Создание пресс формы для литья пластмасс на ТПА разделяют на 4 этапа.
Сроки от старта работ до выпуска пробной партии:
- Проектирование формы — 5 рабочих дней
- Закупка плит и материлов 2 дня
- Фрезерные и токарные работы в в Москве — 10 рабочих дней
- Сборка пресс-формы — 2 рабочих дней
- Испытание пресс-формы — 1 рабочий день
Общее время: 20 рабочих дней ( В среднем 30 календарных дней.) Почему же вам называют сроки 3 месяца и кроме этого многие компании нарушают эти сроки более чем в 2 раза. Прежде всего все упирается во фрезеровку изделий. Необходим ждать
Проектирование пресс формы
Обычно формы проектируются одногнезными, но там же для удешевления их делают многогнездыми, это приводит к единовременному удорожанию пресс формы, но конечная стоимость изделия снижается. Число гнезд обычно бывает кратно двум, 2, 4, 8, 16, 32, 64, 128.
- Формообразующих (матриц и пуансонов)
- Холодноканальной или горячеканальной литниковой системы
- Системы выталкивания отформованных изделий
- Системы охлаждения формы
- Системы набора направляющих элементов.
Стоимость проектирования пресс-формы: от 38 000 — 150 000 рублей. Все зависит, не размеров изделия, тиража. А от сложности пресс-формы, от толщины стенок. Много мелочей, который позволяют спроектировать такую форму, которая сможет выработать свой ресурс, при этом потом ее можно будет отремонтировать. И при этом произвести ее будет дешево и она будет надежная. Наше главное кредо: просто и надежно.
Действуют скидки на проектирование пресс-формы ( 3д модель формы + чертежи + руководство по сборке) 35 000 рублей без НДС — срок выполнения 1 неделя. От вас требуется лишь 3д модель вашего изделия.
По чертежам, вы без проблем, сможете ее изготовить и собрать.
Если вы хотите заказать проектирование пресс формы по модели. Высылайте модель на почту
Технология штамповки
Технология изготовления деталей штамповкой как горячим, так и холодным способом предполагает наличие оснастки. Для обоих видов изготавливаются штампы, которые имеют определенные отличия. Применяются они для металла, который имеет разную степень толщины.
Заготовки большого размера предварительно нагреваются, а затем идет процесс ковки. В холодном состоянии толщина листа редко превышает 1 мм. С таким материалом проводятся разные операции, например, штамповка значков.
Технология проведения штамповки
Холодная штамповка
В процессе холодной штамповки листового металла нагрев не проводится. Усилия пресса хватает, чтобы проводить разделительные или формоизменяющие операции. Как результат полученная деталь, не подверженная процессу усадки. Для экономии материала штамповку проводят согласно правилам раскроя листа, которые регламентируются ГОСТом.
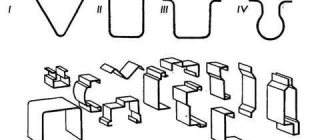
К холодной штамповке относятся такие операции:
- Вырубка-пробивка. В процессе вырубки готовая деталь падает в контейнер, а снаружи остаются отходы. При пробивке, наоборот, отход падает в контейнер, а деталь формируется снаружи. Конструкция штампов одинаковая. В процессе работы проводится разделительная операция, в которой участвует пуансон и матрица штампа.
- Гибка. Относится к несложной операции. Деталь укладывается между упорами на матрицу и давится сверху пуансоном.
- Вытяжка. Часто получается за несколько переходов. Для этого изготавливаются отдельные штампы. В процессе работы из круглой заготовки получается стакан, конус или полусфера. Получается это за счет перераспределения металла в исходной заготовке.
- Отбортовка. Пуансон ловит фиксатором отверстие в детали и расширяет его, отбортовывая стенки.
Важным моментом является правильный выбор зазора между пуансоном и матрицей. Эта величина зависит от толщины и вида материала. Чем толще металл, тем больше зазор. Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Горячая штамповка
В процессе изготовления деталей из металла путем горячего прессования заготовки поступают в камеру нагрева. Горячая объемная штамповка металла начинается после достижения ими температуры 1200°С. Нагретые изделия закладываются в штамп, где имеются специальные ручьи, для предварительной и окончательной штамповки.
Если нужно осадить нагретую поковку, то она ставится в пространство между двумя плоскими бойками. Оборудование запускается, и заготовка осаживается на нужный размер.
Нагретый металл (Фото: pixabay.com)
Альтернативные методы штамповки
Штамповка металла может происходить и под действием других сил:
- Взрывом. Процесс проводится в воде. Материал располагается на матрице, в которой сделано углубление нужной формы. Сверху производится взрыв. В результате заготовка заполняет ручей и приобретает нужную форму.
- Электрогидравлическая. В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку.
- Протяжка металла через валки. Этот метод позволяет придать заготовке нужную форму.
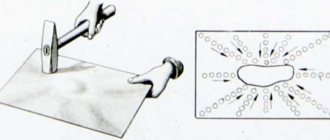
Штампованные значки изготавливаются в штампе, где в углубление пуансона закладывается эмаль.
Металлообработка деталей
Фрезерные работы и токарные работы. Занимают в среднем 2 недели.
Стоимость плит из алюминия выше чем из стали
| Металлообработка Москва | Адрес | Телефон | Электронная почта | Фрезеровка | Сборка |
| Цветмет | Арбатецкая ул., 2, стр. 21, Москва | +7 | ДА / Нет | Дa / Нет | |
| Промконструкция | 2-й пр. Перова Поля, 5, Москва | ДА / Нет | Дa / Нет | ||
| Юнэкс | Вятская ул., 49, стр. 1, Москва | +7,, +7 (495) 748-14-50 | ДА / Нет | Дa / Нет | |
| Cut Gear — металлообработка ЧПУ | Енисейская ул., 1, стр. 3, Москва | +7 | ДА / Нет | Дa / Нет | |
| Ремонт рычагов | Россия, Москва, Юго-Западный административный округ, район Южное Бутово, Проектируемый проезд № 661 | +7 | ДА / Нет | Дa / Нет | |
| Нержавеющий Металлсервис | Изюмская ул., 46, Москва | +7 +7 | ДА / Нет | Дa / Нет | |
| Race-Lab | ул. Перерва, 19, стр. 3, Москва | +7 +7 | ДА / Нет | Дa / Нет | |
| СтройМонтажСервис-М | Иркутская ул., 11, корп. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Компания Современные технологии | Брянская ул., 2, Москва | +7 | ДА / Нет | Дa / Нет | |
| Сурфокс | Кутузовский просп., 36, стр. 10, Москва | +7 | ДА / Нет | Дa / Нет | |
| АПС Радис | Шарикоподшипниковская ул., 4, Москва | +7, | ДА / Нет | Дa / Нет | |
| Траст металл | Волоколамское ш., 73, Москва | +7, | ДА / Нет | Дa / Нет | |
| Континенталь | 3-я Хорошёвская ул., 11А, Москва | +7 | ДА / Нет | Дa / Нет | |
| ТД Сортпрокат | ул. Верхние Поля, вл18В, Москва | +7 | ДА / Нет | Дa / Нет | |
| Оптовая/розничная металлобаза | Угрешская ул., 2, стр. 23, Москва | +7 | ДА / Нет | Дa / Нет | |
| Санта-М1 | Автозаводская ул., 25, Москва | +7 | ДА / Нет | Дa / Нет | |
| СтальКом Плюс | Россия, Москва, МКАД, 85-й километр, внешняя сторона | ДА / Нет | Дa / Нет | ||
| ПКФ Строй Инвест | Нижегородская ул., 29-33с36, Москва | +7 | ДА / Нет | Дa / Нет | |
| Стальное производство | Ленинский просп., 42, корп. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Тех Металл | Алтуфьевское ш., 27А, стр. 1, Москва | +7 +7 | ДА / Нет | Дa / Нет | |
| Сфера групп | ул. Борисовские Пруды, 1, стр. 1, Москва | ДА / Нет | Дa / Нет | ||
| Технологическая оснастка и металлообработка | Новодмитровская ул., 5А, стр. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Бонетти Опус Рус | Рязанский просп., 8А, стр. 24, Москва | +7 | ДА / Нет | Дa / Нет | |
| Первый завод крепежных изделий | ул. Вавилова, 69А, Москва | 8 | ДА / Нет | Дa / Нет | |
| Профиль | Кулаков пер., 6, Москва | ДА / Нет | Дa / Нет | ||
| ТПК К-Строй | 1-й Вязовский пр., 4, корп. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Трест Спецмашмонтаж № 7 | Олонецкий пр., 4, корп. 2, Москва | +7, +7 | ДА / Нет | Дa / Нет | |
| ТК Стальинтекс Трейд | Новосущёвская ул., 19Б, Москва | 8,,, +7 (495) 649-83-00,,, +7 (499) 973-38-97,,, +7 (499) 973-25-47, | ДА / Нет | Дa / Нет | |
| ГазСнабСтрой | Дмитровское ш., 163, стр. 6, Москва | +7, | ДА / Нет | Дa / Нет | |
| Грюнд | Зелёный просп., 3/10с15, Москва | +7,, +7 (495) 232-91-85 | ДА / Нет | Дa / Нет |
Штамповка деталей и изготовление штампов
Мы не упомянули о главном “действующем лице” штамповки из алюминия помимо станков. Это, конечно же, штампы — детали, придающие безликой заготовке необходимую форму. Они являются функциональными органами любого прессового станка. По сути, штампы — расходные материалы, которые со временем изнашиваются. Но перед тем как отправиться на переплавку, они способны выполнить тысячи однотипных действий.
Изготовление штампов для кузнечно-штамповочных производств — самостоятельная отрасль металлообработки. Передовые предприятия, в том числе и наш цех, готовы предложить заказчику выпуск не только типовых деталей, но и уникальных, созданных по индивидуальному проекту.
Испытание
Установка формы на станок ТермоПластАвтомат.
Испытания необходимо проводить на ТПА наиболее приближенных к оборудованию, на котором будет происходит литье. Из специалистов требуется специалист-наладчик.
- Оснастка надёжно закрепляется на прессе или литьевой машине. (важно соблюдать правильную установку)
- Отрегулируйте давления
- Объем впрыска, чтобы получить готовый продукт с удовлетворительным внешним видом.
- Иногда требуется доработка литниковой системы и системы выталкивани
В результате вы получаете:- время минимально возможного цикла литья;
режимы работы оборудования;
Размеры конечной детали, необходимо замерять после полной усадки, на отдельных пластиках это занимает до 24х часов.
Виды штамповочных технологических операций и оборудование
Холодная штамповка широко применяется для изготовления различных объемных корпусных и плоских, со сложной конфигурацией по периметру, деталей, отверстий. Технология штамповки включает операции:
- вырубка;
- прошивка;
- обрезка;
- гибка;
- вытяжка;
- отбортовка.
Для штамповки металла применяют инструмент и оснастку различного типа. В основном, это штампы, состоящие из двух частей:
- неподвижно закрепленная матрица;
- движущийся перпендикулярно плоскости разъема, пуансон.
Штамп для прошивки и вырубки может иметь прижимы, которые ползун опускает вместе с пуансоном. Они фиксируют заготовку, не давая ей сместиться.
Инструменты и приспособления для деформации деталей устанавливаются на специальное оборудование — прессы. Матрица с корпусом штампа закрепляется на столе неподвижно. Пуансон и другие элементы верней части инструмента двигаются вместе с ползуном станка. Зазор обеспечивают направляющие штампа. Они не дают смещаться деталям относительно друг друга, обеспечивают необходимый зазор.
Критерии тестирования пресс-формы
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.
Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).
Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Холодная штамповка алюминия цена
Во время процесса штамповки и обрезки по контуру деталь приобретает неровные грубые края. Избавиться от этого поможет современная процедура листовой штамповки. Этот метод довольно распространен при изготовлении автомобильных деталей, запчастей для космических объектов. Так, например, листовая штамповка алюминия проходит с учетом вытяжки листа металла и учета его будущих размеров. На холодную штамповку алюминия цена варьирует в зависимости от производителя. Заказывая различные штампы, необходимо обязательно сотрудничать с теми компаниями, что зарекомендовали себя надежными и проверенными. Деталь может быть выдана в срок, но при этом не совпадать точно по размерам. Компания Ferrito – это залог стабильности, качества и миллиметровой точности.
Холодная штамповка алюминия в Москве
Холодная штамповка алюминия в Москве доступна клиентам компании Ferrito. Здесь самые низкие цены и наиболее высокое качество изделий.Ferrito – это залог Вашего успеха. Здесь можно заказать не только различные металлопродукты, но услуги по гальванизации, резки, рубки, гибки металла и многое другое. Это и многое другое Вы найдете на страницах каталога. При желании оформить быстрый заказ в течение минуты довольно просто онлайн. Опытный менеджер перезвонит Вам и уточнит детали. Компания имеет в наличие собственное оборудование, что важно при выполнении срочных заказов. Компания Ferrito предлагает простые решения для сложных задач.
Автоматические штамповочные линии
Современные станкостроительные предприятия предлагают широкий выбор автоматических штамповочных линий и комплексов для решения различных задач. Станки представляют собой высокотехнологичное оборудование, изготовленное под руководством квалифицированных инженеров-технологов.
Современные комплексы оснащают системами ЧПУ с центральным сенсорным дисплеем, что сводит функции оператора к минимуму.
Штамповка металла – востребованная технология, которая позволяет производить детали с высокими эксплуатационными характеристиками. Как вы считаете, могут ли полуавтоматические станки конкурировать с числовым программным управлением или такое оборудование является устаревшим? Поделитесь вашим мнением в блоке комментариев.
Холодная штамповка алюминия купить
Изделия, изготовленные путем холодной штамповки алюминия, купить можно по хорошей цене у специализированных компаний. Компания Ferritoпредоставляет лучший товар по низким ценам. Здесь работают высококвалифицированные профессионалы. Каждая деталь отличается точностью и скрупулезностью производства. При объемной штамповке формообразующая деталь производится мастерами в соответствии с заданными заказчиком параметрами. Это очень важно при дальнейшем использовании алюминиевых деталей. Точность будущего штампа зависит от точности изготовленной матрицы.
Выбор материала
Для пресс-форм используют высокопрочные стали, способные выдерживать ударные нагрузки. Эти стали хорошо закаливаются и обладают высокой вязкостью. Чаще всего применяют 40Х13 и 5ХНМ. Для штампов выбирают прочные стали Ст45, Ст40Х, У8.
Для холодной штамповки применяют гидравлический пресс из-за разнообразия его конфигураций и небольшого расхода металла. Для вырубки и пробивки выбирают инструмент с большим ходом шайбы.
ВАЖНО! Стали У8А и 8ХФ не применяются для изготовления деталей пресс-форм. Сталь У10А тверда после термообработки, но изготовляемые с ее помощью детали придется подвергать дополнительной механической обработке.