Мы проконсультируем вас по любым вопросам!
Горячая штамповка, которая предполагает деформирование металлической заготовки в нагретом состоянии, используется для того, чтобы изменить не только конфигурацию этой заготовки, но и ее размеры. Чаще всего такая технологическая операция применяется для того, чтобы изменить геометрические параметры не в одной плоскости, а в нескольких измерениях. В таких случаях эта процедура носит название «горячая объемная штамповка».
Горячая штамповка обычно применяется в массовых производствах, где требуется большой объем работ
Гидравлические прессы
На гидравлических прессах штампуют крупногабаритные поковки, которые невозможно получить на другом кузнечном оборудовании из-за его недостаточной мощности, и поковки, для штамповки которых необходим большой рабочий ход (при глубокой прошивке). Штамповочные гидравлические прессы (рис. 5) могут создавать усилие 12,5. . .750 МН. Принцип их действия не отличается от принципа действия ковочных гидропрессов, но штамповочные прессы имеют более жесткую конструкцию, снабжены выталкивателями, механизмами для установки и смены штампов и др.
Рис. 5. Крупный горячештамповочный пресс Нижнекраматорского машиностроительного завода
Штамповка как востребованная промышленная технология
Более 20 % металла, изготавливаемого на предприятиях нашей страны, подвергается штамповке. Достаточно сложно найти какой-либо технический механизм или производственную машину, в которой бы не использовались штампованные изделия. Детали, получаемые по технологии ГШ, в современной летательной, железнодорожной, автомобильной технике составляют от 60 до 80 % от общего веса самолетов, локомотивов, транспортных средств. Кроме того, описываемая методика незаменима для выпуска разнообразных бытовых предметов, метизов, скобяных изделий, всевозможных инструментов.
Азы технологии горячей штамповки металла были открыты Василием Пастуховым – оружейником из Тулы. Он делал многие элементы оружия именно штамповкой, применяя для этих целей несложные штампы и вертикальный винтовой пресс. Разработанная Пастуховым методика была внедрена на Тульском комбинате в 1819 году. В наши дни ГШ является хорошо изученным и «обкатанным» процессом, который практически полностью заменил собой операции свободной ковки.
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.
Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
Удлиненные
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Дисковые
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.
Прогрессивные способы штамповки листового металла
Существует несколько инновационных методов холодной штамповки:
- Обработка жидкостью. С помощью высокого давления и жидкости происходит деформация металла. В итоге он принимает форму матрицы. Этот способ используют для изготовления полых, продолговатых деталей.
- Штамповка взрывом. Чтобы изменить форму металла, используются взрывчатые газы (гексоген, метан, пропан). Благодаря взрыву создаётся высокое давление. Из-за этого изначальная заготовка принимает форму подготовленного заранее штампа. Давление, которое создают взрывчатые газы, позволяет производить детали большого размера и сложных форм. Главное преимущество такой обработки — минимальные затраты на обработку заготовок и исключение необходимости приобретения дорогостоящего оборудования.
- Обработка резиной. Этот способ используется только для обработки тонколистового металла (до 2 мм).
- Электрогидравлическая обработка. Особенность этого метода в том, что электрический заряд большого напряжения является энергоносителем. Разряд проходит по жидкости и вызывает ударную волну. Под воздействием давления изменяется форма заготовки. Ключевые преимущества этого метода — высокая точность и малые затраты энергии на производственный процесс.
Каждый год появляются новые технологии обработки металлов, которые экономичнее и производительнее старых.
Электрогидравлическая обработка
Штамповочные ручьи
При обработке предварительно нагретых изделий из стали, как и при горячей штамповке латуни, применяют штамповочные ручьи, которые могут быть:
- протяжными (с их помощью увеличивают длину отдельных участков обрабатываемых деталей: по той части заготовки, которую необходимо удлинить, наносятся частые, но несильные удары, одновременно выполняется кантование обрабатываемой детали);
- заготовительными (их целью является фасонирование обрабатываемой заготовки: металл перераспределяется в ее общем объеме для того, чтобы придать готовому изделию такую форму, которая обеспечивает минимальный отход материала);
- пережимными (их выполняют для уменьшения высоты отдельного участка заготовки с одновременным увеличением его ширины);
- подкатными (ручьи, в которых металл заготовки равномерно распределяется по ее оси, при этом увеличивается диаметр отдельных ее участков);
- гибочными (в них заготовка поступает с изогнутой осью, формируется поковка, угол изгиба которой составляет 90°).
К штамповочным ручьям, в которых изготовляемый элемент приобретает требуемую форму, относятся:
- предварительные, или черновые, в которых форма обрабатываемой заготовки максимально приближается к конфигурации поковки (особенности такого ручья, который может и не использоваться при выполнении горячей штамповки, заключаются в том, что он имеет несколько увеличенную глубину, также в нем, по сравнению с параметрами чистового изделия, увеличены уклоны и радиусы скругления);
- чистовые, в которых деталь приобретает конечную форму, но ее размеры увеличены на величину усадки металла при его остывании (поскольку в таких ручьях на заготовку необходимо оказывать максимальные усилия, располагают их в центральной части штампа).
Особенности ГКМ
Горизонтально-ковочная машина (ГКМ) имеет штампы, состоящие из разъемной гравюры. Гравюра имеет три части: неподвижную, подвижную (зажимную) и пуансон с разъемом в перпендикулярных относительно друг друга плоскостях.
Металлическую арматуру круглого или квадратного сечения вставляют в неподвижную матрицу, подвижная матрица прижимает ее, после чего пуансон деформирует заготовку, вдавливая в формообразующую полость.
После процедуры деформирования матрицы разжимаются, заготовку нужной формы вытаскивают либо она выпадает самостоятельно. Конечный результат достигается за несколько переходов в разных ручьях. В связи с тем, что штамп имеет три рабочие части, уклоны и напуски на поковки минимальны или отсутствуют вовсе. ГКМ отличаются малой универсальностью и дороговизной.
Горячая объемная штамповка нашла свое применение в таких отраслях промышленности, как машиностроение, а также в иных производствах, где требуется создание сложных по конфигурации деталей из стали, цветных металлов и их сплавов.
Технологические схемы штамповки
Из используемых на сегодняшний день схем выполнения горячей штамповки следует выделить только две.
Закрытая штамповка
Это технологическая операция, выполняемая в штампе, зазор между подвижной и неподвижной частями которого минимален. Горячую штамповку по данной методике можно выполнять на прессах, когда выступом оснащена верхняя часть штампа, а полостью – нижняя, или на молотах, когда полость находится в верхней части рабочего инструмента, а выступающая часть – в нижней. Применение штампов данного типа требует того, чтобы объемы поковки и готовой детали точно совпадали. Штампы закрытого типа могут иметь не одну, а две плоскости разъема, располагающиеся под прямым углом друг к другу.
Штамповка в одноручьевом закрытом штампе
Открытая штамповка
Между подвижной и неподвижной частями штампа для горячей штамповки открытого типа имеется специальный зазор, в который выдавливаются излишки металла, образующиеся в процессе его деформирования. Штампы открытого типа, что является их большим преимуществом, можно применять для поковок любого вида.
Схема штамповки в открытых штампах
Применение штампов закрытого типа также имеет свои преимущества, которые заключаются в следующем.
- Готовые детали отличаются более однородной внутренней структурой и высоким качеством наружной поверхности.
- За счет отсутствия облоя уменьшается расход металла.
- Можно производить изделия из металлов, отличающихся невысокой пластичностью, поскольку такая обработка осуществляется под воздействием высокого напряжения и неравномерного всестороннего сжатия.
Горячая объемная штамповка на молотах
Молоты относятся к кузнечно-штамповочному оборудованию динамического действия (см. рис. 3.14). Основные их недостатки заключаются в передаче сотрясений при ударах на близко стоящее оборудование, на конструкции здания кузнечного цеха и окружающих строений, в большом шуме и невысокой точности получаемых поковок. Несмотря на эти недостатки молоты в настоящее время достаточно широко применяются в промышленности, так как динамическое воздействие на заготовку эффективно в случаях штамповки поковок сложной формы, а также при обработке труднодеформируемых и жаропрочных сплавов.
Для горячей объемной штамповки в настоящее время применяют паровоздушные, механические и гидравлические молоты. Наибольшее распространение получили паровоздушные молоты. Ниже подробно разобраны процессы горячей объемной штамповки на молотах, КГШП, ГКМ, как наиболее распространенные в общем машиностроении. От характера работы машины-орудия зависят многие факторы технологического процесса, такие, как способ нагрева, конструкция инструмента (штампа), количество переходов штамповки и т. п. Поэтому в последующих параграфах рассмотрение процессов начинается с описания устройства и работы соответствующего оборудования.
Паровоздушный штамповочный молот двойного действия(рис. 3.32) работает по тому же принципу, что и ковочный, но имеет некоторые конструктивные отличия.
| . Рис. 3.32. Схема паровоздушного штамповочного молота: 1 – шобот; 2 — нижняя часть штампа; 3 – верхняя часть штампа; 4 – баба; 5 – стойка; 6 – шток; 7 – поршень; 8 – рабочий цилиндр; 9 – золотник |
. Если при ковке получают изделия простой формы, то при штамповке стремятся достичь максимального приближения формы поковки к форме готового изделия, и поковки получаются довольно сложными — с ребрами, выступами, полостями и т. п. Поэтому необходимо, чтобы удар был как можно жестче, т. е. максимальная доля энергии удара затрачивалась бы только на деформирование поковки. Это обеспечивается большой жесткостью падающих частей и большой массой шабота. Масса шабота штамповочного молота в 20 раз больше массы его падающих частей. Совмещение осей верхней и нижней частей штампа приштамповке обеспечивается наличием удлиненных регулируемых направляющих и креплением стоек молота непосредственно на шаботе. В процессе штамповки кузнец сам управляет молотом, нажимая на педаль или рукоятку. Паровоздушные штамповочные молоты изготавливаются по ГОСТ 7024—75 восьми типоразмеров с массой падающих частей от 630 кг до 25 т.
Для штамповки применяются также паровоздушные бесшаботные молоты с двусторонним ударом
(рис. 3.33). У этих молотов отсутствует шабот, а бабы движутся навстречу друг другу. В результате энергия удара почти целиком расходуется на деформацию поковки
ивзаимно поглощается бабами, не передаваясь на фундамент.
| Рис. 3.33 Схема паровоздушного бесшаботного молота с гидравлической связью баб: 1 верхняя баба; 2 , 5 – амортизаторы; 3 –плунжер; 4 – нижняя баба; 6 –шток; 7, 8 – плунжеры; 9 — компенсаторы; 10 – нижняя поперечина |
Верхняя баба 1 является ведущей. Перемещаясь вниз под действием давления пара или сжатого воздуха, она приводит в движение нижнюю бабу 4 через механическую или гидравлическую связь. При гидравлической связи нижняя баба 4 разгоняется силой давления жидкости в нижнем цилиндре. При движении верхней бабы 1вниз штоки 3давят па плунжеры 7, толкая их вниз. В результате жидкость (минеральное масло), находящаяся в замкнутом объеме, из боковых полостей корпуса нижней поперечины 10вытесняется в среднюю и перемещает плунжер 8 вверх, а через шток 6 и нижнюю бабу 4 вверх вплоть до соударения. К моменту удара нижняя баба развивает такую же скорость, как и верхняя. В местах соединения штоков с бабами имеются амортизаторы 2, 5, а гидроудары в жидкости смягчаются компенсаторами 9. Молоты такой конструкции обладают высокой надежностью и изготавливаются с энергией удара до 1 400 000 Дж, что эквивалентно паровоздушному молоту с массой падающих частей 70 000 кг. Главный недостаток бесшаботных молотов — невозможность штамповки в многоручьевых штампах, так как затруднено перемещение заготовки из ручья в ручей. Наилучшие результаты получаются при штамповке в одноручьевых штампах тяжелых заготовок осесимметричпых деталей — шестерен, фланцев,втулок и т. п.
Механические молоты не могут развивать большой энергии удара, в силу чего постепенно выходят из употребления, а гидравлические пока еще не нашли широкого применения.
Ковочные гидравлические прессы. См стр 56 — повтор Действие гидравлического пресса основано на законе Паскаля, по которому давление, производимое на жидкость, передается по всем направлениям одинаково. Принципиальная схема любого гидравлического пресса показана на рис. 3.34. Если два сообщающихся цилиндра наполнить жидкостью и погрузить в нее два плунжера (поршня), один из которых имеет площадь F
1
,
а другой
F
2
,
то небольшим усилием
Р
1, действующим на плунжер
3насоса с площадью F
1
,
можно создать большое усилие
Р
2,
с
которым плунжер
1 рабочего цилиндра пресса с площадью F2
будет деформировать обрабатываемую заготовку
2.
Плунжер
3насоса оказывает на жидкость давление р =Р
1
/ F
1
.
Это давление направлено к основанию плунжера
1 и создает силу Р
2
=рF
2
.
Сила
Р
2 будет во столько раз больше силы
P
1, во сколько раз площадь
F
2больше площади
F
1, т. е.
Р
2
=Р
1
F
2
/ F
1
.
Схема гидравлического ковочного пресса с индивидуальным насосным безаккумуляторным приводом показана на рис. 3.35. Рабочее усилие пресса создается жидкостью (водной эмульсией или минеральным маслом), подаваемой под высоким давлением (20—30 МПа) в рабочий цилиндр 1 от насоса 6через систему управления 5. Жидкость давит на плунжер 2, который передает усилие на подвижную поперечину 7. Последняя перемещается по колоннам 4,
жестко соединенным верхней и нижней неподвижными поперечинами
3и9.
При опускании поперечины
7жидкость из возвратных цилиндров 10вытесняется плунжером 11.
Заготовка деформируется бойками
8,
которые прикреплены к неподвижной
9
и подвижной 7 поперечинами.
Для подъема поперечины 7 после совершения рабочего хода жидкость под давлением подается в возвратные цилиндры 10,а из рабочего цилиндра 1вытесняется плунжером 2. Таким образом, поперечина совершает прямой и обратный ход. Прямой ход имеет два участка: ход приближения, при котором рабочий инструмент подводится к заготовке, и рабочий ход, при котором непосредственно деформируется заготовка. Остановка подвижной поперечины для выполнения вспомогательных операций (смены инструмента, перемещения заготовки и т. п.) называется технологической паузой.Конструктивное исполнение гидравлических прессов отличается большим многообразием и определяется их технологическим назначением и развиваемым усилием.
Молотовойоткрытый штампдля одноручьевой штамповки (рис. 3.36 ) состоит из нижней 5 и верхней половинок 7, которые в процессе работы испытывают динамические нагрузки. Во избежание быстрого разрушения каждая половинка делается в виде монолитного кубика из дорогой хромоникелевой стали. Для крепления к молоту обе половинки штампа имеют “ласточкины хвосты”, с помощью которых они вдвигаются в пазы на бабе и под штамповой подушке (штамподержатель) молота и закрепляются шпонками 10 и 12 и клиньями 4 и 8.
Шпонки служат для предотвращения относительного сдвига половин штампа. Они устанавливаются в выфрезерованные углубления хвостовиков бабы и штамподержателя. Последний служит для предохранении шабота 1 от износа и закрепляется на нем клином 2.
Размеры хвостовиков, клиньев, шпонок должны соответствовать ГОСТ 6039-71. Для перемещения (транспортировки) на боковых гранях половин штампа высверлены отверстия
6 и 11.
В каждой из половин штампа сделаны соответствующие форме поковки углубления, образующие ручей штампа, вокруг которого расположена облойная канавка. Плоскость, по которой соприкасаются половины штампа, называют поверхностью разъема,
а линию, проходящую по наружному контуру поковки в плоскости разъема, —
линией разъема.
Рис. 3. 36 Молотовой штамп и его крепление к молоту: 1 – шабот; 2,4,8 — клин; 3 – плита; 5- нижний штамп; 6,11 –грузовые отверстия; 10,12 — шпонки
В зависимости от формы поковки поверхность разъема может быть целой плоскостью или состоять из нескольких плоскостей; в последнем случае ее проекция на вертикальную плоскость представляет собой ломаную линию.
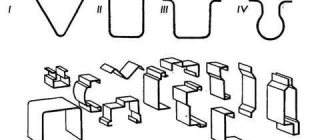
Количество ручьев штампа зависит от формы поковки. Чем сложнее поковка, тем больше ручьев. Изменение формы заготовки в одном ручье называется переходом штамповки (рис. 3.37, в
)
.
После каждого перехода форма заготовки приближается к форме поковки. Поэтому чем сложнее форма поковки, тем больше ручьев должен иметь штамп.
По назначению ручьи (рис. 3.37, г
)делятся на заготовительные и штамповочные. При штамповке из проката в заготовительных ручьях происходит перераспределение объема металла с целью приближения формы заготовки к форме поковки. В зависимости от характера перераспределения объемов металла заготовительные ручьи бывают протяжные — для протяжки (удлинения) заготовки; пережимные — предназначен для местного увеличения заготовки и незначительного перераспределения металла вдоль оси. Заготовку обрабатывают за один-два удара без кантовки и без перемены положения переносят в черновой или чистовой штамповочный ручей; подкатные— предназначены для местного увеличения площади поперечного сечения заготовки за счет уменьшения площади сечения соседних участков. Подкатку выполняют за несколько ударов с кантовкой заготовки вокруг продольной оси на 90° после каждого удара; гибочные— применяют для изгиба заготовки вдоль оси в соответствии с формой поковки в плане; формовочные — для придания заготовке формы, близкой к форме поковки. Вид заготовительных ручьев выбирают в зависимости от формы поковки. При штамповке поковок осадкой в торец заготовительный ручей называется площадкой для осадки.
Рис. 3. 37 Многоручьевой молотовой штамп для штамповки шатуна плашмя: а— поковка шатунапосле обрезки облоя; б — штамп; в — переходы штамповки: 1 — про-тяжка; 2 — подкатка; 3 — штамповка в предварительном ручье; 4 — штамповка в оконча-тельном ручье; г — ручьи штампа; 1 — протяжной; 2 — подкатной; 3 — предварительный (черновой); 4 — окончательный
В штамповочных ручьях происходит окончательное оформление поковки. Штамповочные ручьи бывают предварительные (черноые) и окончательные. Предварительные (черновые) ручьи применяются при штамповке поковок сложной формы во избежание быстрого износа окончательного (чистового) ручья. В предварительном ручье заготовка принимает форму поковки с несколько увеличенными размерами, за счет отсутствия облоя. Он распологается рядом с чистовым ручьем, не имеет облойной канавки и предназначен для максимального приближения формы заготовки к форме поковки с целью увеличения стойкости чистового ручья, улучшения его заполнения и уменьшения расхода металла. Заготовка из чернового ручья свободно укладывается в чистовой ручей.
После штамповки в окончательном ручье поковка приобретает заданную форму и размеры и имеет облой (рис. 3.37, в
).Канавка для облоя располагается в плоскости разъема штампа по периметру ручья. Окончательный штамповочный ручей располагается обязательно по центру штампа или как можно с меньшим смещением от него. Заготовительные ручьи располагаются по краям штампа и могут быть открытыми или закрытыми.
Если от одной заготовки штампуют несколько поковок, то на одном из углов штампа предусматривают отрубной ручей для отделения отштампованной поковки от прутка.
Положение плоскости разъема штампа должно обеспечивать свободный выем поковки из ручьев. С этой целью ручьи должны иметь наименьшую глубину и наибольшую ширину. Поверхность разъема должна быть плоской и пересекать вертикальные поверхности поковки, чтобы можно было легко обнаружить сдвиг одной половины штампа относительно другой. Если поковка несимметричная, то глубокие полости, бобышки, ребра должны располагаться в верхней части штампа, так как металл течет вверх лучше.
Чтобы облегчить удаление поковки из штампа, все вертикальные стенки ручьев делаются с уклонами, называемыми штамповочными. Угол наклона к вертикали на наружных поверхностях молотовых поковок составляет 7°, а на внутренних — 10°. Кроме того, как в штампах, так и на поковках предусматриваются радиусы закруглений в углах пересечений поверхностей, что предотвращает зажимы металла поковки в углах штампа и разрушение последнего вследствие концентрации напряжений.
Рассмотрим молотовой многоручьевой штамп с более широким набором ручьёв: чистовой ручей
(рис. 3.38,
а
); ч
ерновой ручей
(рис. 3.38,
б
), который располагается рядом с чистовым.; заготовительные ручьи:
протяжные открытый и закрытый ручьи
(рис. 3.38,
в, г)
предназначены для увеличения длины заготовки или ее отдельных участков за счет уменьшения площади поперечного сечения. Протяжку выполняют за несколько ударов с кантовкой заготовки после каждого удара.
Подкатные открытый и закрытый ручьи
(рис. 3.38,
д, е
)
Пережимный ручей
(рис. 3. 38,
ж
)
Формовочный ручей
(рис. 3.38, з) предназначен для придания заготовке формы, соответствующей форме поковки в плоскости разъема. Формовку выполняют за один-два удара без кантовки заготовки. Затем заготовку переносят непосредственно в чистовой ручей с кантовкой вокруг оси на 90°.
Гибочный ручей
(рис. 3.38,
и
)
Площадка для осадки
(рис. 3.38,
к
) предназначена для осадки заготовок в торец до требуемых высоты и диаметра . Ее располагают обычно в переднем левом углу штампа, ближе к нагревательной печи. Осадку выполняют за один или несколько ударов и применяют для получения поковок, имеющих в плане форму круга или близкую к нему. Иногда для лучшего центрирования заготовки в штамповочном ручье штампа осадку совмещают с выдавливанием или частичной прошивкой заготовки.
Отрубной ручей — нож (рис. 3.38, л
) применяют для отделения поковки от прутка и располагают в одном из углов штампа.
Для размещения клещевины (конца заготовки), захватываемой клещами, в штампе выполняют выемку, соединяющуюся с тем или иным ручьем. Необходимое число и сочетание ручьев в штампе определяются прежде всего формой поковки: чем она сложнее и больше отличается от формы заготовки, тем большее число ручьев в штампе требуется для ее изготовления. Расстояние между
ручьями выбирают с учетом штампа.
Штампы устанавливают на молот, совмещая простроганные на передней и боковой гранях обеих половин штампа две взаимно перпендикулярные плоскости, образующие контрольный угол (см. рис. 3.36). Молотовые штампы из-за ударного характера работы молота изготовляют цельноблочными и реже — с ручьевыми вставками.
Перспективна также штамповка на молотах в закрытых штампах. По сравнению со штамповкой в открытых штампах она позволяет экономить металл за счет устранения отходов на облой и клещевину, выполнять штамповку на молотах с меньшей массой падающих частей, исключить из технологического цикла операцию обрезки облоя.
Стойкость штампа зависит от массы падающих частей молота, на котором установлен штамп, и определяется количеством поковок, полученных на штампе в пределах допусков между двумя его ремонтами.
Объем заготовки Vзаг при штамповке на молоте представляет сумму объемов поковки Vпок объемов технологических отходов. Вид технологических отходов зависит от способа штамповки (плашмя или осадкой в торец). При штамповке плашмя технологические отходы складываются из облоя V
об,клещевины
V
кл,и угара
V
угКлещевиной называется часть заготовки, предназначенная для захвата губками клещей.
Таким образом Vзаг =Vпок +Vоб+Vкл+Vуг ,
При штамповке осадкой в торец клещевина в большинстве случаев отсутствует. При штамповке на молоте поковок для кольцевых деталей сквозное отверстие получить нельзя. С целью экономии металла и для облегчения последующей прошивки в поковках делают с двух сторон углубления (наметки). Между выступами штампа, образующими углубления (наметки), в поковке остается пленка,объем которой Vклучитывается в отходах.
В любом случае технологические отходы должны быть по возможности минимальными.
Перед штамповкой на молоте применяются различные способы нагрева. Для поковок с соответственно благоприятными размерами применяется безокислительный контактный нагрев. Экономически оправдано также применение пламенного нагрева в методических и полуметодических печах (автотракторная промышленность). В этом случае слой окалины составляет примерно 2 % от объема поковки. В силу динамического воздействия молота на заготовку окалина при первых ударах отделяется от заготовки и удаляется с плоскости разъема штампа сжатым воздухом, что предотвращает ее отрицательное воздействие на поверхность штампа и заштамповку в поковку. Дорогой индукционный нагрев при штамповке на молоте экономически не оправдан.
Штамповкой на молотах получают поковки самой разнообразной формы, преимущественно в открытых штампах, из самых разнообразных металлов и сплавов.
Особенности молотов и кривошипных прессов
В некоторых штамповочных цехах сейчас используются паровоздушные молоты, способные функционировать от воздуха и от пара. Данное оборудование считается устаревшим. Чтобы изготовить штампованную деталь на молотах, необходимо установить громоздкое оборудование, для фиксации которого обустраивают очень сложный и глубокий фундамент. Причем такой агрегат требуется монтировать в достаточно высокое производственное здание.
Паровоздушный молот в штамповочном цехе
Показатель полезного действия работы на молотах находится на уровне 2–3 %. Получается, что при штамповке сжигается большое количество угля, а отдача от процесса минимальная. Кроме того, на молотах могут работать исключительно опытные и физически сильные специалисты. При этом даже они вынуждены прилагать массу усилий, чтобы готовые изделия соответствовали требованиям, изложенным в техзадании на изготовление штампованных деталей. К достоинствам штамповки на молотах можно отнести то, что они дают возможность получать почти любые по конфигурации поковки на достаточно большой скорости.
Неплохой заменой громоздким молотам стали ГКШП – кривошипные прессы.
Кривошипный пресс для штамповки металла
Они функционируют не ударом (как это происходит при выполнении рабочих операций на молотах), а давлением. Такие агрегаты оснащаются электрическим двигателем, который приводит в движение ГКШП посредством системы валов, маховиков, шатунов, шестерен и муфт. Кривошипные установки штампуют изделия за одну операцию, что увеличивает их производительность в 1,5–2 раза по сравнению с изготовлением деталей на молотах.
К другим достоинствам ГКШП относят:
- минимальные допуски и припуски на получаемых изделиях (не требуется дополнительно выполнять механическую обработку штампованной продукции);
- достаточно высокий КПД их функционирования;
- безопасность осуществления рабочих операций.
Преимущества и недостатки процесса
Горячая штамповка имеет некоторые преимущества и недостатки относительно ковки.
Преимущества ГОШ:
- высокая производительность превышает ковку в сотни раз;
- выпуск готовых изделий сложной конфигурации;
- относительная простота работы специалиста и его более быстрое обучение необходимым навыкам;
- меньшее количество допусков и припусков, так как механической обработке подвергаются лишь соприкасающиеся поверхности деталей, а остальные поверхности имеют удовлетворительные геометрические параметры и шероховатость. После калибровки допуски составляют всего 0,05 мм.
Недостатками являются:
- масса готового изделия не превышает 3,5 тонны;
- высокая стоимость специального инструмента штампа в отличие от ковочного инструмента. Штамп производят на основе высококачественной стали, используется исключительно для определенного размера поковки;
- необходимость использования более мощного оборудования в связи с деформацией всей заготовки, а не ее части, что требует увеличения силы воздействия. А также стенки полости штампа испытывают давление при течении металла, что сказывается на его износостойкости.
Горизонтально-ковочные машины.
На этих машинах выполняют горячую высадку различных деталей (типа стержня с утолщением, со сквозным отверстием, с глухой полостью, сложной конфигурации и т. п.) из пруткового материала или труб в многоручьевых штампах. Конструкция штампов позволяет осуществлять также пробивку отверстий, обрезку по контуру, отрезку от прутка и т. д. Горизонтально-ковочные машины различают с разъемом матриц в вертикальной и горизонтальной плоскостях.
Общий вид и кинематическая схема горизонтально-ковочной машины с вертикальным разъемом матриц представлены на рис. 48, а, б. Электродвигатель 1 через клиноременную передачу 2,маховик 3 и муфту включения 4 приводит во вращение приводной вал 17. Этот вал передает вращение коленчатому валу 22 посредством малой 16 и большой 21 шестерен. Коленчатый вал охватывает шатун 20,который приводит в возвратно-поступательное движение главный ползун 19. На коленчатом валу насажен эксцентрик 23, приводящий в движение боковой ползун 5. Последний, передвигаясь вперед, двигает систему рычагов 6, 7 и 8,связанных с зажимным ползуном 9.
Таким образом, поворот коленчатого вала вызывает поступательное движение бокового 5 и зажимного 9 ползунов; почти одновременно с ними происходит рабочее движение (движение вперед) высадного или главного ползуна 19.
С высадным ползуном через систему рычагов и роликов связан передний упор 13. При исходном положении ползунов 19 и 5 (это положение изображено на рисунке) упор 13 опущен в штамповое пространство и находится между пуансоном 14 и половинами 11 и 12 матрицы. Подаваемая вперед нагретая заготовка соприкасается с упором. Как только ползуны начинают двигаться вперед (рабочий ход), упор 13 при помощи рычага 15 начинает подниматься и выходит из штампового пространства. Зажимной ползун 9, опережающий высадочный ползун 19,зажимает заготовку между половинами 11 и 12 матрицы, после чего высадочный ползун пуансоном 14 ударяет по торцу заготовки.
После высадки происходит обратное движение ползунов, поковка освобождается и штамповщик убирает ее или перекладывает в другой ручей.
Горизонтально–ковочная машина имеет холостой и рабочий ходы. Холостой ход начинается включением электродвигателя, когда вращается только шкив 3,но муфта 4 выключена; тормоз 18,находящийся на правой стороне приводного вала 17,удерживает приводной вал от вращения. При нажатии педали 10 сжатый воздух поступает в муфту и включает ее, что ослабляет затянутые ленты тормоза и приводит к вращению приводной вал. Одновременно поступающий воздух в тормоз 18 освобождает затянутые ленты тормоза, и вращение с приводного вала передается на коленчатый вал.
Производительность горизонтально-ковочных машин высокая (400-900 поковок в час).
На отечественных заводах горизонтально-ковочные машины изготовляют усилием 1-31,5 МН (100-3150 т) с числом ходов 95-21 в минуту.
Для шамповки на горизонтально-ковочных машинах применяют заготовки диаметром 20-270 мм и массой до 100 кг.
Дата добавления: 2014-02-05; 6565; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
Горизонтально-ковочные агрегаты – гарантия эффективной штамповки
Самыми производительными и экономически целесообразными в эксплуатации агрегатами для ГШ являются горизонтально-ковочные машины (ГКМ). Их применяют при производстве всевозможных деталей, которые требуют переходов от одной технологической операции к другой (прошивка, высадка, отделение части прутка-заготовки, выдавливание, пережим).
Изготовление деталей на ГКМ обеспечивает:
- отличное качество продукции;
- уникальную производительность и экономичность ГШ;
- высокую точность получаемых поковок;
- отсутствие дефектов (заусенцев и других) на деталях.
ГКМ могут иметь два варианта плоскости разъема матриц – горизонтальную и вертикальную. Основной характеристикой таких агрегатов считается величина усилия (номинального) на ползуне станка. Все без исключения параметры современных отечественных ГКМ устанавливаются Госстандартом 7023–90.
Стандартный горизонтально-ковочный агрегат работает по далее указанной схеме:
- в станину ГКМ крепится матрица подвижного типа, к которой прижимают заготовку;
- начинается движение ползуна установки и высадка пуансоном металла (ручьи штампа заполняются по конфигурации изделия, которое нужно получить в результате штамповочной операции).
Стандартный горизонтально-ковочный агрегат
На ГКМ обычно изготавливают детали, которые в середине либо на торцах располагают утолщениями определенных размеров. Также на этих машинах производят широкую номенклатуру изделий, отделяемых от исходной заготовки по технологии прошивки отверстий. К таковым относят фланцы, гайки, кольца.
Штампование поковок на ГКМ характеризуется технологическими операциями, которые отличаются от процедуры ГШ на прессах и молотах. Молотовые изделия имеют более высокие припуски на механическую обработку, чем детали, получаемые на ковочных агрегатах. Кроме того, поковки с горизонтальных установок требуют меньших трат металла, у них нет облоя и штамповочных уклонов. Последние всегда присутствуют при штамповке на молотах. При массовом и крупносерийном выпуске изделий одного типа по указанным выше причинам всегда следует использовать ГКМ.
Инструменты и оборудование
Штамповочное производство холодным и горячим методами требует наличия ряда инструментов и приспособлений. Применяемое для штамповки оборудование условно делится на основное и вспомогательное.
К первой группе инструментов причисляют штампы, разделяющиеся, в свою очередь, на ковочные для изготовления изделий и обрезные для ликвидации заусенцев после штамповки.
Все они предназначаются для создания исключительно заданной детали, но иногда можно встретить и варианты со съемными частями и блоками, которые позволяют выполнить переналадку.
Штамповочный инвентарь для горячей технологии производится из высококачественной легированной инструментальной стали, потому что на изделия в процессе эксплуатации оказывается высокое механическое давление и термическая нагрузка.
Но это довольно дорогой материал, поэтому для экономии денежных средств штампы производят со вставками из более дешевых металлов.
Холодная штамповка металла предполагает использование оборудования, работающего при высоких удельных нагрузках и обеспечивающего высокую точность форм и размеров изделий. Оно характеризуется высокой производительностью и увеличенным рабочим ходом, так как обладает высокой жесткостью конструкции.
Процесс получения объемных штампов.
Kо второй группе инструментов и приспособлений для осуществления штамповки относят:
- приспособления, позволяющие осуществить доставку и загрузку металла в печь, его подачу от печи к молоту и передачу заготовок от одного молота к последующему;
- инвентарь для подачи заготовок под штамповочный пресс с их последующим перекладыванием из одного ручья штампа в другой;
- инструменты для удаления поковки из штампов после изготовления;
- измерительные приборы и шаблоны для осуществления периодического контроля отштампованных поковок.
На заметку! В конструкции штампа необходимо иметь такие эксплуатационные параметры, чтобы она позволяла менять форму заготовки согласно конкретным требованиям, прочно фиксировалась на оборудовании, предоставляла возможность сохранить точность ее установки и комфортабельную транспортировку.
Для обработки деталей из металла методом горячей объемной штамповки потребуется следующее оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные агрегаты.
Самые распространенные варианты сегодня ‒ это паровоздушные молоты с двойным действием и простые приводные фрикционные молоты. Они работают за счет ударно-деформирующего воздействия на металлозаготовку.
Высококачественное перераспределение металла можно обеспечить при условии одновременного регулирования хода подвижных деталей и силы удара в сочетании с кантованием заготовки. Отметим, что молоты причисляются к категории довольно недорого штамповочного оборудования.
Также при горячем штамповании часто используются кривошипные прессы с жестким приводом, не позволяющим изменять направление ползуна.
Изготовленные с помощью прессов поковки отличаются большей точностью за счет жесткого хода. Это сводит к минимальной вероятности риск появления припусков на механическую обработку.
Недостаток такого оборудования заключается в необходимости проводить предварительную очистку заготовки от окалины, иначе она вжимается в тело поковки.
При соприкосновении разогретого металла со стеночками пресса происходит остывание заготовки из-за большого количества времени, потраченного на процесс деформации.
Тонкости изготовления штампов
Специальные ручьевые формы для штамповки эксплуатируются при повышенных напряжениях и высоких температурах. Естественно, это становится причиной их быстрого износа за счет снижения начальной стойкости, под которой понимают число поковок, произведенных посредством штампа до того момента, как он вышел из строя. Уровень стойкости формы для ГШ зависит от марки стали, используемой для изготовления штампа, качества его отделки и конструкции, сложности ручьев.
Сырьем для производства штампов обычно служат высоколегированные стали(5ХНТ, 5ХНВ). Формы из них долго не изнашиваются, так как обладают высокой прочностью и проходят специальную обработку механического типа на фрезерных, строгальных и токарных станках.
Изготавливаются штампы по достаточно сложной схеме, включающей в себя выполнение ряда трудоемких операций:
- отливки либо ковки – подготовка заготовки;
- обработка на металлорежущем оборудовании – увеличение прочностных характеристик;
- закалка (термообработка при определенной температуре) и отпуск;
- доводка.
Штампы для работы на ГКМ и ГКШП, а также на молотах выполняются из двух частей, в каждой из которых есть ручьи. При соприкосновении они формируют полость, идентичную форме изготавливаемой детали. Нижняя часть штампа монтируется в неподвижном механизме пресса или в специальном держателе, верхняя устанавливается в бабке штамповочного агрегата.
Штамп для работы на ГКМ и ГКШП
Сложные изделия производятся в многоручьевых формах. Если ручьи в них делают глубокими, требуется выполнять их обработку мазутом, который при испарении в процессе штамповочной операции формирует газовую смесь. Она расширяется и делает процедуру выемки готового изделия из ручья намного более простой и быстрой.
Заготовки под ГШ нагревают в разных видах печей – газовых, угольных, электрических и нефтяных. При этом всегда стремятся к тому, чтобы на поверхности форм не происходило окисление (не появлялась окалина). На некоторых современных предприятиях штамповочные заготовки нагревают на высокочастотных агрегатах. Подобные установки исключают вероятность пережога изделий, позволяют полностью автоматизировать операцию нагрева и предотвращают развитие окислительных процессов.