The creation of a mold for plastic injection on a injection molding machine is divided into 4 stages.
Time frame from the start of work to the release of a trial batch:
- Form design – 5 working days
- Purchase of slabs and materials 2 days
- Milling and turning work in Moscow - 10 working days
- Mold assembly - 2 working days
- Mold testing - 1 working day
Total time: 20 working days (On average 30 calendar days.) Why do they give you a deadline of 3 months and besides, many companies violate these deadlines by more than 2 times. First of all, everything depends on the milling of products. Need to wait
Mold design
Typically, molds are designed as single-cavity, but to reduce the cost they are made multi-cavity, this leads to a one-time increase in the cost of the mold, but the final cost of the product is reduced. The number of nests is usually a multiple of two, 2, 4, 8, 16, 32, 64, 128.
- Forming materials (matrices and punches)
- Cold runner or hot runner gating system
- Molded product ejection systems
- Mold cooling systems
- Guide element kit systems.
The cost of designing a mold: from 38,000 - 150,000 rubles. It all depends, not on the size of the product, but on the circulation. And it depends on the complexity of the mold, on the thickness of the walls. There are a lot of little things that allow you to design a form that will be able to exhaust its life, and then it can be repaired. And at the same time it will be cheap to produce and it will be reliable. Our main credo: simple and reliable.
There are discounts for mold design (3D mold model + drawings + assembly manual) 35,000 rubles excluding VAT - completion time 1 week. All you need is a 3D model of your product.
According to the drawings, you can manufacture and assemble it without any problems.
If you want to order a mold design based on a model. Send the model by email
Punching technology
The technology for manufacturing parts by stamping, both hot and cold, requires the presence of tooling. For both types, stamps are made, which have certain differences. They are used for metal that has varying degrees of thickness.
Large sized workpieces are preheated and then the forging process takes place. When cold, the sheet thickness rarely exceeds 1 mm. Various operations are carried out with such material, for example, stamping badges.
Stamping technology
Cold stamping
During the cold stamping process of sheet metal, no heating is applied. The force of the press is enough to carry out separation or shaping operations. As a result, the resulting part is not subject to the shrinkage process. To save material, stamping is carried out according to the rules for cutting sheets, which are regulated by GOST.
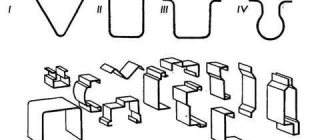
Cold stamping includes the following operations:
- Punching. During the cutting process, the finished part falls into a container, leaving waste outside. When punching, on the contrary, the waste falls into the container, and the part is formed from the outside. The design of the stamps is the same. During the work process, a separation operation is carried out, which involves a punch and a die matrix.
- Flexible. Refers to a simple operation. The part is placed between the stops on the matrix and pressed from above with a punch.
- Hood. Often obtained in several transitions. Separate stamps are made for this purpose. In the process of working, a glass, cone or hemisphere is obtained from a round blank. This is achieved due to the redistribution of metal in the original workpiece.
- Beading. The punch catches the hole in the part with a clamp and expands it, beading the walls.
An important point is the correct choice of the gap between the punch and the matrix. This value depends on the thickness and type of material. The thicker the metal, the larger the gap. For aluminum and other soft materials this size is reduced. Otherwise, burrs will form.
Hot stamping
In the process of manufacturing metal parts by hot pressing, the workpieces enter a heating chamber. Hot metal stamping begins after they reach a temperature of 1200°C. Heated products are placed in a stamp, where there are special grooves for preliminary and final stamping.
If you need to upset a heated forging, then it is placed in the space between two flat strikers. The equipment starts up and the workpiece is settled to the required size.
Heated metal (Photo: pixabay.com)
Alternative stamping methods
Metal stamping can also occur under the influence of other forces:
- Explosion. The process is carried out in water. The material is placed on a matrix in which a recess of the desired shape is made. There is an explosion from above. As a result, the workpiece fills the stream and takes on the desired shape.
- Electrohydraulic. Voltage is applied in the aquatic environment. The water is heating up. Under the influence of high temperature, a shock wave occurs, which forms the workpiece.
- Pulling metal through rolls. This method allows you to give the workpiece the desired shape.
Stamped badges are made in a die, where enamel is placed in the recess of the punch.
Metalworking parts
Milling and turning works. Takes on average 2 weeks.
The cost of aluminum plates is higher than steel
| Metalworking Moscow | Address | Telephone | Milling | Assembly | |
| Tsvetmet | Arbatetskaya st., 2, building 21, Moscow | +7 | Not really | Yes / No | |
| Industrial construction | 2nd Perov Polya Ave., 5, Moscow | Not really | Yes / No | ||
| Unex | Vyatskaya st., 49, building 1, Moscow | +7,, +7 (495) 748-14-50 | Not really | Yes / No | |
| Cut Gear - CNC metalworking | Yeniseiskaya st., 1, building 3, Moscow | +7 | Not really | Yes / No | |
| Repair of levers | Russia, Moscow, South-Western administrative district, Yuzhnoye Butovo district, Projected passage No. 661 | +7 | Not really | Yes / No | |
| Stainless Metalservice | Izyumskaya st., 46, Moscow | +7 +7 | Not really | Yes / No | |
| Race-Lab | st. Pererva, 19, building 3, Moscow | +7 +7 | Not really | Yes / No | |
| StroyMontazhServis-M | Irkutskaya st., 11, bldg. 1, Moscow | +7 | Not really | Yes / No | |
| Company Modern Technologies | Bryanskaya st., 2, Moscow | +7 | Not really | Yes / No | |
| Surfox | Kutuzovsky Prospekt, 36, building 10, Moscow | +7 | Not really | Yes / No | |
| APS Radis | Sharikopodshipnikovskaya st., 4, Moscow | +7, | Not really | Yes / No | |
| Trust metal | Volokolamskoye sh., 73, Moscow | +7, | Not really | Yes / No | |
| Continental | 3rd Khoroshevskaya st., 11A, Moscow | +7 | Not really | Yes / No | |
| TD Sortprokat | st. Verkhnie Polya, vl18V, Moscow | +7 | Not really | Yes / No | |
| Wholesale/retail metal goods | Ugreshskaya st., 2, building 23, Moscow | +7 | Not really | Yes / No | |
| Santa M1 | Avtozavodskaya st., 25, Moscow | +7 | Not really | Yes / No | |
| StalKom Plus | Russia, Moscow, MKAD, 85th kilometer, external side | Not really | Yes / No | ||
| PKF Stroy Invest | Nizhegorodskaya st., 29-33с36, Moscow | +7 | Not really | Yes / No | |
| Steel production | Leninsky Prospekt, 42, bldg. 1, Moscow | +7 | Not really | Yes / No | |
| Tech Metal | Altufevskoe sh., 27A, building 1, Moscow | +7 +7 | Not really | Yes / No | |
| Sphere of groups | st. Borisovskie Ponds, 1, building 1, Moscow | Not really | Yes / No | ||
| Technological equipment and metalworking | Novodmitrovskaya st., 5A, building 1, Moscow | +7 | Not really | Yes / No | |
| Bonetti Opus Rus | Ryazansky Prospekt, 8A, building 24, Moscow | +7 | Not really | Yes / No | |
| First fastener plant | st. Vavilova, 69A, Moscow | 8 | Not really | Yes / No | |
| Profile | Kulakov lane, 6, Moscow | Not really | Yes / No | ||
| TPK K-Stroy | 1st Vyazovsky Ave., 4, bldg. 1, Moscow | +7 | Not really | Yes / No | |
| Trest Spetsmashmontazh No. 7 | Olonetsky Ave., 4, bldg. 2, Moscow | +7, +7 | Not really | Yes / No | |
| TC Stalintex Trade | Novosuschevskaya st., 19B, Moscow | 8,,, +7 (495) 649-83-00,,, +7 (499) 973-38-97,,, +7 (499) 973-25-47, | Not really | Yes / No | |
| GasSnabStroy | Dmitrovskoe sh., 163, building 6, Moscow | +7, | Not really | Yes / No | |
| Grund | Zeleny prosp., 3/10с15, Moscow | +7,, +7 (495) 232-91-85 | Not really | Yes / No |
Stamping of parts and production of dies
We have not mentioned the main “actor” of aluminum stamping besides the machines. These, of course, are stamps - parts that give the faceless workpiece the required shape. They are the functional organs of any pressing machine. Essentially, dies are consumables that wear out over time. But before going to be melted down, they are capable of performing thousands of similar actions.
The production of dies for forging and stamping industries is an independent branch of metalworking. Leading enterprises, including our workshop, are ready to offer the customer the production of not only standard parts, but also unique ones created according to an individual project.
Trial
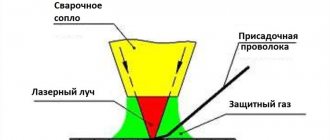
Installing the mold on the TermoPlastAvtomat machine.
Tests must be carried out on injection molding machines closest to the equipment on which casting will take place. A specialist adjuster is required from specialists.
- The equipment is securely attached to the press or injection molding machine. (it is important to ensure correct installation)
- Adjust pressure
- Injection volume to obtain a finished product with a satisfactory appearance.
- Sometimes modifications to the gating and ejection systems are required.
As a result you get:- time of the minimum possible casting cycle;
equipment operating modes;
The dimensions of the final part must be measured after complete shrinkage; on some plastics this takes up to 24 hours.
Types of stamping technological operations and equipment
Cold stamping is widely used for the manufacture of various volumetric body and flat parts and holes with a complex configuration around the perimeter. The stamping technology includes the following operations:
- felling;
- firmware;
- pruning;
- flexible;
- hood;
- flange.
Various types of tools and equipment are used for metal stamping. Basically, these are stamps consisting of two parts:
- fixedly fixed matrix;
- punch moving perpendicular to the parting plane.
A stamp for piercing and cutting may have clamps that the slide lowers along with the punch. They fix the workpiece, preventing it from moving.
Tools and devices for deforming parts are installed on special equipment - presses. The matrix with the stamp body is fixed on the table. The punch and other elements at the top of the tool move along with the machine slide. The clearance is provided by the die guides. They prevent the parts from moving relative to each other and provide the necessary clearance.
Mold testing criteria
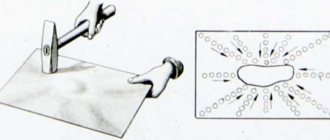
What is sheet stamping?
When talking about stamping parts made of sheet metal, we mean a technological operation during which significant pressure is applied to the workpiece. Under the influence of such pressure, the workpiece is deformed and acquires the required configuration and dimensions.
Our distant ancestors began to use such an operation (albeit in a much simplified form). It was by applying pressure to metal that they made agricultural implements, weapons, household items and various decorations.
Modern press for stamping body parts
Stamping as a technology for the production of sheet metal products received active development at the end of the 19th century. It was during that period (starting from the 1850s) that this technology was actively improved, and specialists created powerful equipment for its implementation. Stamped parts, which at that time could already be mass-produced, were of decent quality and had good performance characteristics.
Both hot and cold stamping reached a completely new level of development at the beginning of the 20th century. It was thanks to the improvement of sheet metal stamping technology that serial production of cars became possible, for which body parts were produced using this method. Starting from the 1930s, this technology began to be actively used by enterprises working in the aircraft and shipbuilding industries, and a little later (after only a couple of decades) they began to produce spacecraft parts using stamping.
The high popularity that stamping has gained over a relatively long period of its development is explained by the possibilities:
- production of products of various geometric shapes and sizes, the quality and precision of which allows them to be used immediately for their intended purpose;
- complete mechanization and automation of production processes, which is achieved, in particular, by equipping production with rotary-conveyor equipment for stamping sheet metal;
- serial production of products whose geometric parameters are particularly accurate (such products can be easily replaced with each other if the need arises).
Cold stamping on a hydraulic press
The use of a technological operation such as die stamping makes it possible to transform a metal sheet into a geometrically complex and light-weight product, the strength characteristics of which are at a high level. The use of methods for stamping parts from sheet metal makes it possible to produce both very massive products used in the production of engineering products, watercraft and aircraft, and miniature parts for electronic devices and watch mechanisms.
Hot and cold stamping is often used as a preparatory operation. For example, such technologies produce parts that are then processed by other methods - welding, cutting, etc.
Cold stamping aluminum price
During the stamping and contour cutting process, the part develops uneven, rough edges. The modern sheet stamping procedure will help get rid of this. This method is quite common in the manufacture of automobile parts and spare parts for space objects. For example, sheet stamping of aluminum takes place taking into account the drawing of the sheet of metal and taking into account its future dimensions. For cold stamping of aluminum, the price varies depending on the manufacturer. When ordering various stamps, it is imperative to cooperate with those companies that have proven themselves to be reliable and proven. A part may be delivered on time, but may not be exactly the same size. Ferrito is a guarantee of stability, quality and millimeter precision .
Cold stamping of aluminum in Moscow
Cold stamping of aluminum in Moscow Ferrito customers . Here are the lowest prices and the highest quality products. Ferrito is the key to your success. Here you can order not only various metal products, but also services for galvanizing, cutting, chopping, bending metal and much more. You will find this and much more on the catalog pages. If you want to place a quick order within a minute, it’s quite easy online. An experienced manager will call you back and clarify the details. The company has its own equipment, which is important when fulfilling urgent orders. Ferrito offers simple solutions to complex problems .
Automatic stamping lines
Modern machine tool manufacturing enterprises offer a wide selection of automatic stamping lines and complexes for solving various problems. The machines are high-tech equipment manufactured under the guidance of qualified process engineers.
Modern complexes are equipped with CNC systems with a central touch display, which reduces operator functions to a minimum.
Metal stamping is a popular technology that allows the production of parts with high performance characteristics. Do you think semi-automatic machines can compete with numerical control or is such equipment outdated? Share your opinion in the comments block.
Cold stamping of aluminum buy
Products made by cold stamping of aluminum can be purchased at a good price from specialized companies. Ferrito provides the best products at low prices . Highly qualified professionals work here. Each detail is distinguished by precision and scrupulous production. In volumetric stamping, the forming part is produced by craftsmen in accordance with the parameters specified by the customer. This is very important when further using aluminum parts. The accuracy of the future stamp depends on the accuracy of the manufactured matrix.
Material selection
High-strength steels that can withstand impact loads are used for molds. These steels are highly hardenable and have high toughness. The most commonly used are 40Х13 and 5ХНМ. For dies, durable steels St45, St40X, U8 are chosen.
For cold stamping, a hydraulic press is used due to the variety of its configurations and low metal consumption. For cutting and punching, choose a tool with a large washer stroke.
IMPORTANT! U8A and 8HF steels are not used for the manufacture of mold parts. U10A steel is hard after heat treatment, but parts manufactured with it will have to be subjected to additional machining.