The vast majority of blanks for pipeline parts and equipment components produced by forging, casting, and rolling do not have the dimensional accuracy and surface quality required when installing them in various equipment. The final operation in transforming a workpiece into a part is metal cutting.
Metal cutting is a technological process for the production of machine and equipment parts, which consists of cutting off a layer of material in the form of chips from the surface of a workpiece with a cutting tool to obtain a given geometric shape, accuracy and surface roughness of the part. Rolled products of various profiles, castings, forgings and stampings are used as blanks for future equipment parts.
The ring blanks plant performs turning, rotary-turning, drilling and milling work.
To ensure control over the quality of machining for conditions of single and small-scale production, the enterprise uses measuring instruments - calipers, depth gauges, inclinometers, micrometers, profilometers and other measuring devices.
Metal turning.
To manufacture parts with given geometric parameters, metal turning is used, which makes it possible to obtain a surface that meets the requirements for the geometric dimensions and shape of the parts, as well as the degree of surface roughness and the accuracy of their relative position.
The technology of metal turning involves the use of special machines and cutting tools (cutters, drills, reamers, etc.), through which a layer of metal of the required size is removed from the part.
Main types of turning work:
- processing of external cylindrical and conical surfaces;
- processing of ends and ledges;
- turning grooves, cutting workpieces;
- processing of internal cylindrical and conical surfaces;
- processing of shaped surfaces.
Equipment and tools
On lathes, workpieces are processed by rotating them around a horizontal and vertical axis. The main tool used is cutters. All turning equipment is marked with the number “1” and is divided into 9 types, taking into account the features of the device.
The tool rotates using a special device on the caliper. Grinding and milling work is performed on a lathe.
Types of lathes
There are main types of lathes used in production:
- screw-cutting lathe;
- turning-turret;
- rotary turning;
- turning and grinding;
- lobotocar.
Screw-cutting lathes are the most widely used. They process long parts such as shafts and short cylindrical ones.
Carousels are used for the manufacture of bushings, rings and other large parts whose diameter is greater than their height.
Classification of incisors
According to the location of the cutting edge and the direction of movement of the caliper, cutters are divided into two types:
- rights;
- left.
According to the shape of the working part:
- straight - the working part and the body have common lateral surfaces;
- bent - the cutting edge protrudes beyond the plane of the body and has a variable cross-section.
For external processing, types of cutters are used, named after the operations they perform:
- checkpoints;
- groove;
- shaped;
- threaded;
- boring
Lathe equipment is widely used for machining ends. At the same time, face and cutting cutters are installed on the caliper. In addition, the following are mounted on the tailstock:
- drill;
- countersink;
- taps;
- boring cutters.
There are certain geometric parameters of the cutter that are applied to the wedge. The cutting edge can be located at an angle to the direction of movement and perpendicular. For cutting tools - parallel to the axis of rotation.
Metal turning
Introduction of CNC
With the advent of CNC machines, the processing of parts with complex radial and involute surfaces has become much easier. Productivity has increased in the production of large batches.
Several operations are performed on one installation, including milling. The equipment may have 2 movable supports and several turrets.
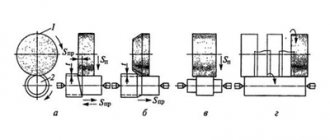
Rotary turning of metal.
To process steel workpieces that have an impressive diameter and weight, but have a small height, rotary turning machines are used. Among the machines of the rotary-turning group, the company uses one- and two-column machines. The first ones are equipped with faceplates with a diameter of up to 1300 mm for working with workpieces with a diameter of up to 1600 mm. Two-column machines are equipped with faceplates with a diameter of up to 2800 mm for working with workpieces with a diameter of up to 3500 mm.
Main types of turning and rotary work:
- production of cylindrical blanks;
- turning conical parts;
- processing and trimming the end edge.
Thanks to their design features, vertical turning lathes are distinguished by reliability, high safety, ease of maintenance and operation. The use of rotary lathes when performing work allows you to:
- obtain high accuracy and quality of manufactured parts;
- provide serial and individual production;
- reduce the number of defects to a minimum;
- reduce material consumption;
- improve productivity.
Equipment and tools
The technology of turning works involves the use of special equipment - lathes. With their help, parts are produced whose shape is a rolling body. In modern production, seven main types of lathes are used:
- turning-turret – designed for the production of small parts in large quantities; equipped with a turret head, which allows you to quickly change the cutting tool and reconfigure the equipment for another type of work;
- screw-cutting lathes – characterized by the ability to combine high rotation speed of the chuck with longitudinal movement of the tool; used for large-scale and mass production;
- rotary lathe – universal machines with a faceplate and a large frame;
- turning and milling – universal equipment for individual, mass and serial production of parts with complex shapes;
- automatic lathes – machines with a large number of spindles, designed for the manufacture of parts with complex geometry of multi-profile surfaces;
- frontal lathes - specialized equipment for working with frontal surfaces; used for piece production of parts, as well as for small series.
Drilling work.
Drilling processing is carried out on special drilling machines, where the workpiece is rigidly fixed, and the cutting tool rotates and at the same time moves forward along the axis of the hole drilled in the workpiece.
The company uses vertical drilling and radial drilling machines. Vertical drilling machines are used to drill holes in small workpieces, which are moved across the table during the setting process so that the axis of the drill and the axis of the future hole coincide. Radial drilling machines are used to work with heavy and large workpieces. On them, the workpiece is immediately rigidly fixed on the table, and the machine spindle is installed in the desired position. Rotary tables of various diameters are used to position the workpiece.
Main types of drilling:
- drilling cylindrical holes;
- drilling cylindrical holes (increasing diameter).
To combat heating, cooling is used using cooling emulsions or cutting fluids (coolants). When drilling on machines, liquid is supplied directly to the drilling site.
Other types of lathes
In addition to the metal lathes listed above, there are several other types of equipment.
Due to its high cost and large dimensions, it is used in large-scale mass production of various parts of machine mechanisms - shafts, bushings, products of complex profiles with holes that are not coaxial with the axis of the part, etc. Similar machines include: Rotary lathe - processing equipment large-sized workpieces (over 2000 mm in diameter).
Turret lathe – a machine for manufacturing parts from calibrated rods. The cutting tool in this machine is mounted on a rotating drum, into which individual blocks with equipment fixed in them are inserted.
CNC machines and machining centers are a separate type of machine that reduces the participation of the master in the processing process to a minimum and ensures high accuracy. Such equipment can perform a great variety of operations, while the operator is assigned the role of an observer and his main task is to remove finished parts; the machine performs all other actions independently according to a given program, which is compiled by a specialist.
Note: there are machines that can be converted to process not only metal, but also wood (Jet BD-7). They have the ability to mount a stop for chisels. Please pay attention to this if you are working with various materials.
Metal milling.
Milling is carried out on vertical milling machines using various milling tools that are fixed in a chuck. A rotational force is transmitted to the chuck using a spindle, and the tool begins to rotate.
Milling is a productive and universal technological method of mechanical processing of workpieces by cutting. At the enterprise, planes, ledges, grooves of rectangular and profile sections, grooves, shaped surfaces, etc. are processed by milling.
To process flat and shaped surfaces on milling machines, milling cutters are used - multi-toothed (multi-edged) tools. Each tooth of a cutter is a simple cutter.
Functions of a rotary lathe
This is, first of all, the processing of huge, but not tall, parts with a large mass. Such parts are mounted horizontally on a round table, which allows for proper alignment of the product. Also, using such machines it is possible to perform the following tasks:
- Process disks of turbines, gears and flywheels;
- Work with spherical surfaces;
- Possibility of boring cone-shaped and cylindrical surfaces;
- Perform honing or cutting of the ring groove.
When using axial tools, it is possible to drill central holes, make threads, grind and perform milling work. And by using multi-tool processing, it is possible to significantly increase efficiency.
Daily maintenance of lathes
High-quality spare parts for machine tools and timely care of parts of turning and screw-cutting equipment ensure long service life of the machine and the quality of manufactured parts. The most important thing when servicing a machine is to prevent damage to its functional parts, so every day after finishing work it is necessary to carry out simple manipulations to care for and prepare the equipment for the next operations. They include:
- cleaning the surface from various technical debris (chips, dust, etc.);
- dissolving dirt and oily stains with kerosene, wiping elements dry;
- oil lubrication of all parts without paintwork;
- filling the grease fittings with grease.
Main selection criteria
When considering the main parameters by which the features of the equipment are determined, you need to pay attention to the following points:
- Power indicator. As previously noted, rotary machines can have multiple electric motors. The standard kinematic scheme provides for one main electric motor, as well as several additional ones that allow precise control of components or are designed to supply coolant. The fact is that this group of equipment is designed for processing large workpieces; the electrical circuit provides a total power of more than 10 kW.
- Number of speeds. Rotary machines are equipped with kinematics with the ability to set a certain speed. According to the developed processing technology, the cutting speed varies widely.
- Caliper tilt angle. This device is equipped with a design that allows you to change the angle of the caliper. This is necessary to obtain parts with a wide variety of geometries.
- Number of faceplate revolutions per minute. Carousel machines have one important feature: the faceplate can also rotate around its axis. Due to this, processing is significantly simplified and accelerated.
- Section of the washer.
- The range within which the cross member can move in the case of a two-post model. The single-column version does not have a crossbar, which significantly reduces the size of the workpieces being processed.
- The greatest distance in the horizontal and vertical plane that nodes can move.
- Height and cross-section of workpieces that can be processed by rotary machines.
- The number of tools that can be installed in the turret to change them. It is worth considering that the turret head is characteristic of CNC models, or those that can carry out processing automatically thanks to other control devices.
Kinematic diagram of a rotary lathe using the example of model 1512
Repair of rotary lathes is carried out much less frequently due to the fact that the main components are subject to a low cantilever load compared to the equipment of a conventional turning group.
The main stages of manufacturing a part using the turning method
Turning is performed using special cutters: turning chisels. They are equipped with elongated handles, which allows you to hold the tool securely. There are different types of chisels. A semicircular is required for roughing.
- Carrying out the first pass, remove chips to a thickness of 1-2 mm. Use the middle (middle) part of the chisel. All subsequent passes are performed only with side parts.
- Remove chips until 4-5 mm of metal remains for finishing. When moving to it, change the tool to an oblique chisel and place it on the edge.
- By pressing evenly on the tool, finishing is performed. If you need to make an internal hole, use cartridges and face washers.
- Check the accuracy of the work performed using calipers, calipers, micrometers, nutrometers, etc.