of a closing head.
Types of rivets
Hand rivets
One of the simplest and most actively used types of rivets, most often used for those connections that will not be disassembled in the future.
Riveting process:
- A hole is created where the rivet is placed.
- The recess houses the head of the rivet.
- Using a hammer, the surfaces are pressed tightly.
- The second head is flared with circular blows of the tool, giving the desired shape.
Types of rivets (by head shape):
- with a convex head. Diameter 1-36 mm; length 2-180 mm.
- with a hidden head. Diameter 1-36 mm; length 2-180 mm.
Types of work : fastening visible plates, thin sheets of metal, etc.
Disadvantage: accessibility to both sides of the parts being connected is required; complexity of riveting.
Tubular, semi-tubular and piston rivets
Due to their fragility, this type of rivet is used for joining parts subject to slight physical stress.
These parts are hollow: tubular without a cap and with a through hole; half-tubular, half-hollow; piston with thin-walled tubes.
Riveting process:
- A hole is created where the rivet is placed.
- It is riveted with punches.
- The connection is ready.
Disadvantage: can only be used with little physical activity, accessibility to both sides is required.
Mortgage rivets
These rivets compare favorably with the previous ones in their strength. This is due to the fact that a punch remains in their base after installation.
Riveting process:
- A hole is drilled where the rivet is placed.
- A punch is placed inside the rivet so that it comes out on the opposite side.
- The rivet material is riveted.
- A cap is formed.
Types of work : thick-walled structures with increased rigidity.
Threaded rivet
A threaded rivet is necessary for making a threaded connection in materials with a light texture, where creating threads in the parts themselves is impossible due to their small thickness, for example, in sheet metal. A threaded rivet contains threads inside that are used during connection to the surface of the rivet. Although its main use is to create a bolted connection.
Riveting process:
- A hole is made.
- The part is carefully screwed onto a tool prepared for this work, then placed in the created hole.
- With the help of a riveter, the rivet is compressed along its entire length, pressing the parts tightly on both sides.
- The tool is turned inside out.
The material of the rivet must be identical to the material of the parts being connected.
Types of work : decorative activities; surfaces where wear resistance to corrosion processes is considered extremely necessary.
Blind rivets
The proposed type of rivets is widely used for joining various materials, especially fragile ones.
Riveting process:
- A hole is created.
- The rivet is carefully inserted onto a specialized tool, then placed in the recess.
- The tool pulls the rod and compresses it along its length.
- The tool is removed simultaneously with the rod.
Material : aluminum, steel, combined version.
Types of rivets , depending on the shape of the side:
- With standard;
- With wide;
- With a secret one.
Types of work : universal.
Safety rules for riveting
- The special hammer must fit tightly onto the handle.
- The crimps and strikers must be free of cracks and gouges.
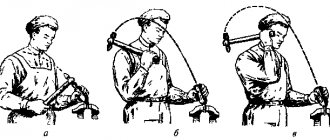
- It is better to do the work in pairs, as this facilitates an already labor-intensive process.
- Cutouts for supports must be present, and the support itself must be 4-5 times heavier than the hammer.
If a defect occurs during work, the damaged part is cut off with a jamb chisel. If necessary, use not only a hammer, but also a sledgehammer. After this, the rivet rod is knocked out with a beard.
These stages of working on a defective product are not suitable for parts made from thin sheets, since cutting off the rivet head can lead to deformation of the part. In this case, it would be more appropriate to use the drilling method.
It should be noted that the scope of riveting is narrowing every year, as welding methods are improved. But even today the scope of application is quite wide: aircraft and shipbuilding, building structures, mechanical engineering, etc.
| Attention Bearing Buyers Dear customers, send your questions and requests for the purchase of bearings and components by email or call now: Delivery of bearings throughout the Russian Federation and abroad. Bearing catalog on the website |
Attention Bearing Buyers
Dear customers, send your questions and requests for the purchase of bearings and components by email or call now: +7 [email protected] Delivery of bearings in the Russian Federation and abroad. Bearing catalog on the website
themechanic.ru