В этой статье мы разберёмся, как делается торцовочная пила из болгарки, но при этом у вас будут варианты, где вы можете использовать свое устройство, как циркулярку или торцовку металлических профилей. По ходу рассказа я буду упоминать о деталях, какие понадобятся для резки пиломатериалов, а какие для стальных изделий. По сути, вы получите универсальный агрегат, который станет отличным подспорьем для домашней мастерской.
Из чего состоит токарный станок: основные узлы
В большинстве своём промышленные и бытовые токарные станки сходны. Разница заключается в функциональности, мощности и весе. На рисунке ниже представлено устройство типового токарно-винторезного станка. Основными узлами являются:
- станина;
- суппорт;
- передняя бабка (размещение коробки передач для регулировки скорости вращения и изменения величины крутящего момента);
- задняя бабка (для более устойчивого и надёжного поддержания заготовки или детали, зажатой в патроне (шпинделе), а также для установки свёрл, метчиков и прочих инструментов);
- резцедержатель.
Устройство токарно-винторезного станка
Станина
Одним из главных элементов является станина – массивная металлическая основа, на которой смонтированы все главные узлы и детали оборудования. Она должна быть достаточно прочной, а масса таковой, чтобы не позволить станку опрокинуться в процессе работы. Для напольного варианта добавляются массивные опоры (тумбы).
Станина токарного станка
Суппорт токарного станка
Суппорт токарного станка предназначен для передвижения вдоль, поперёк и под углом к оси шпинделя резцов, закреплённых в резцедержателе. Устройство имеет крестовую конструкцию, состоящую из трёх основных элементов: каретка, поперечные и резцовые салазки.
Суппорт токарного станка по металлу для дома
Изготовление своими руками передней бабки токарного станка
Передняя бабка является одним из наиболее сложных узлов токарного станка, особенно для самостоятельного изготовления. В ней располагается редуктор со шпинделем и блоком управления. Под кожухом передней бабки находится электродвигатель, который соединён ременной передачей со шкивом редуктора.
Самодельная передняя бабка в сборе с патроном
В данном узле расположен блок, состоящий из сменных шестерён, предназначенных для передачи и изменения скорости вращения шпинделя и крутящего момента с вала коробки подач. Можно купить переднюю бабку токарного станка или сделать её самостоятельно.
Гитара токарного станка
Задняя бабка токарного станка
Задняя бабка токарного станка по металлу является подвижной и предназначена для прижима заготовки к центру шпинделя. Один из элементов этого узла – пиноль, на которой установлен неподвижный или вращающийся центр, упирающийся остриём в обрабатываемую деталь. Заготовка устанавливается в патрон на шпинделе и подпирается задней бабкой. Таким образом, обеспечивается надёжное крепление детали для качественной её обработки.
Задняя бабка токарного станка по металлу
В заднюю бабку могут устанавливаться свёрла, метчики, зенкеры развёртки и т.п. При установке и перемещении на полозьях станины необходимо избегать резких и сильных ударов по корпусу узла, чтобы не допустить смещения центров.
Деталировка задней бабки
Изготовление своими руками резцедержателя для токарного станка
Резцедержатель предназначен для закрепления на суппорте токарного станка инструмента для обработки металлов и перемещается как в продольном, так и в параллельном направлении относительно заготовки. Существует два вида резцедержателей: двух- и четырёхпозиционные. В первом случае можно одновременно при помощи винтов установить два резца, а во втором − четыре, что позволяет быстро сменить при необходимости резцы, не останавливая токарный станок. Для быстрой смены резцов предусмотрена специальная рукоятка.
Резцедержатель токарного станка по металлу
Функциональный фронтальный фиксатор
Для фигурной обточки заготовка фиксируется между двумя зажимами, которые принято называть бабками. При этом на переднюю транслируется крутящий момент от электромотора, и потому собрать ее будет несколько труднее.
Передний фиксатор домашней токарной установки — это железное П-образное сооружение, между боками которого на подшипниках смонтированы вал и система шкивов. Корпус компонуется из сегментов толстого сталепроката.
Какие еще типы станков можно сделать?
Прежде, чем создавать свой токарный станок следует изучить те его разновидности, которые изобрели множество заинтересованных людей. Среди станков как самодельных, так и заводских выделяют следующие типы.
Токарно-фрезерный
Подобный станок является уже мощной модификацией предыдущих вариантов станков. Чаще всего токарно-фрезерный станок оснащен ЧПУ, потому что крайне сложно вручную управлять фрезером с высокой точностью. Однако подобный станок имеет право на существование и широко применяется в бытовых нуждах. Его конструкция состоит из:
- Станины.
- Электродвигателя для вращения передней бабки.
- Ручной фрезер, поставленный на направляющие, которое обеспечивают его движение вдоль оси вращения заготовки.
С копиром
Токарно-копировальный станок необходим при создании большого количества одинаковых изделий, чаще всего можно услышать о посуде и балясинах для лестниц.
Есть несколько вариантов изготовления копировального токарного станка: с фрезером, с циркулярной пилой и со стамеской. Все эти способы подразумевают использование лекала. Лекало – это профиль будущего изделия, который вырезается из фанеры небольшой толщины.
Вдоль токарного станка крепится поручень во всю длину заготовки. За токарным станком монтируется лекало. На поручне крепится фреза или резец, движения которого регулируются благодаря упору, идущему от резца, фрезы или пила к лекалу.
Таким образом, во время вращения бруска, режущий инструмент полностью с достаточной точностью повторяет силуэт профиля из фанеры.
Мини
Для многих бытовых нужд необязательно создавать агрегат внушительных размеров, способный вращать бревно радиусом 300 мм. Бывает достаточно станка с крайне простой конструкцией, в которой двигателем может выступать привод от старого магнитофона, питающегося через блок питания. Для станины подобного станка можно использовать доску 150*20 и длинной, которая зависит только от нужд умельца.
Для такого мини-станка ременная передача будет лишней, поэтому чаще всего передняя бабка крепится прямо на вал двигателя. А в качестве планшайбы служит головка от дрели или самодельный патрон с тремя зажимными винтами.
Задняя бабка изготавливается из бруска, в центре которого точно по высоте оси мотора сверлится отверстие для вала, в роли которого может выступать дюбель-гвоздь. Если обеспечить станок блоком питания с регулировкой выходного напряжения, можно получить агрегат регулятором оборотов.
Из электродрели
Электродрель можно найти практически в каждом дому. Плюсом станка с приводом от электродрели служит отсутствие необходимости покупать отдельный двигатель. Конструкция с приводом от дрели варьируется от самой элементарной, где дрель прикрепляется зажимами к столу.
Напротив монтируется задняя бабка с помощью пары уголков и гвоздя или заточенного винта, до более совершенной, в которой дрель служит источником вращающей силы, но не участвует непосредственно в процессе вращения заготовки. Второй способ бережет мотор от перегрева и срыва при перегрузках.
Из мотора стиральной машины
Представляет собой стандартную схему токарного станка с двигателем, прямой или ременной передачей, станиной и двумя бабками.
При устройстве токарного станка из мотора стиральной машины необходимо помнить, что двигатель бытового прибора разработан для циркуляции с несбалансированной нагрузкой, однако это не значит, что от задней бабки можно отказаться. Ее наличие обязательно особенно при работе с длинной и тяжелой заготовкой. Устройство подобного токарного станка просто реализовать в домашних условиях. Для этого необходимо:
Сварить или скрутить болтами две трубы из стали, на одном конце закрепить двигатель от бытовой техники. Между трубами закрепить брусок с возможностью передвигать его вдоль станины, на нем будет крепится уголок подручника. На противоположной стороне обустраивается задняя бабка в соответствии с инструкциями, изложенными выше.
Монтаж второго зажима
Предназначение заднего аналога заключается в поддержке подлежащего заточке условного цилиндра и предоставлении ему свободы для быстрого вращения. Чем прочнее удерживает заготовку задняя бабка, тем лучше будет конечный итог.
- Непременным условием грамотного монтажа второго зажима является соблюдение соосности с первым.
- Столкнувшись с большими сложностями на этом этапе, есть смысл существенно облегчить задачу, купив полностью готовый агрегат.
Заметно видоизменить инженерное решение позволит использование патрона электродрели. В нем зажимается вал, конец которого должен быть заострен.
Из чего состоит токарный станок
Типичная конструкция
Даже маленький токарный станок весит много, создаёт во время работы вибрации. Необходима надёжная станина (1), на которой закрепляют функциональные узлы и отдельные детали. Если предполагается создание напольного варианта, применяют надёжные опоры нужной длины. Итоговая высота рабочей области должна быть удобной для пользователя.
В следующем списке перечислены другие компоненты:
- В передней бабке (3) размещают коробку передач. Она предназначена для регулировки скорости вращения шпинделя (4), изменения величины крутящего момента.
- С обратной стороны заготовку поддерживает задняя бабка (6). Сюда же устанавливают при необходимости метчики, свёрла, другие инструменты.
- В стандартном режиме обработки резцы закрепляют в специальном держателе (5).
- Этот узел монтируют на суппорте (8). Для плавного перемещения по горизонтали применяют винтовой механизм, размещённый в фартуке (7).
- Коробка подач (2) приводит в действие ходовой вал.
Суппорт токарного станка
Устройство
Примечания к рисунку:
- каретка (1) и весь блок в целом (17) приводятся в движение ходовым валом (2);
- механизм перемещения подключают специальной рукояткой (15);
- эти салазки (3) обеспечивают свободу перемещения верхней части в поперечном направлении (12);
- она закреплена на поворотном узле (4) с продольными направляющими (5);
- резцы устанавливают в держатель (6);
- для закрепления этой детали/ инструментов применяют винты (7/8);
- рукояткой (9) можно безопасно перемещать резцы на расстоянии от рабочей зоны;
- крепёжный элемент (10) верхней части (11);
- для её точного перемещения в соответствующих направлениях применяют рукоятки (13, 14) с винтовым приводом;
- маховиком (16) перемещают суппорт вручную.
При детальном изучении этой части токарного станка по металлу необходимо учитывать повышенные нагрузки, которым она подвергается в процессе выполнения технологических операций
Надо обратить внимание на большое количество перемещающихся компонентов
Чтобы сохранить точность обработки, необходимы не только прочные детали. Постоянные регулировки помогут устранить люфт для компенсации износа. Испорченные уплотнители рекомендуется заменять на новые изделия.
Задняя бабка
Основные компоненты узла
Здесь и далее будем рассматривать несложные для самостоятельного воспроизведения проекты с уточняющими комментариями. Пример на рисунке точнее подходит для деревообрабатывающего оборудования. Чтобы длительное время работать с прочными заготовками, следует изготовить опорный башмак из стальной пластины.
В дополнение к стандартному оснащению пригодятся подобные сменные приспособления
С их помощью расширяют базовые возможности задней бабки. В авторских рекомендациях предлагается удалить часть стандартного крепления патрона (3). Это позволит увеличить рабочий ход инструмента, обрабатывать более крупные заготовки.
Особенности изготовления своими руками передней бабки токарного станка
Для изготовления самоделок применяют простые конструкторские решения
Здесь использован ременной привод (1), который отличается небольшой стоимостью, низким уровнем шума. Для ступенчатого изменения крутящего момента установлен двойной шкив (2). Чтобы продлить срок службы шпинделя (3), надо применить пару шариковых подшипников. При необходимости, в корпусе делают отверстия для периодической заливки смазки.
Как правило, токарный станок по металлу оснащают трёхкулачковыми патронами
Эти зажимы центрируются автоматически без дополнительной подстройки. Самостоятельное изготовление подобных узлов вызовет затруднения. Поэтому данный функциональный элемент передней бабки токарного станка купить можно в магазине.
Для обработки квадратных заготовок применяют модели с четырьмя кулачками
Как сделать резцедержатель для токарного станка своими руками
Основную часть держателя лучше сделать в разборном исполнении
Это позволит без лишних трудностей сделать ремонт. В отверстия с резьбой вкручивают болты, которые прочно фиксируют инструмент. Расстояние между пластинами определяют с учётом размеров резцов.
Сверху устанавливают рукоятку для быстрого поворота узла. Это приспособление позволяет оперативно менять инструмент для сложной последовательной обработки заготовок
Удобный поворотный столик
Остается сделать подручник, где во время работы будут разложены надфили, лобзики, наждачная бумага, рубанки и ножовки. Его очертания никак не регламентируются, однако он должен быть в полной мере комфортен.
Проектирование такого столика лучше проводить при участии того мастера, который станет главным пользователем точилки-автомата.
Наиболее оптимальный вариант — это поворотная подставка в форме трапеции. Ее вырезают из толстого железного листа, после чего монтируют на поворотном шарнире с большим углом двустороннего хода. Такой столик будет несложно двигать, чтобы приближать к себе напильники или отдалять их на какое-то время.
Конструктивные особенности отрезного станка
Чтобы станок прослужил долгие годы, его необходимо изготавливать из надежных материалов. Металлические элементы конструкции лучше делать из стальных сплавов, отличающихся особой твердостью. Работа готового оборудования в таком случае будет ровной и стабильной.
Платформу лучше выполнить из тяжелого, жесткого материала – многое здесь определяет последующее положение станка (будет ли он мобильным, либо стационарным).
Для обеспечения надежного крепления обрабатываемой заготовки можно смонтировать более сложную конструкцию, включив в нее в качестве элемента тиски.
Диск может иметь абразивную поверхность, если предполагается обработка краев металла от образовавшихся в ходе распила заусенцев. Таким диском удобно обрабатывать фаски.
Когда дело касается стационарных устройств, передачу лучше использовать зубчатую. Она гарантирует надежность соединения и хорошую производительность. Ременный вариант больше подойдет для мобильных устройств.
Классификация по способу подачи режущего элемента
В продаже имеется большое количество станков, перед приобретением, важно понять, как работает система подачи режущего элемента. Режущий элемент может подаваться следующими способами:
- фронтальная подача режущего диска;
- устройство с реализацией нижней подачи режущего элемента;
- конструкция, основанием которой происходит работа маятниковым способом.
Металлическое основание отрезного станка может быть напольным или настольным при использовании. В первом случае, устанавливается диск большего диаметра, что позволяет резать больший объем деталей. Настольное оборудование более мобильно, имеет сниженный вес.
Резцы разного калибра
Режущие насадки продаются в каждом крупном строительном супермаркете. При этом есть возможность купить как одиночные режущие детали, так и наборы.
При наличии обширного выбора резаков токарь создаст любые сложные и замысловатые конфигурации, включающие
- Канавки;
- Фаски;
- Конусы;
- Пунктиры;
- Окантовки;
- Волнистые линии.
Инструкция по изготовлению простого токарного станка своими руками
Поскольку каждый решает, как будет выглядеть его токарный станок, и какие он будет иметь размеры, дать точное описание изготовления всех деталей с указанием габаритов, допусков и посадок невозможно. Тем не менее, процесс постройки любого токарного станка состоит из одинаковых этапов.
Изготовление рамы. Как уже говорилось выше, массивную чугунную станину в домашних условиях изготовить невозможно. Поэтому её роль будет выполнять рама из швеллера или стальных профильных труб, которые нарезают по размерам, а потом сваривают согласно чертежу
Важно соблюдать правильность всех прямых углов, поэтому контроль при помощи угольника должен проводиться каждый раз при выполнении очередного стыка. Лучше всего работать на ровной, горизонтальной плите
Это даст возможность получить раму со строгой геометрией в горизонтальной плоскости. Можно обойтись без массивной станины, изготовив её из длинных валов в качестве направляющих.
На токарном станке изготавливают боковые стойки станины.
Собирают направляющие со стойками. При этом между боковыми опорными элементами устанавливают дистанционные втулки.
На направляющих монтируют втулки крепления задней бабки и резцедержателя. Необязательно делать их одинаковой длины. Одну деталь можно сделать короче другой, используя длинный элемент в качестве направляющего, а более короткий — для поддержки подвижных узлов. Такое решение позволит увеличить рабочий ход заднего центра.
Из стального листа толщиной 8 – 10 мм изготавливают площадки крепления пиноли и суппорта и крепят их к направляющим и удерживающим втулкам при помощи болтов диаметром 6 мм Особое внимание следует уделить крепёжным отверстиям, поскольку малейшая неточность приведёт к перекосу и заклиниванию подвижных частей станка.
Устанавливают ходовой винт. Можно выточить эту деталь из заготовки или использовать резьбовую часть от любого устройства, например, от стульчика с переменной высотой Обязательно позаботьтесь о том, чтобы в соответствующих отверстиях боковых стоек были установлены антифрикционные втулки из бронзы или латуни. На ходовой винт крепят нониус и штурвал.
Устанавливают площадку для крепления передней бабки, после чего сборку станины считают законченной. Из подшипниковой опоры, двух шарикоподшипников, главного вала со шкивами и шпинделя собирают переднюю бабку.
Из длинного винта, втулки с внутренней резьбой, металлопрофиля и рукоятки изготавливают заднюю бабку, после чего монтируют задний подвижный узел на станок. Контролируют и при необходимости регулируют соосность переднего и заднего центров. Собирают суппорт. Процесс его изготовления похож на сборку станины — направляющие оборудуют втулками, монтируют винт, нониус и малый штурвал. Из толстой металлической пластины и болтов диаметром 8 мм изготавливают резцедержатель, после чего устанавливают его на суппорт.
При помощи сварочного аппарата изготавливают подрамник электродвигателя, для чего используют металлические уголки или профильные трубы. Подрамник должен обеспечивать поднятие и опускание силового агрегата, иначе перебрасывать ремень с одного шкива на другой для изменения скорости шпинделя будет проблематично. Монтируют и подключают электродвигатель, после чего производят пробный запуск.
После того как токарный станок будет испробован в работе, его узлы и детали следует покрасить. Это прибавит вашему детищу привлекательности и не позволит коррозии испортить созданное своими руками оборудование.
Токарный станок в домашних условиях является универсальным оборудованием, которое допускается использовать и не по прямому назначению. В шпинделе можно закрепить полировальный или шлифовальный круг для заточки инструмента или чистовой обработки металлических деталей.
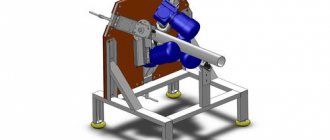
БОЛГАРКА ТОРЦЕВАЯ ПИЛА – ПОШАГОВЫЙ ХОД РАБОТЫ
Из листового металла толщиной 5 мм вырезал пластину размером 240×50 мм. К ней приварил скобу из железного прутка d 10 мм. К вершине последней приварил болт
Подобрал вал d 25 мм с уже просверленным сквозным отверстием (заготовку можно выточить из металлического прута). Нарезал метчиком внутри отверстия резьбу под болт на скобе. Накрутил вал на болт, чтобы проверить плавность хода. Затем к стенке вала по краям приварил две резьбовые шпильки М10. Чтобы они меньше «гуляли» при работе, между ними приварил металлическую полосу толщиной 5 мм
В основании (металлической пластине) разметил место, где будет уклон, он необходим для того, чтобы болгарка прилегала к пластине всем телом. В этой области наметил и просверлил отверстие так, чтобы оно совпало с отверстием под ручку на инструменте.
Зажав в тисках основание, молотком отогнул его край на нужный угол. Для надежности приварил пластину между шпильками к валу и выровнял сварку на наждаке. Чтобы крепить держатель к столу, вырезал две металлические пластины размером 100х50х 5 мм и просверлил в них отверстия под шпильки. Когда все детали были готовы, покрасил их
Из листа ДСП вырезал прямоугольную столешницу нужного размера. Отступив от края короткой стороны примерно 20 см, просверлил два отверстия. На шпильки накрутил по одной гайке и нанизал пластину, установил держатель на стол в отверстия, снизу нанизал еще одну пластину и накрутил еще по одной гайке. На основании закрепил болгарку Дополнительно к столу прикрутил направляющую, которую устанавливаю в двух плоскостях относительно круга болгарки — под углом 90 и 45 град. Можно приступать к резке.
На столешнице можно расчертить несколько углов и по меткам устанавливать направляющую. Для этого достаточно один (ближний к приспособлению) болт ослабить, а второй выкрутить. Развернуть направляющую на нужный угол и снова затянуть болты.
Станки для обработки металла
Для работы с металлом (особенно в мини цехах по производству металлоконструкций) используются самые разные станки и приспособления, и многие из них вполне можно сделать своими руками.
Для обработки металла делать станки из дерева своими руками нецелесообразно по той причине, что они попросту не справятся с нагрузкой.
Например, самодельный гибочный станок (чтобы делать полудуги и кольца) делают только из черного металлолома. Конструкция должна быть надежной.
Также дополнительно используется автомобильный гидравлический домкрат, так как силы рук, чтобы согнуть заготовку, однозначно не хватит. А с домкратом устройство становится по-настоящему функциональным.
Изготовить станок из дерева своими руками (а точнее только станину для него) для обработки/резки металла можно только в ряде случаев.
Например, это можно реализовать при сборке отрезного станка на базе маленькой болгарки. В данном случае основание изготовлено из ЛДСП (можно взять фанеру).
Но все равно, если будете делать станок для резки металла, то основание для него лучше сделать более надежное и прочное. Здесь не стоит экономить на материале — экономия может выйти боком.
Можно сварить простой каркас из профильной трубы с усилением в центральной части, а затем сверху приварить или прикрутить на болты подходящий по размеру металлический лист.
Гибочный станок для гибки прутков и полос из металла также нуждается в очень прочном основании.
Если бы вместо листа металла была дощечка из фанеры, то станок попросту не способен был бы справляться со своей задачей.
Поэтому делать станки из дерева своими руками для обработки металла можно только в тех случаях, когда нагрузка на основание (станину) будет незначительной. Например, сверлильная стойка или отрезной станок.
Опорная рамная основа
Станина представляет собой раму, позволяющую соединить все части в стройный механизм. Прочность и надежность такой опоры напрямую определяют устойчивость и долговечность всего приспособления. Лучше и проще использовать для изготовления каркаса стальной уголок, другим подходящим материалом является прямоугольный профиль.
В первую очередь необходимо произвести разметку габаритов собираемой автоматической точильной машины. Эти параметры определяются тем, для чего именно будет использоваться данный автомат. Как правило, подставка для квартирной или гаражной модификации не превышает в длину восьмидесяти сантиметров.
Проектирование и чертежи с размерами
Проектирование начинается с определения видов работ и размеров обрабатываемых заготовок. На основании этого намечаем габаритные размеры, мощность двигателя привода, длину станины. Необязательно вычерчивать все детали по ГОСТ. Достаточно технического рисунка всех деталей.
Рассчитать точки сверления, определить размеры сопрягаемых деталей. Отдельно надо разработать кинематическую схему и электрическую схему. В кинематической схеме определим межцентровые расстояния шестеренок или шкивов коробки передач. Электрическая схема даст возможность правильно подключить электрооборудование.
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).
Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию
Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин
(смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин–1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин–1), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Ручная электропила
Ручная дисковая электропила из болгарки получается заменой стандартного режущего диска на диск по дереву.
Правда, такой вариант пригоден для коротких разрезов листовых материалов или отреза тонких реек. При большой длине распила или на толстых брусках существует опасность перекоса диска, заклинивания его. Удержать пилу будет гораздо легче, если рукоятку расположить не перпендикулярно оси инструмента, а сделать продолжением корпуса.
Защитный кожух удалять не рекомендуется, так как он предохранит от попадания опилок в лицо.
Народные умельцы изготавливают также ручную цепную пилу из болгарки. Правда, такой инструмент опасен для пользователя: отсутствие стопора цепи может привести к непредсказуемым последствиям. Кроме того, цепь не смазывается, что приводит к ее быстрому износу.
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).
Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию
Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин
(смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
В целом, если вы занимаетесь сборкой металлоконструкций на месте и располагаете автотранспортом, или торгуете металлопрокатом (либо древесным длинномером) с порезкой в размер от заказчика, то вам нужно делать станок с отдельным приводом. Если же торцовка и порезка точно под углом для вас не каждодневная необходимость, то лучшей будет отрезная станина для болгарки.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин–1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин–1), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.