Annealing is one of the main heat treatment operations designed to obtain certain properties of steel. It can serve as an intermediate step or perform the functions of the final technological process. Goals achieved using various types of annealing: reduce hardness, obtain a homogeneous structure convenient for subsequent machining operations, relieve internal stresses. Depending on the heating temperature, time and holding conditions, two main types of annealing are distinguished – types I and II, which, in turn, are divided into subtypes.
What equipment is used?
To heat homogeneous metals and alloys, various equipment is used. This includes:
- Shaft furnaces. Suitable for various technological processes involving metal workpieces. Can be heated by gas or electric elements.
- Chamber furnaces. Used to heat small workpieces.
- Ovens with an installed retractable hearth mechanism. Designed for heat treatment of large-sized parts. A beam crane is attached to the top of the structure, with the help of which workpieces are unloaded and new ones are loaded.
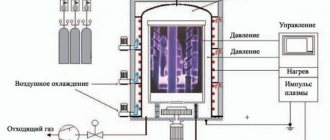
- Vacuum ovens. They are used for heat treatment of high-speed steels, refractory metals, titanium, and copper.
Annealing equipment
Annealing of the first kind (I-th kind)
Annealing of the first kind is a thermal operation consisting of heating a metal in an unstable state, obtained by previous treatments, to bring the metal into a more stable state. This type of annealing may include processes of homogenization, recrystallization, hardness reduction and residual stress relief. The peculiarity of this type of annealing is that these processes occur regardless of whether phase transformations occur during heat treatment or not. There are homogenization (diffusion), recrystallization annealing and annealing, which reduces stress and reduces hardness.
Homogenization annealing
Homogenization annealing is a heat treatment in which the main process is the elimination of the effects of dendritic and intracrystalline segregation in steel ingots. Liquation increases the susceptibility of steel processed by pressure to brittleness, anisotropy of properties and defects such as slate (layered fracture) and flakes. Elimination of segregation is achieved through diffusion processes. To ensure a high diffusion rate, the steel is heated to high (1000–1200 °C) temperatures in the austenitic region. At these temperatures, long (10–20 hours) holding and slow cooling with a furnace are done. Diffusion processes are most active at the beginning of aging. Therefore, in order to avoid a large amount of scale, cooling with a furnace is usually carried out to a temperature of 800 - 820 ° C, and then in air. During homogenization annealing, large austenite grains grow. You can get rid of this undesirable phenomenon by subsequent pressure treatment or heat treatment with complete recrystallization of the alloy. Leveling the composition of steel during homogenization annealing has a positive effect on mechanical properties, especially ductility.
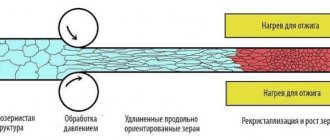
Recrystallization annealing of steel
Recrystallization annealing, used for cold worked steels, is a heat treatment of a deformed metal or alloy. Can be used as a final or intermediate operation between cold forming operations. The main process of this type of annealing is recovery and recrystallization, respectively. Return refers to all changes in the fine structure that are not accompanied by changes in the microstructure of the deformed metal (the size and shape of the grains do not change). The return of steels occurs at relatively low (300–400°C) temperatures. During this process, restoration of crystal lattice distortions is observed.
Recrystallization is the nucleation and growth of new grains with fewer defects in the crystal structure. As a result of recrystallization, completely new, most often equiaxed crystals are formed. There is a simple relationship between the temperature threshold of recrystallization and the melting temperature: TR ≈ (0.3–0.4) TPL., which is 670–700°C for carbon steels.
Annealing to relieve residual stress
It is used for castings, welded joints, parts after cutting, etc., in which, during previous technological operations, due to uneven cooling, non-uniform plastic deformation, etc. residual stresses have arisen. They can cause dimensional changes, warping and cracks in parts during processing, operation and storage. Annealing is carried out at a temperature of 160...700 0C followed by slow cooling.
After the main machining, high-precision parts (lead screws, high-stress gears, worms, etc.) are subjected to annealing at 570...600 0C for 2...3 hours, and after final machining to relieve grinding stresses at a temperature of 160...180 0C 2…2.5 hours. Annealing to relieve welding stress is carried out at 650...700 0C.
Annealing of the second type > Continue >
Steel hardening
Hardening is heating hypoeutectoid steel 30-50°C above Ac3, and hypereutectoid steel above Ac1, holding at this temperature and accelerated cooling in liquids (water, aqueous solutions of salts or alkalis, oil) in order to maximize hardness and strength.
As a result of hardening, a martensite structure is formed in pre-eutectoid and eutectoid steels, while in hypereutectoid steels, secondary martensite + cementite is formed. Since carbon steels have low austenite stability, high cooling rates are required to obtain martensite, which is provided by water or aqueous solutions of salts and alkalis. For alloy steels, mineral oils are used.
Water as a cooling medium has disadvantages:
— a high cooling rate can lead to the formation of hardening cracks, and the water quickly heats up and loses its cooling ability. Aqueous solutions of NaCl and NaOH have the highest and most uniform ability. The oil provides a low cooling rate, which prevents the formation of hardening cracks. However, it is prone to ignition at temperatures of 165-300°C and has an increased cost.
Annealing of the second kind
Defects in the internal structure of steel can be eliminated through phase transformations of its components, for which the metal must first be heated to the temperature of transition to austenite (727 ºC). A number of thermal technologies, called second-order annealing, are based on this principle. This group includes the following types of annealing:
- full;
- incomplete;
- isothermal;
- normalization;
- pendulum;
- patenting.
All of them are characterized by heating above the critical point, and differ in holding and cooling times, as well as applicability to specific steel grades.
Full and partial annealing
Full annealing of steels is used to reduce their grain size, as a result of which ductility and toughness increase, and internal stresses decrease.
The heating temperature with this method should not exceed the critical point Ac3 by more than 50 ºC, and cooling is carried out gradually, along with the cooling of the furnace. This method is applicable only to steels with a carbon content of up to 0.8%, since at a higher value of this parameter the grain size increases sharply.
To obtain the same results, when heat treating high-carbon steels (with a carbon content of more than 0.8%), incomplete annealing is used, in which the product is heated 30÷50 ºС above the Ac1 temperature, and then also slowly cooled.
Both methods are based on the phase transition from austenite to pearlite, and their result is a reduction in grain size and an improvement in the corresponding physical characteristics of the metal.
Isothermal annealing
Isothermal annealing is carried out by heating the product above the Ac3 point and then transferring it to a furnace or bath with molten salts, heated to a temperature of 620÷700 ºC.
In this place it is kept for a certain time until the austenite completely disintegrates, and then cools in air. The duration of exposure is determined by the dimensions of the part and the grade of steel: for low-carbon steel it can be minutes, and for alloy steel it can be hours.
This type of heat treatment is intended for steels with a carbon content of less than 0.8% and is most often used to improve the structural properties of alloy steels.
VIEW Melting Furnace on AliExpress →
Normalization annealing
During normalization, the steel also heats up to a critical temperature and goes into the austenite state. But after that it is cooled not in the oven, but in the open air. This greatly simplifies the technological process, since it does not require technological equipment and reduces the time cycle of heat treatment.
Normalization of steels with a carbon content of less than 0.3% can be carried out instead of second-order annealing. With a higher carbon content, its hardness and strength increase, which is not always acceptable for machining.
As a result of normalization of low-carbon steels, they form a finer structure, so this type of heat treatment is sometimes called stabilizing annealing.
Pendulum annealing
To obtain a structure of granular pearlite, which has less brittleness and hardness, but at the same time has good ductility and toughness, the steel is subjected to several heating cycles above the austenite formation temperature, followed by cooling to 670÷700 ºC.
This procedure is called pendulum (or cyclic) annealing and, when heating/cooling is repeated at least three times, it makes it possible to obtain pearlite with 100% grain size.
Patenting
Patenting is one of the highly specialized types of isothermal heat treatment, designed to prepare steel wire for repeated compression during the cold drawing process.
To do this, it is first heated to 900 ºC, and then kept for some time in molten salts or lead at a temperature of 500÷600 ºC. After this, it is cooled in air and acquires a sorbitol structure with troostite inclusions, which has high tensile strength and the plasticity necessary for compression.
Why is heat treatment of metal necessary?
During the operation of metal structures, products made of steel and other alloys are subjected to various loads - static, dynamic, cyclic. They are affected by aggressive environments and temperature changes. To ensure high operational reliability, it is necessary to strengthen the structure of the material. To achieve this, a variety of procedures are used, including heat treatment.
To strengthen and stabilize the performance properties of the metal, it is necessary to increase its mechanical and physicochemical properties. Steel annealing is a heat treatment that allows you to achieve the desired effect by successively heating, holding and cooling the alloy.
This procedure allows you to purposefully change the characteristics of the metal. Thanks to steel annealing, this can be achieved with maximum precision. Although a similar effect can be achieved in other ways. For example, they involve chemicals and subject the material to electromechanical processing.
During annealing of steels, the most important changes occur in the structure:
- the phase composition changes;
- components are redistributed;
- The sizes and shapes of crystal grains fluctuate.
The final result depends on the accuracy of the technology. To obtain the desired effect, when annealing steel, the chemical composition of the alloy is taken into account. Temperature and time parameters and a protective environment are selected for it. Otherwise, decarburization, oxidation, and carburization may occur during the process.
Most often, steel is annealed before further processing of the metal. By exposing the alloy to high temperatures, it is possible to reduce its hardness. Thanks to this, it will be easier to give the workpieces the desired shapes using cutting and other tools.
As the structure of the steel becomes more homogeneous, the chemical, mechanical and physical properties improve.
Types of annealing
It is customary to divide this operation into two main types. Annealing of steel can be of the 1st and 2nd type. In the first case, phase recrystallization does not occur, but the metal acquires the desired qualities. The consequences of mechanical processing of metal in rolling mills and dies are eliminated.
Hardening of the steel surface after physical impact at a metallurgical plant is called cold hardening.
The main purpose of annealing steel of the 1st type is to reduce strength and increase ductility necessary for further processing. Partial recrystallization reduces internal stresses, which makes products more reliable and durable.
Annealing of type 2 steel is characterized by dramatic changes in the structure. Phase recrystallization is achieved by heating the metal above critical points and precisely implementing the cooling regime in temperature and time. These types of annealing and their purpose are determined by production tasks to obtain the necessary qualities of the metal. Critical temperatures are a serious risk factor. In some cases, for example, when burned, irreversible changes in the structure occur. This metal is sent for smelting. Heat treatment, annealing and normalization of steels is a complex process that makes it possible to obtain products from initial raw materials that meet the requirements of manufacturers of final products according to the specified characteristics.
What is annealing and why is it needed?
The annealing method is necessary to improve characteristics and change the properties of metals and alloys. Thanks to additional heat treatment, the following goals can be achieved:
- Reduce hardness. This allows you to spend less effort on further processing of the material and use more tools.
- Change the structure. The result is a homogeneous microstructure, which improves physical and mechanical characteristics.
- Using heating, craftsmen reduce the internal stress that arises in the material during the first stages of working with raw materials.
Heat treatment can be complete or incomplete. Sometimes the second option is enough to change the technical characteristics to the required level.
Types of heat treatment
Heat treatment (heat treatment) of steel, non-ferrous metals is the process of changing the structure of steel, non-ferrous metals, alloys during heating and subsequent cooling at a certain speed. Heat treatment (heat treatment) leads to significant changes in the properties of steel, non-ferrous metals, and alloys. The chemical composition of the metal does not change.
Annealing is a thermal treatment (heat treatment) of a metal that involves heating the metal and then slowly cooling it. This heat treatment (i.e. annealing) comes in different types (the type of annealing depends on the heating temperature and the cooling rate of the metal).
Hardening
Hardening is a heat treatment (heat treatment) of steel and alloys, based on the recrystallization of steel (alloys) when heated to a temperature above critical; After sufficient exposure to the critical temperature to complete the heat treatment, rapid cooling follows. Hardened steel (alloy) has a nonequilibrium structure, so another type of heat treatment is applicable - tempering.
Vacation
Tempering is a heat treatment (heat treatment) of steel and alloys, carried out after hardening to reduce or relieve residual stresses in steel and alloys, increasing toughness, reducing the hardness and brittleness of the metal.
Normalization
Normalization is a heat treatment (heat treatment) similar to annealing. The differences between these heat treatments (normalization and annealing) are that during normalization the steel is cooled in air (when annealing, it is cooled in a furnace).
Heating the workpiece is a critical operation. The quality of the product and labor productivity depend on the correctness of its implementation.
You need to know that during the heating process the metal changes its structure, properties and characteristics of the surface layer and as a result of the interaction of the metal with atmospheric air, scale is formed on the surface; the thickness of the scale layer depends on the temperature and duration of heating, the chemical composition of the metal.
Steels oxidize most intensively when heated above 900°C; when heated to 1000°C, oxidation increases 2 times, and at 1200°C - 5 times.
Chrome-nickel steels are called heat-resistant because they practically do not oxidize.
Alloy steels form a dense, but not thick layer of scale, which protects the metal from further oxidation and does not crack during forging.
When heated, carbon steels lose carbon from a surface layer of 2-4 mm. This threatens the metal with a decrease in the strength and hardness of the steel and hardening deteriorates. Decarburization is especially harmful for small-sized forgings followed by hardening.
Carbon steel blanks with a cross-section of up to 100 mm can be quickly heated and therefore they are placed cold, without preheating, in a furnace where the temperature is 1300°C. To avoid cracks, high-alloy and high-carbon steels must be heated slowly.
When overheated, the metal acquires a coarse-grained structure and its ductility decreases. Therefore, it is necessary to refer to the iron-carbon diagram, which defines the temperatures for the start and end of forging.
However, overheating of the workpiece can, if necessary, be corrected by heat treatment, but this requires additional time and energy.
Heating the metal to an even higher temperature leads to burnout, which disrupts the bonds between grains and such metal is completely destroyed during forging.
Burnout is an irreparable marriage. When forging products from low-carbon steels, less heating is required than when forging a similar product from high-carbon or alloy steel.
When heating metal, it is necessary to monitor the heating temperature, heating time and temperature at the end of heating.
As the heating time increases, the scale layer grows, and with intense, rapid heating, cracks may appear.
It is known from experience that on charcoal a workpiece 10-20 mm in diameter is heated to forging temperature in 3-4 minutes, and workpieces with a diameter of 40-50 mm are heated for 15-25 minutes, monitoring the color of the heat.
Chemical thermal treatment (CHT) of steel is a set of heat treatment operations involving saturation of the surface of the product with various elements (carbon, nitrogen, aluminum, silicon, chromium, etc.) at high temperatures.
Surface saturation of steel with metals (chromium, aluminum, silicon, etc.), which form substitutional solid solutions with iron, is more energy-intensive and longer lasting than saturation with nitrogen and carbon, which form interstitial solid solutions with iron. In this case, the diffusion of elements proceeds more easily in the alpha-iron lattice than in the more densely packed gamma-iron lattice.
Chemical-thermal treatment increases hardness, wear resistance, cavitation, and corrosion resistance. Chemical-thermal treatment, creating favorable residual compressive stresses on the surface of products, increases reliability and durability.
Features of annealing various types of steel
All thermal operations with metal are carried out in strict accordance with the prescribed requirements for each grade. The determining value is the content of carbon and other metals in the alloy. The factor influencing the hardness after annealing of steel is the holding time in the furnace and the cooling mode.
In order to precisely meet the cooling conditions, 2 ovens are often used. In one, the maximum temperature is maintained, and in the second, the product is kept for the required amount of time until the internal structural processes are completed. Thus, the annealing temperature of stainless steel in the first chamber can exceed 1000° C, and then the products are kept for several hours at 900° C and cooled to 300° C at a rate of 50-100° C per hour. Further cooling is carried out in air.
Annealing modes of high-speed steels Annealing modes of alloy tool steels Annealing modes of carbon tool steels
Hypoeutectoid steels occupy a significant share of the total heat treatment volume. Their carbon content is less than 0.8%. The structure is made up of ferrite and pearlite, so in most cases it is sufficient to carry out incomplete annealing of hypoeutectoid steels, which will reduce hardness and increase ductility. Low-carbon alloys are used in large quantities in construction and in structures erected in the national economy. However, in some cases the requirements for the metal structure are more stringent. Then it is necessary to carry out complete annealing of hypoeutectoid steels to relieve stress and obtain an equilibrium structure with the specified qualities. The method used is selected based on the requirements of manufacturers and the capabilities of available processing equipment. The technical documentation indicates the temperatures and time required during annealing to achieve the qualities obtained by quenching and tempering.
During heat treatment, complex structural changes occur that can only be analyzed using special equipment. Standards and recommendations were developed based on scientific data, the implementation of which in production conditions is mandatory. The resulting structure during annealing and other indicators are strictly regulated and are practically impossible to achieve at home. However, you can achieve a change in the structural structure, make the metal soft and pliable with your own hands. The quality of annealed steel for domestic use will be sufficient. For a home craftsman, it does not matter whether the alloy of the workpiece is eutectoid or austenitic.
The need for heat treatment of metal
The purpose of this operation is to improve the technological characteristics of raw materials. Its key factor is the annealing temperature of the alloy. The required value of this parameter must be maintained for a certain time interval. As a result, we achieve:
- decrease in hardness index. Thanks to this, it is possible to use a wider range of cutting tools, which helps to reduce production cycle time and significantly reduce labor costs;
- improving the structure of the metal, that is, its microstructure. When this material is exposed to high temperature over a certain period of time, significant transformations occur in it at the molecular level. The alloy structure formed during annealing becomes the most optimal for further physical and mechanical operations;
- Removal (leveling) of internal stress. In the metal that has undergone the pre-treatment stage, the phenomenon of imbalance of the crystalline structure occurs. By correctly selecting the type of annealing of this material, its characteristics necessary for a particular case are achieved.
Sometimes the required technological conditions are achieved by performing incomplete annealing. If you want to give the metal some special quality characteristics, it is practiced to use modes that are characterized by complexity and long duration.
For example, the duration of complete annealing of large and massive products can exceed a day. Most of this time interval is devoted to heating to the required temperature and slow cooling. All this is regulated by GOST, which specifies the requirements for appropriate heat treatment.
In addition, there are periodicals and special literature that describe the annealing procedure in detail. By turning to these sources of information, you can find out that a number of such operations require strict adherence to temperature indicators, when even a few degrees are critical, as well as time regimes.
The procedure can be performed efficiently in a muffle furnace. In the absence of such equipment, carrying out certain types of heat treatment will be associated with difficulties. For orientation, you will have to take into account exclusively the color scheme of the hot metal.
You can anneal steel at home using a simplified scheme. It will not be possible to accurately control the temperature of an object heated with a gas burner. Thus, the adjustment of heating modes followed by cooling is carried out only approximately. When steel is processed in a domestic environment, structural analysis is not possible. Determination of the temperature of the partial annealing process is carried out exclusively visually. The goals of this operation at home are:
- reduction in the strength characteristics of the product;
- increasing the level of machinability of steel products.
Subsequent mechanical processing becomes possible due to the transformation of the metal microstructure after annealing.