Технологическим процессом предусматриваются следующие варианты шлифования наружных цилиндрических поверхностей деталей в центрах:
- продольным рабочим ходом;
- врезанием (в том числе глубинное и обдирочное шлифование);
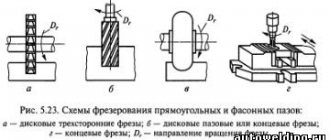
- с применением комбинированных способов шлифования (рис. 1).
Рис. 1. Схемы круглого наружного шлифования: а – шлифование с продольными рабочими ходами: 1 – шлифовальный круг; 2 – шлифуемая заготовка; б – глубинное шлифование; в – врезное шлифование; г – комбинированное шлифование; Sпр – продольная подача; Sп – поперечная подача; t – глубина обработки
Шлифование продольным рабочим ходом
используется при значительной длине заготовки. При этом глубина резания за один проход не должна превышать 0,05 мм (при черновой обработке).
Для шлифовки продольным рабочим ходом используется специальное приспособление (рис. 1, а), назначение которого – передавать вращательное движение шпинделя к заготовке. Устройство состоит из шкива клиноременной передачи и прикрепленного к нему посредством крепежных деталей поводкового диска. Хомутик, соединенный с диском при помощи пальца жестко удерживает хвостовик заготовки и передает ей вращательное движение шпинделя.
Для точного крепления в центрах, на торцах заготовки засверливают неглубокие центровые конические отверстия, совпадающие по размерам с конусами центров.
Вращающаяся вокруг своей оси заготовка, закрепленная в центрах, вместе со столом станка осуществляет поступательное движение с определенной скоростью vSnp в осевом направлении. Шлифование поверхности вращения детали на заданную глубину происходит при подаче вращающегося шлифкруга в направлении, перпендикулярном направлению движения стола станка. Срезание необходимой толщины слоя может быть установлено за один или несколько проходов.
При необходимости снятия припуска до 0,4 мм за один проход применяют глубинное шлифование (рис. 1, б) с использованием конического шлифкруга. Следует учесть, что этот вид обработки можно использовать для случаев, когда деталь имеет небольшую длину и достаточную жесткость. Основная часть срезаемого слоя удаляется конической частью круга, цилиндрическая часть круга обеспечивает достаточную чистоту поверхности.
В случаях, когда не требуется особой чистоты поверхности или в дальнейшем предусматривается чистовая обработка, применяется шлифование обдирочное. Толщина среза при этом может достигать 5 мм. Этот вид шлифования проводится при пониженных скоростях подачи детали – до 300 мм/мин и применяется для снятия поверхностных слоев с литых, кованых, штампованных деталей или выступов после сварки.
Врезное шлифование
(рис. 1, в) применяется, если необходимо предварительно очистить поверхность заготовки от окалины или сварочных швов. Для этого проводят черновую обдирочную шлифовку врезанием, шлифовальный инструмент при этом подается в направлении, перпендикулярном оси заготовки, достигая заданной глубины резания в одно или несколько касаний. Этот способ идеален для обработки коротких деталей, длина которых меньше ширины шлифовального инструмента.
Для получения наилучших показателей по чистоте и точности обрабатываемой цилиндрической поверхности, применяют колебательное (осциллирующее) движение круга попеременно до 3-х см в обе стороны в осевом направлении.
Процесс врезного шлифования, для нейтрализации тепловых явлений, возникающих из-за повышенной интенсивности резания, необходимо вести с применением интенсивного охлаждения. Дополнительные нагрузки влияют также на геометрические параметры инструмента, поэтому нужно предусматривать периодическую правку инструмента. Значительного ускорения процесса обработки методом врезного шлифования можно добиться, если на вал установить сразу несколько шлифкругов, обеспечивая, таким образом, обработку по всей длине или большей части заготовки.
При врезном шлифовании обеспечивается непрерывность и минимальная скорость движения подачи, что способствует постепенному снятию припусков и обеспечению необходимой чистоты обработанной поверхности. Кроме того, удобно обрабатывать фасонные части заготовок, используя круги с профилем, соответствующим заданному профилю детали .
Комбинированный способ
(рис. 1, г) шлифования успешно сочетает в себе достоинства двух предыдущих способов и используется для обработки деталей значительной длины.
Вначале выполняется операция врезного шлифования со срезанием припуска на 20-80 мкм меньше заданного. В этом случае круг, продвигаясь вдоль заготовки, выполняет последовательное, по участкам, снятие поверхностного слоя, по ширине равного ширине круга.
Для того чтобы обработанные поверхности не слишком отличались друг от друга по высоте, на каждом следующем этапе инструмент устанавливается на уровне высоты предыдущей обработанной поверхности. Далее следует второй этап – на повышенной скорости выполняется продольное чистовое выравнивание дефектов поверхности, возникших при врезной шлифовке.
Особенности обработки в центрах
Для выполнения операций шлифования заготовку чаще всего устанавливают, используя центра станка. Конфигурация центровых отверстий может быть:
- конусной;
- дугообразной;
- шарообразной.
Рис. 2. Центровые отверстия: а – с предохранительной выточкой; б – с криволинейной образующей; в – со сферической поверхностью центра
Каждая конфигурация содержит специальную выточку (рис. 2, а), что дает возможность игнорировать неточности конусных центровых соединений, лучше удерживать смазочный материал, способствуя значительному увеличению качества и точности заданных условий шлифования. Если диаметр центровых отверстий на детали превышает 15 миллиметров, применяются плоские (грибковые) центра. После термообработки чистоту центровых отверстий нужно проверить на наличие загрязнений, при необходимости – очистить их от окалины или других мелких частиц способом притирки или шлифовки.
Базой для установки заготовки может стать осевое отверстие. В этом случае удобно использовать оправки (рис. 3): центровые (рис. 3, а, в, е), устанавливаемые в центрах, и консольные (рис. 3 г и д). Различают жесткие (рис. 3, а, д и е) и разжимные (рис. 3, б, в и г) оправки – в зависимости от способа крепления деталей.
Рис. 3. Оправки: а – жесткая с прессовой посадкой; б и в – разжимные; 1 и 5 – гайки; 2 – цанга; 3 – конус; 4 – заготовка; 6 – штифт; г – разжимная со скользящей посадкой и закреплением гайкой: 1 – оправка; 2 – шарики; 3 – сепаратор; 4 – втулка; 5 – винт; д и е – жесткие для одной и нескольких заготовок
- На жесткой оправке деталь с точным отверстием (допуск 15-30 мкм) может крепиться за счет: а) малой конусности оправки (на длину 100 мм – 10-15 мкм);
б) за счет прессовой посадки (рис. 3, а). - На разжимной оправке (рис. 3, б, в, г), которые целесообразно применять при допуске базового отверстия более 30 мкм. На разжимных оправках может быть установлен гидравлический или гидропластовый зажим, способный нивелировать проблемы, связанные с неточным исполнением отверстия заготовки. Оправка с гидропластовым зажимом обеспечивает более точную центровку заготовки. В конструкции таких оправок предусматриваются тонкостенные цилиндры, внутри которых находится под давлением жидкость или пластик. При насадке детали на оправку тонкостенный цилиндр деформируется, создавая плотное прилегание оправки к отверстию заготовки.
- На оправке со скользящей поверхностью можно базировать одну (рис. рис. 3, д, в) или несколько заготовок (рис. 3, е) закрепляя их с торца гайкой. Скользящая посадка детали обеспечивается за счет зазора (10-20 мкм).
Подробное описание процесса шлифовки
Круглая шлифовка включает в себя несколько пошаговых этапов.
Основные способы шлифовки
Шлифовка с продольными ходами
Обрабатываемая болванка после надежного крепления путем вращения перемещается вдоль собственной оси с конкретной скоростью V (миллиметров в минуту). В конце двойного либо всех рабочих ходов, обрабатываемый круг передвигается в ту сторону, которая располагается под прямым углом к оси заготовки на предварительно заданную шлифовальную глубину. Чаще всего данная методика используется для обработки различных болванок, которые имеют цилиндрическую форму поверхности. Глубина подбирается в рамках значений, которые не превышают пять сотых миллиметра на ход. Чистовая обработка совершается при более малых значениях.
Глубинная
Шлифование кругом, который подается продольным образом. Способ актуален для жестких материалов со съемом припуска до четырех десятых мм в рамках только одного прохода. Главную работу выполняет конический элемент круга, а цилиндрический элемент производит зачистку. В целом такой способ может быть рассмотрен с точки зрения обдирочной шлифовки. Глубины составляют более пяти мм, скорости продольных подач разнятся от ста до трехсот (мм в минуту) за единичный ход. Под обдирочным способом понимается снятие с плоскости болванки непригодного слоя, который имеет ряд дефектов после процесса литься, проката и так далее.
Врезная
Используется при обдирочном, а также чистовом методе. Последний метод в отличие от первого необходим для придания нужных геометрических форм, а также уровня шероховатости самой плоскости болванки. Шлифовка производится единственным кругом большой ширины, его высота на один…полтора мм превосходит длину участка шлифовки. Болванка находится без движений. Подача круга производится периодичным либо непрерывным образом. Для достижения малого отклонения формы и шероховатости кругу задается колебательное перемещение (до трех мм) в двух направлениях (л/п)
Преимущества:
- Непрерывная подача круга.
- Работа с фасонными материалами при помощи профилированного круга.
- Установка на шпиндель одновременно до трех кругов, тем самым обрабатываются несколько участков сразу.
Минусы:
- Выделение чрезмерного количества тепла.
- Требуется более частое охлаждение при колоссальной производительности.
- Частое выправление круга, так как быстро теряется заданная геометрическая форма.
Комбинированный способ
Комбинация обработки с продольными ходами и врезки. Применим данный способ для длинных заготовочных материалов. На начальном этапе шлифуется одна часть при поперечной подаче, затем соседний участок. При этом края двух и последующих участков перекрываются друг другом на пять…десять мм, тем самым получается ступенчатая геометрия. По этой причине удаляется только часть припуска, а остальная (две…восемь сотых мм) устраняется двумя либо тремя продольными перемещениями, которые имеют более высокую скорость.
Точность обработки длинномеров
В случаях шлифования длинномерных деталей сложно сохранить заданную точность. Вследствие воздействия сил резания возникают деформации прутка, нарушая установленные параметры, вызывая вибрации и колебания. Все эти явления нарушают общую жесткость в системе СИД. Избежать этого можно, устанавливая одну или несколько опорных конструкций – люнетов – по длине заготовки. Структура наиболее часто используемых люнетов содержит в себе одну или две колодки (рис. 4), поддерживающие заготовку, одна из которых уменьшает радиальную (горизонтальную), другая – вертикальную (касательную) нагрузки. Установленный в оправке или в центрах пруток поддерживается в нужном положении посредством вертикальной и горизонтальной колодок, регулируемых винтами, установленными в корпусе люнета.
Рис. 4. Люнет с двумя колодками: 1- винт; 2 и 5 – кольца; 3 – корпус люнета; 4 – винт; 6 – пиноль; 7 – колодка; 8 – заготовка; 9 – шлифованный круг; 10 – вертикальная колодка; 11 — рычаг
В процессе шлифования следует проверять и регулировать положение поддерживающих колодок в соответствии с уменьшающимся в процессе обработки диаметром прутка. Регулирование производят обоими винтами, оказывая предпочтение регулированию колодки 7 винтом 4 в горизонтальном направлении – в этом направлении шлифовальный круг оказывает наибольшее давление на обрабатываемую деталь.
Наладку станка перед выполнением операции шлифования ведут по эталону, устанавливая ограничительные кольца, препятствующие движению регулировочных винтов.
Особенности круглошлифовальных станков
Управление осуществляется вручную с помощью механических, гидравлических приводов. Также многие современные установки оснащены панелью числового программного управления (ЧПУ), которая позволяет автоматизировать большинство производственных процессов. Это не только упрощает задачу рабочего, но и благоприятно сказывается на качестве обработки.
Для допуска к установке (как с панелью ЧПУ, так и без нее) рабочий должен пройти соответствующее обучение. Также он должен пройти инструктирование относительно правил техники безопасности на рабочем месте. Во время работы человек должен соблюдать осторожность, чтобы не повредить деталь и не нанести вред своему здоровью. В зависимости от конструкции различают такие разновидности установок:
- Простой станок. На таких установках можно менять только угол наклона стола, на котором закреплена основная деталь, а шлифовальный диск имеет фиксированное положение. Это позволяет обрабатывать детали конусной формы с малым углом при вершине. Фиксированное расположение диска ухудшает универсальность системы, однако заметно снижает его стоимость. Поэтому в случае небольших производств (автомастерские, домашнее строительство) покупка простого станка может быть оправданным решением.
- Универсальный круглошлифовальный станок. На таких системах можно вращать как стол, так и обрабатывающий диск. Это позволяет шлифовать все виды деталей (плоские, конусные, торцевые, переменного диаметра), а также отдельные отверстия внутри заготовок. Универсальный круглошлифовальный станок обычно оснащается ЧПУ, что позволяет заметно увеличить качество обработки. Такие установки дороже простых систем, а обычно их применяют в промышленности (машиностроение, ремонт кораблей или самолетов, производство оружия).
Способы правки шлифкругов
В процессе работы шлифовальные круги подвергаются износу, что вызывает необходимость их периодической правки. Для этого пользуются алмазным карандашом или специальной оправкой, которые устанавливаются в пиноли задней бабки. Править круг с максимальной точностью позволяет устройство микрометрической подачи карандаша. Возможна также правка с использованием автоматической правки круга за один-два прохода по копиру (ступенчатому или гладкому), используя специальное устройство, находящееся на корпусе шлифовальной бабки.
Круглошлифовальная
Вы можете заказать услуги по кругло-шлифовальным работам по телефону,
| Менеджер отдела продаж Мезенцев Юрий Владимирович |
Круглошлифовальные станки предназначаются для шлифовальных операций, которые производятся с помощью этих станков на цилиндрических и осевых торцевых поверхностях. Класс точности производимых работ — IT6 и IT5. Закрепленная на станке в специальных центрах или патронах заготовка приводится во вращательное движение, направленное к шлифовальному кругу. Благодаря столу изделие может также совершать движение в возвратно-поступательном направлении. После каждого хода стола, или двойного его перемещения шлифовальный стол осуществляет движение в поперечном направлении на глубину реза. Движение рабочего стола в продольном направлении происходит с помощью маховика либо за счет гидравлической системы. В последнем случае перемещение происходит бесступенчато.
Подача шлифовальной бабки, так называемая рабочая подача, происходит за счет ручного управления (маховиком), или с помощью автоматической гидравлической системы. Гидравлический привод также отвечает за быстрый подвод и отведение шлифовальной бабки. С помощью маховика у оператора есть возможность осуществлять как черновую, так и чистовую круглошлифовальную обработку при продольном и поперечном перемещении.
Сфера использования круглошлифовальных станков – малосерийное и серийное производство, инструментальные мастерские, предприятия обслуживания. В стандартной комплектации круглошлифовальный станок состоит из таких основных узлов и частей:
- суппорта;
- трехкулачкового патрона;
- планшайбы;
- устройства для правки;
- устройство для внутришлифовальных работ;
- балансировочного приспособления;
- управляющего центра;
- бака для смазочно-охлаждающей жидкости.
Модификации круглошлифовальных станков
Различают три основных типа круглошлифовальных станков: центровые, бесцентровошлифовальные и внутришлифовальные станки. Рассмотрим особенности шлифования на примере центровых круглошлифовальных станков.
Этот тип станков применяется для того, чтобы производить обработку наружных поверхностей изделий, имеющих форму тела вращения с прямолинейными образующими, а также цилиндрических и конических поверхностей. Технологическими базами являются в данном случае наружные поверхности цилиндрической формы, либо центровые отверстия. По направлению движения шлифования различают несколько способов шлифовки.
Врезной способ шлифования обеспечивает обработку заготовки при совершении ею вращательного движения. При этом движение подачи происходит в направлении, которое перпендикулярно оси заготовки.
При осциллирующем шлифовании заготовка или шлифовательный круг совершают не только вращательное движение, но и возвратно-поступательное. Такой способ позволяет обрабатывать поверхности, длина которых существенно превышает высоту шлифовального круга. По завершении каждого прохода круг перемещается на заранее определенную глубину обработки.
Если скомбинировать осциллирующую и врезную обработку, то получается новый способ шлифования, получивший название шлифования уступами. В этом случае посредством последовательного врезания круга шлифуются уступы, перекрывающие друг друга, а оставшийся припуск снимают с помощью осциллирующего шлифования.
при глубинном шлифовании подача может быть как поперечной, так и продольной. Если применяется метод с продольной подачей, то припуск с заготовки снимается за один раз, то есть за один цикл вращения круга. Последний правится либо на конус, либо ступенькой. За один оборот заготовки при поперечной подаче также снимают весь припуск. разница заключается в том, что в первом случае происходит вращение круга, во втором – изделия.
Самый сложный вид обработки – круглое наружное шлифование. В этом случае вращается и круг, и заготовка. Кроме того, происходит поперечное перемещение заготовки или круга, а также продольная подача, то есть возвратно-поступательное движение изделия или круга вдоль собственной оси. Шероховатость поверхности после обработки измеряется в сотых долях микрометра (обычно – порядка 0,04 мкм).