Сведения о производителе токарно-винторезного станка Умелец
Производитель настольного токарного станка Умелец (СН, СН-1) — Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В 1934 году на заводе был создан оригинальный токарно-винторезный станок модели СП-162 с числом скоростей — 8, числом оборотов шпинделя в минуту — от 24 до 482. На станке впервые был установлен индивидуальный электродвигатель мощностью в 1,5 квт.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —
1В616 и 1А616
, а с начала семидесятых годов начался выпуск серии
16Б16.
С 90-х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616
станок токарно-винторезный универсальный, Ø 320 - 1А616к
станок токарно-винторезный с АКП, Ø 320 - 1А616П
станок токарно-винторезный повышенной точности, Ø 320 - 1Б811
станок токарно-затыловочный, Ø 250 - 1Е811
станок токарно-затыловочный, Ø 250 - 1П611
станок токарно-винторезный универсальный, Ø 250 - 16Б16
станок токарно-винторезный универсальный, 320 - 16Б16А
станок токарно-винторезный особо высокой точности, Ø 320 - 16Б16КА
станок токарно-винторезный особо высокой точности с АКП, Ø 320 - 16Б16П
станок токарно-винторезный повышенной точности, Ø 320 - 16Б16КП
станок токарно-винторезный повышенной точности с АКП, Ø 320 - 16Б16Ф3
станок токарный патронно-центровой с ЧПУ, Ø 320 - 16Б16Т1
станок токарный с ЧПУ, Ø 320 - 16Д16АФ1
станок токарно-винторезный особо высокой точности с УЦИ, Ø 320 - 561
станок резьбофрезерный, Ø 400 х 700 - 1615
станок токарно-винторезный универсальный, Ø 320 - 1616
станок токарно-винторезный универсальный, Ø 320 - 1716ПФ3
станок токарный с ЧПУ, Ø 320 - 5350А
станок шлицефрезерный полуавтомат, Ø 150 - Samat 400
станок токарно-винторезный повышенной точности, Ø 400 - Умелец
станок токарный настольный, Ø 175
Умелец (СН, СН-1) Станок токарно-винторезный настольный. Назначение, область применения
Станки токарно-винторезные моделей Умелец (СН, СН-1) предназначены для выполнения разнообразных токарных работ, в том числе для нарезания метрических резьб. Класс точности Н по ГОСТ 8.
Токарно-винторезный настольный станок «Умелец» предназначен для различных вндоа механической обработки изделий из металла, древесины , пластмасс. Станок изготавливается с 2-х исполнений: с ручной продольной подачей суппорта без дополнительных приспособлений и с приводом подач, с фрезерным и деревообрабатывающим устройствами. На станке первого исполнения можно выполнять токарные, сверялильные работы.
На станке второй о исполнения можно выполнять токарные, фрезерные, сверлильные, фуговальные, распиловочные операции.
С помощью несложных приспособлений, изготовленных на этом станке самим потребителем, можно производить и другие работы. Станок «Унелец» может быть нспспьзован в бытовых условиях для изготовления различных изделий домашнего обихода, в школьных мастерских, в кружках при клубах и доках пионеров, станциях юных техников.
Настольный токарно-винторезный станок Умелец относится к малым станкам и предназначен для обработки заготовок небольших размеров:
- Наибольший диаметр заготовки типа «диск» над станиной — Ø 175 мм
- Наибольший диаметр заготовки типа «вал» над суппортом — Ø 90 мм
- Межцентровое расстояние (РМЦ) — 215 мм
- Сквозное отверстие в шпинделе для обработки прутка — Ø 15 мм
- Мощность асинхронного электродвигателя главного движения — 0,55 кВт
- Масса станка — 90 кг
Шпиндель станка получает 12 ступеней прямых и обратных (160..3150 об/мин) частот вращения. Скорость вращения шпинделя определяется положением 2-х клиновых ремней на трех шкивах:
- Подающий шкив — 4-х ступенчатый шкив на валу электродвигателя;
- Приемный шкив — 4-х ступенчатый шкив на конце шпинделя;
- Промежуточный — 5-и ступенчатый шкив на подвижной оси.
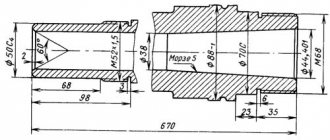
Передний конец шпинделя резьбовой М27 х 2,5 мм.
- Внутренний (инструментальный) конус шпинделя — Морзе 2
- Стандартный диаметр токарного патрона — Ø 80 мм (Патрон 7100-0001 ГОСТ 2675)
- Переключение направления движения шпинделя — реверс электродвигателя
Привод подач (модель станка СН-01) получает движение от зубчатого колеса на шпинделе и передает его на ходовой винт. Привод подач состоит из 5-и зубчатых колес — одного постоянного, сцепленного с шпинделем и 4-х сменных (гитары).
Выбор скорости механической подачи и шага нарезаемой резьбы осуществляется перестановкой сменных зубчатых колес гитары в приводе подач. Привод подач обеспечивает:
- Нарезание 16-и метрических резьб в диапазоне — 0,02..2,5 мм
- Продольные подачи — 6 ступеней — 0,05; 0,075; 0,1; 0,125; 0,15; 0,75 мм/об
Ходовой винт включается и выключается кулачковой муфтой и используется как для нарезания резьбы так и для механичеслой подачи суппорта при точении.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Умелец Общий вид токарно-винторезного станка
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Фото токарно-винторезного станка Умелец
Умелец Расположение составных частей токарно-винторезного станка
Расположение составных частей токарного станка Умелец
Перечень составных частей токарно-винторезного станка Умелец
- СН.010.000 — Основание
- СН.015.000 — Привод главного движения
- СН.020.000 — Узел шпинделя
- СН.030.000 — Механизм перемещения суппорта
- СН.031.000 — Привод подач (только для СН-1)
- СН.033.000 — Суппорт
- СН.040.000 — Бабка задняя
- СН.070.000 — Кожух
- СН.071.000 — Ограждение
- СН.080.000 — Электрооборудование
Возможности мини станков
Универсальный мини токарный станок по металлу — настоящая мечта для домашнего умельца. Он позволяет выполнять широкий спектр работ по металлообработке. Имея в своей мастерской такое оборудование уже не нужно заказывать дорогостоящие детали на замену и ждать и прихода от поставщика месяцами. Нестандартные металлические мелкие детали можно изготавливать и дорабатывать самому. Мини токарные станки это идеальное решения для гаража с небольшим автосервисом, небольшого непрофильного производственного цеха, реставрационной мастерской или СТО.
Конструктивно миниатюрный станок несильно отличается от своих промышленных полномерных аналогов. Хотя полностью сохранить функциональное разнообразие в переходе к миниатюрному размеру не удается, все основные элементы конструкции сохраняются:
- Станина.
- Суппорт
- Передняя бабка (шпиндельный узел).
Устройство токарного мини станка
Станина — это основа, базовая и наиболее массивная деталь, на которой крепятся все остальные элементы, по ней же происходит движение. В мини станках станина обычно имеет крепления для установки на стол или в более экзотическом варианте на стену
Суппорт служит для установки обрабатывающего инструмента, это может быть зенкер, сверло или резец. Так же он обеспечивает смену положения.
Передняя бабка обычно содержит ременной привод, электродвигатель, передаточную коробку и шпиндель. С помощью различных видов патронов не передней бабке зажимается деталь для обработки.
Основные виды зажимных патронов:
- трехкулачковые;
- четырехкулачковые;
- цанговые;
- клиновые;
- рычажные;
- сверлильный патрон.
Обрабатываемая деталь фиксируется в шпинделе на передней бабке. Задняя бабка перемещается по направляющим основания в процессе обработки и расположенный на ней инструмент проводит необходимую обработку.
Работа на мини станке
Настольные мини токарные станки по металлу относятся к разряду токарно-винторезных и могут выполнять довольно широкий перечень операций по металлообработке:
- нарезка резьбы снаружи и внутри изделия;
- расточка деталей;
- сверление;
- нанесение пазов;
- торцевание;
- зенкерование.
Умелец Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком Умелец
Умелец Спецификация органов управления токарно-винторезным станком
- Рукоятка управления движением подачи (включение механической продольной подачи суппорта и включение подачи)
- Рукоятка включения шпинделя (прямое — вращение шпинделя против часовой стрелки, обратное — вращение шпинделя по часовой стрелке)
- Маховичок перемещения резцедержателя
- Рукоятка зажима пиноли
- Маховичок перемещения пиноли
- Маховичок ручного продольного перемещения суппорта
- Маховичок поперечного перемещения суппорта
- Выключатель питания электрооборудования
- Лампа, сигнализирующая о подключении станка к электросети
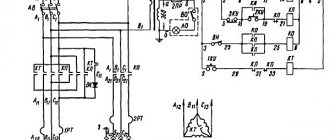
Электрооборудование
Процесс вращения в станке происходит за счет трехфазного электродвигателя с мощностью 1 кВт, который рассчитан для подключения к электросети 380 В. С целью использования в быту при однофазном напряжении 220 В, необходима замена двигателя или установка специального блока.
Важно! При сбоях в электропитании, перерывах и временном отсутствии необходимо в обязательном порядке отключать оборудование от источника питания.
Кинематические цепи
В цепи привода главного движения вращение шпинделя 14 осуществляется от электродвигателя 1 через клиноременные передачи и ступенчатое шкивы 2, 3, 4. В цепи привода подач вращение от шпинделя 14 на ходовой винт 8 передается через зубчатые колеса 5, 6, гитару сменных колес А, Б, В, Г, Д и кулачковую муфту 13.
Привод главного движения
Привод состоит из электродвигателя 1 (см. рис. 4), закрепленного на кронштейне 2 и трех ступенчатых шкивов 3, 4, 5; Натяжение ремней и изменение межцентрового расстояния между шкивами при переброске ремней на другие ручьи шкивов, осуществляется перемещением шкива 4, закрепленного на подвижной опоре 6. Привод позволяет, получить 12 рабочих частот вращения шпинделя от 160 до 3150 об/мин.
Узел шпинделя
Узел шпинделя (рис. 5) состоит из шпинделя 1, опорами которого являются два радиально-упорных подшипника 2, установленные во фланцах 3. Фланцы крепятся в корпусе основания. На переднем конце шпинделя закреплен трехкулачковый патрон 4, на заднем конце закреплены зубчатое колесо 5, передающее вращение приводу подач, шкив клиноременной передачи 6.
Поводковый патрон
Поводковый патрон, входящий в комплект станка, уложен в ящике для принадлежностей. Поводковый патрон (см. рис. 6), устанавливавшийся вместо трехкулачкового патрона и применяющийся для обработки деталей в центрах, состоит из упорного центра 1, вставленного в коническое отверстие шпинделя, гайки 2, навернутой на передний конец шпинделя и поводка 3.
Механизм перемещения суппорта
Механизм (см. рис. 7) состоит из ходового винта 1, на правок конце которого крепится маховик 3 с лимбом 2. Другой конец винта соединен муфтой 4 с валом 5, установленным в радиально-упорные подшипники.
Привод подач
Привод подач (рис. 8, 9, 10), перемещающий вращение от шпинделя на ходовой винт, состоит из зубчатого колеса 1 (см.рис. 8), сменных зубчатых колесо 2, 3, 4, 5, кулачковой сцепной муфты 6, 7.
Поворачивая рукоятку 1 (см.рис.10), закрепленную на оси г, по часовой стрелке, перемещаем рычаг 3 с сухарем 4 и вводим кулачковую муфту в зацепление, включая тем самым подачу суппорта. Поворачивая рукоятку против часовой стрелки включаем подачу суппорта. Вариант передачи, изображенный на рис.8, используется для подачи при обычном точении, на рис. 9 — для нарезания правой резьбы, на рис. 19 — для нарезания левой резьбы. 5.10, Суппорт.
Суппорт (см. рис. 11) предназначен для осуществления подачи режущего инструмента. Продольная подача суппорта осуществляется вручную механизмом перемещения суппорта или автоматически приводом подач.
При вращении ходового винта движение на каретку 2 передается через гайку 1. Поперечная подача ползушки 6 осуществляется вручную вращением маховичка 3 через винт 4 и гайку 5.
Технические характеристики станка Умелец
| Наименование параметра | СН | СН-1 |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 175 | 175 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 90 |
| Наибольшая длина заготовки (РМЦ), мм | 215 | 215 |
| Наибольшая высота резца, мм | 10 х 16 | 10 х 16 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 15 |
| Наибольший диаметр прутка, мм | 14 | 14 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 160..3150 | 160..3150 |
| Размер внутреннего конуса в шпинделе, М | Морзе 2 | Морзе 2 |
| Конец шпинделя резьбовой | М | М |
| Суппорт. Подачи | ||
| Наибольшая продольная длина хода каретки, мм | 215 | 215 |
| Цена деления лимба продольных подач, мм | 0,5 | 0,5 |
| Наибольшая поперечная длина хода каретки, мм | 90 | 90 |
| Цена деления лимба поперечных подач, мм | 0,05 | 0,05 |
| Число ступеней продольных подач | ||
| Пределы продольных подач, мм/об | нет | 0,05..0,175 |
| Пределы поперечных подач, мм/об | нет | нет |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | нет | 0,2..2,5 |
| Подвижный резцедержатель (Резцовые салазки) | ||
| Цена деления лимба резцовых салазок, мм | 0,05 | 0,05 |
| Наибольшее перемещение салазок, мм | ||
| Наибольший угол поворота резцовых салазок, мм | ±90° | ±90° |
| Задняя бабка | ||
| Цена деления лимба, мм | нет | нет |
| Размер внутреннего конуса пиноли | Морзе 1 | Морзе 1 |
| Наибольшее перемещение пиноли, мм | 40 | 40 |
| Поперечное смещение корпуса задней бабки, мм | нет | нет |
| Электрооборудование | ||
| Напряжение питающей сети, В | ~220 В | ~220 В |
| Количество электродвигателей на станке | 1 | 1 |
| Мощность электродвигателя главного привода, кВт | 0,55 | 0,55 |
| Габариты и масса станка | ||
| Габариты станка, мм | 770 х 460 х 360 | 770 х 460 х 360 |
| Масса станка, кг | 85 | 90 |
- Станок настольный универсальный «Умелец» СН, СН-1. Руководство по эксплуатации СН.000.000 РЭ, 1991
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Модельный станок «Умелые руки» К-1
В пятницу было ДР, родитель, зная о моем увлечении, притащил тяжелый и приятно позвякивающий сверток. Так-так-так, посмотрим что там. Угу, советская фиговина, похожая на соковыжималку. Пытаюсь поднять мутное стекло и оно отваливается вместе с крышкой. Ставлю в сторону. Ага, вижу пилу. Это маленькая циркулярка? Отлично, пригодится, а то ножовкой пилить уже задолбался.
Правая крышка явно снимается… снимаю, вижу конец стержня с резьбой, закрепленный гайкой. Что это? Вал, который проходит насквозь? Но при включении он не крутится, только пила…
Пытаюсь отпилить что-нибудь… тонкий лист больше жует чем пилит, но… почему так мало места справа от пилы? Как же я буду что-то длинное отпиливать, например, кусок от болванки? Правая часть явно должна сниматься… пытаюсь потянуть… опа-ча! Выдвигается на круглых направляющих, и я вижу справа центр, а слева какую-то зубастую штуковину-корону…
Снимаю кожух… да это же… передняя бабка станка по дереву и задний центр!
Снятая пила и «зубастая штуковина».
Явно не комплект. В коробочке только… керно и никаких больше деталей. Но как же гугглить-то, где название станка? Обычно пишется на передней стенке, а тут ничего нет… переворачиваю вверх ногами…
Да вот же оно:
По марке нагуглил название и понял что многих деталей не хватает:
И появилось куча вопросов, к опытным господам, у которых был такой или подобный станок. Т.к. мой опыт токаря включает в себя несколько уроков в средней школе (один урок на токарном по металлу, один на фрезерном, и несколько на деревообрбатывающем токарном), да несколько часов на токарнике на заводе, а инструкцию к этой «соковыжималке» нагугглить не смог, то вопросы возникли такие:
1) Стекло побелело, а оно нужно для защиты от летящей стружки. Как его можно очистить? Спирт, ацетон не берут, полировальный круг палит даже на низких оборотах. У меня уже возникла идея вырезать окно и вставить туда новый кусок поликарбоната. 2) Как с ним работать? Особенно по технике безопасности. С пилой понятно: есть столик-суппорт, нет защитного кожуха сверху. 3) Как правильно закрепить деревянную заготовку, чтобы не улетела в лицо? Я помню что надо деревянный брусок срезать углы хотя бы до восьмиугольника и потом уже доточить до круга. А закреплять как? Втыкаем в «корону» и поджимаем правым центром? Насколько сильно? Я помню что на центр мажут солидол. Обычное масло для швейных машинок подойдет? Или лучше достать таки солидол? 4) Заметил что передняя бабка и задний центр совсем не соосны. Разница в осях до сантиметра. Насколько это критично? 5) Пила на фото — по дереву? Или металл тоже возьмет? 6) Реально ли на таком станке закрепить и обрабатывать латунные детали? Резьба вала — М8. 7) Попытаюсь сделать круглую насадку под шлифкруги, отсутствующий суппорт для стамесок.
В этой теме в коментах буду добавлять свой опыт работы со станком, изготовление приспособ и задавать появляющиеся вопросы. Буду рад ответам и советам.
Upd1:
Так, заменил стекло. К слову, вдруг кто не знал, поликарбонат вполне сносно рубается и гнется промышленными станками по металлу (в отличии от оргстекла).
И в хозяйстве по счастливой случайности оказались шлифовальный стоматологические круги двух видов. Мелкозернистые с втулкой из чего-то типа силумина, почти подходящие по размеру не посадочного места пилы, но основного диаметра вала и второй тип диска из чего-то среднего между абразивным кругом и резиной, наверное полировочный как зеленый к дремелю. Чуть расточил втулку круглым напильником, надел на вал. В валу было отверстие, в него винт М3 с гайкой, затем диск, затем трубка, зафиксировал гайкой. Гайка вжала диск к винту с гайкой, грань гайки зафиксирована плоскостью диска, не должна выкрутится.
Вопросы: 1) Правильно ли закреплен диск? Не раскрутится, ли, не вылетит? 2) Как закрепить второй тип дисков, у них посадочное на миллиметр шире вала. Придется втулку-переходник точить? 3) Какой столик сделать для диска? Такой же как для пилы, с прорезью?
Upd2: Сделал подставку под резцы (подручник). С креплением на 2 винта. Первые попытки (спустя 18 лет) токарной работы по дереву:
Upd3: Попытка резать кольца из меди на деревянной шайбе… больше неудачная чем удачная.