Заготовки деталей трубопроводов и комплектующих оборудования, полученные ковкой, литьем, прокаткой в подавляющем большинстве не имеют точности размеров и качества поверхности, необходимых при установке их в различное оборудование. Завершающей операцией в превращении заготовки в деталь является обработка металлов резанием.
Обработка металлов резанием – технологический процесс производства деталей машин и оборудования, который заключается в срезании режущим инструментом с поверхности заготовки слоя материала в виде стружки для получения заданной геометрической формы, точности и шероховатости поверхности детали. В качестве заготовок будущих деталей оборудования используют прокат различного профиля, литье, поковки и штамповки.
Завод кольцевых заготовок выполняет токарные, токарно-карусельные, сверлильные и фрезерные работы.
Для обеспечения контроля над качеством механической обработки для условий единичного и мелкосерийного производства на предприятии применяются измерительные инструменты – штангенциркули, глубиномеры, угломеры, микрометры, профилометры и другие измерительные устройства.
Токарная обработка металла.
Для изготовления деталей с заданными геометрическими параметрами применяется токарная обработка металла, позволяющая получать поверхность с соблюдением требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины.
Основные виды токарных работ:
- обработка наружных цилиндрических и конических поверхностей;
- обработка торцов и уступов;
- вытачивание канавок, отрезка заготовки;
- обработка внутренних цилиндрических и конических поверхностей;
- обработка фасонных поверхностей.
Оборудование и инструмент
На токарных станках производят обработку заготовок при их вращении вокруг горизонтальной и вертикальной оси. Основной применяемый инструмент — резцы. Все токарное оборудование маркируется цифрой «1» и делится на 9 видов с учетом особенностей устройства.
Инструмент вращается с помощью специального приспособления на суппорте. На токарном станке производятся шлифовальные и фрезерные работы.
Виды токарных станков
Различают основные виды токарных станков, применяемых на производстве:
- токарно-винторезный;
- токарно-револьверный;
- токарно-карусельный;
- токарно-шлифовальный;
- лоботокарный.
Наибольшее распространение имеют токарно-винторезные станки. На них обрабатываются длинные детали типа вала и короткие цилиндрические.
Карусельные используют для изготовления втулок, колец и других крупных деталей, у которых диаметр больше высоты.
Классификация резцов
По расположению режущей кромки и направлению движения суппорта, резцы делятся на два типа:
- правые;
- левые.
По форме рабочей части:
- прямые — рабочая часть и корпус имеют общие боковые поверхности;
- отогнутые — режущая кромка выступает за плоскость корпуса и имеет переменное сечение.
Для обработки снаружи используют виды резцов, названные по производимым им операциям:
- проходные;
- канавочные;
- фасонные;
- резьбовые;
- расточные.
Токарное оборудование широко применяется для обработки торцов. При этом устанавливают торцовые и отрезные резцы на суппорт. Кроме этого на задней бабке крепятся:
- сверла;
- зенкера;
- метчики;
- расточные резцы.
Существуют определенные геометрические параметры резца, которые предъявляются к клину. Режущая кромка может располагаться под углом к направлению движения и перпендикулярно. У отрезных инструментов — параллельно оси вращения.
Токарная обработка металла
Внедрение ЧПУ
С появлением станков с ЧПУ значительно упростилась обработка деталей со сложными поверхностями радиальной и эвольвентной формы. Повысилась производительность при изготовлении крупных партий.
На одной установке делается несколько операций, включая фрезеровку. Оборудование может иметь 2 подвижных суппорта и несколько револьверных головок.
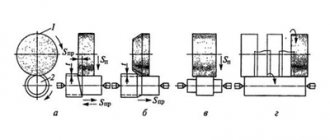
Токарно-карусельная обработка металла.
Для обработки стальных заготовок, отличающихся внушительным диаметром и массой, но имеющих небольшую высоту, применяются станки токарно-карусельной группы. Среди станков токарно-карусельной группы на предприятии применяются одно- и двухстоечные станки. На первых установлены планшайбы диаметром до 1300 мм для работы с заготовками, имеющими диаметр до 1600 мм. На двухстоечных станках установлены планшайбы диаметром до 2800 мм для работы с заготовками, имеющими диаметр до 3500 мм.
Основные виды токарно — карусельных работ:
- изготовление заготовок цилиндрической формы;
- вытачивание конических деталей;
- обработка и подрезка торцевого края.
Токарно-карусельные станки благодаря особенностям конструкции отличается надежностью, высокой безопасностью, простотой в обслуживании и эксплуатации. Применение токарно-карусельных станков при выполнении работ позволяет:
- получать высокую точность и качество изготавливаемых деталей;
- обеспечить серийное и индивидуальное производство;
- снизить количество брака до минимума;
- уменьшить расход материалов;
- повысить производительность.
Оборудование и инструментарий
Технология токарных работ предусматривает использование специального оборудования – токарные станки. С их помощью производятся детали, форма которых является телом качения. В современном производстве используют семь основных видов токарных станков:
- токарно-револьверные – предназначены для изготовления мелких деталей в больших количествах; комплектуются револьверной головкой, позволяющей быстро менять режущий инструмент, перенастраивать оборудование на другой вид работы;
- токарно-винторезные – отличаются возможностью совмещения высокой скорости вращения патрона с продольным перемещением инструмента; используются для крупносерийного и массового производства;
- токарно-карусельные – универсальные станки с планшайбой и станиной больших размеров;
- токарно-фрезерные – универсальное оборудование для индивидуального, массового и серийного производства деталей со сложной формой;
- токарные автоматы – станки с большим числом шпинделей, предназначенные для изготовления деталей со сложной геометрией многопрофильных поверхностей;
- лоботокарные станки – специализированная техника для работы с лобовыми поверхностями; используются для поштучного производства деталей, а также для мелких серий.
Сверлильные работы.
Сверлильная обработка производится на специальных сверлильных станках, где заготовка жестко закреплена, а режущий инструмент вращается и одновременно движется поступательно вдоль оси отверстия, высверливаемого в обрабатываемой детали.
На предприятии применяются вертикально-сверлильные и радиально-сверлильные станки. Для сверления отверстий в небольших заготовках, которые в процессе настройки перемещают по столу с тем расчетом, чтобы ось сверла и ось будущего отверстия совпали, применяются вертикально-сверлильные станки. Для работы с тяжелыми и крупногабаритными заготовками используются радиально-сверлильные станки. На них обрабатываемая деталь сразу жестко фиксируется на столе, а шпиндель станка устанавливается в нужном положении. Для позиционирования обрабатываемой детали применяются поворотные столы различных диаметров.
Основные виды сверления:
- сверление цилиндрических отверстий;
- рассверливание цилиндрических отверстий (увеличение диаметра).
Для борьбы с разогревом применяют охлаждение с помощью охлаждающих эмульсий или смазочно-охлаждающих жидкостей (СОЖ). При сверлении на станках организована подача жидкости непосредственно к месту сверления.
Прочие виды токарных станков
Кроме перечисленных выше токарных станков по металлу, существуют ещё несколько видов оборудования. Из-за высокой стоимости и больших габаритов оно применяется на крупных серийных производствах различных деталей механизмов машин – валов, втулок, изделий сложного профиля с отверстиями, не соосными с осью детали и пр.. К подобным станкам относятся:
Токарно-карусельный – оборудование для обработки заготовок больших габаритов (свыше 2000 мм диаметром).
Токарно-револьверный – станок для изготовления деталей из калиброванного прутка. Режущий инструмент в данном станке крепится на вращающемся барабане, в который вставляются отдельные блоки с закрепленной в них оснасткой.
Станки с ЧПУ и обрабатывающие центры – отдельный вид станков, который сводит участие мастера в процессе обработки к минимуму и обеспечивает высокую точность. Такое оборудование может выполнять великое множество операций, при этом оператору отводится роль наблюдателя и его основная задача — выемка готовых деталей, все остальные действия станок делает самостоятельно по заданной программе, которую составляет специалист.
Отметим: существуют станки, которые могут быть переоборудованы для обработки не только металла, но и дерева (Jet BD-7). Они имеют возможность монтажа упора под стамески. Обратите на это внимание, если Вы занимаетесь работами с различными материалами.
Фрезерная обработка металла.
Фрезеровка производится на вертикально-фрезерных станках при помощи различных фрезерных инструментов, которые закрепляются в патроне. На патрон передаётся вращательное усилие с помощью шпинделя, и инструмент начинает крутиться.
Фрезерование является производительным и универсальным технологическим способом механической обработки заготовок резанием. На предприятии фрезерованием обрабатываются плоскости, уступы, канавки прямоугольного и профильного сечения, пазы, фасонные поверхности и т.д.
Для обработки плоских и фасонных поверхностей на фрезерных станках применяются фрезы — многозубый (многолезвийный) инструмент. Каждый зуб фрезы представляет собой простейший резец.
Функции токарно-карусельного станка
Это, в первую очередь, обработка огромных, но не высоких деталей, обладающих большой массой. Такие детали горизонтально крепятся на круглом столе, что позволяет правильно провести выверку изделия. Также с помощью таких станков возможно выполнение следующих заданий:
- Обрабатывать диски турбин, зубчатых колес и маховиков;
- Работать со сферическими поверхностями;
- Возможность расточки конусообразных и цилиндрических поверхностей;
- Выполнять оттачивание или отрезку кольцевой канавки.
При применении осевых инструментов имеется возможность сверлить центральные отверстия, делать резьбу, шлифовать и выполнять фрезерные работы. А применив многоинструментальную обработку, возможно, значительно повысить КПД.
Ежедневное обслуживание токарных станков
Качественные запчасти для станков и своевременный уход за частями токарно-винторезного оборудования обеспечивает долгую службу станка и качество изготавливаемых деталей. Самое важное при обслуживании станка – не допустить повреждение его функциональных частей, поэтому ежедневно по окончании работы необходимо проводить несложные манипуляции по уходу и подготовке оборудования к следующим операциям. Они включают в себя:
- очищение поверхности от разнообразного технического мусора (стружки, пыли и т. д.);
- растворение керосином загрязнений и маслянистых разводов, вытирание насухо элементов;
- смазывание маслом всех деталей без лакокрасочного покрытия;
- заполнение масленок пластичной смазкой.
Основные критерии выбора
Рассматривая основные параметры, по которым определяются особенности оборудования, нужно уделить внимание нижеприведенным моментам:
- Показатель мощности. Как ранее было отмечено, карусельные станки могут иметь несколько электрических двигателей. Стандартная кинематическая схема предусматривает наличие одного основного электрического мотора, а также несколько дополнительные, которые позволяют точно управлять узлами или предназначены для подачи СОЖ. Тот момент, что данная группа оборудования предназначена для обработки больших заготовок, электрическая схема предусматривает суммарную мощность более 10 кВт.
- Количество скоростей. Карусельные станки снабжают кинематикой с возможностью установки определенной скорости. Согласно разработанной технологии обработки скорость резания варьирует в большом пределе.
- Угол наклона суппорта. В данном приспособлений устанавливается конструкция, которая позволяет изменять угол наклона суппорта. Это необходимо для получения деталей с самой различной геометрией.
- Количество оборотов планшайбы в минуту. Карусельные станки имеют одну важную особенность: планшайба также может совершать вращение вокруг своей оси. За счет этого обработка существенно упрощается и ускоряется.
- Сечение шайбы.
- Диапазон, в котором может передвигаться поперечина в случае двухстоечной модели. Одностоечный вариант исполнения не имеет поперечины, что существенно уменьшает размер обрабатываемых заготовок.
- Наибольшее расстояние в горизонтальной и вертикальной плоскости, на которое могут перемещаться узлы.
- Высота и сечение заготовок, которые могут обрабатывать карусельные станки.
- Количество инструментов, которые можно установить в револьверный аппарат для их смены. Стоит учитывать, что револьверная головка свойственна моделям с ЧПУ, или тем, которые могут проводить обработку в автоматическом режиме благодаря другим устройствам управления.
Кинематическая схема токарно-карусельного станка на примере модели 1512
Ремонт токарно-карусельных станков проводится намного реже по причине того, что на основные узлы оказывается невысокая консольная нагрузка в сравнении с оборудование обычной токарной группы.
Основные этапы изготовления детали методом обтачивания
Точение выполняют с помощью специальных резцов: токарных стамесок. Они оснащены удлиненными рукоятками, что позволяет надежно удерживать инструмент. Есть разные виды стамесок. Для черновой обработки требуется полукруглая.
- Выполняя первый проход, снимают стружку на толщину 1-2 мм. Используют среднюю (серединную) часть стамески. Все последующие проходы выполняют только боковыми частями.
- Снимают стружку до тех пор, пока не останется 4-5 мм металла для чистовой обработки. При переходе к ней, меняют инструмент на косую стамеску и устанавливают ее на ребро.
- Равномерно нажимая на инструмент, выполняют чистовую обработку. Если требуется сделать внутренне отверстие, используют патроны и пландшайбы.
- Проверяют точность выполненных работ с помощью кронциркуля, штангенциркуля, микрометра, нутрометра и др.