Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Как сделать отверстие в металле без дрели — Справочник металлиста
Обработка металла производится не только в промышленных условиях. При выполнении ремонтных работ на автомобиле, изготовлении конструкций на приусадебном участке или проведении ремонта жилища, необходимо сверление отверстий в металле. В домашних условиях чаще всего применяется ручная дрель. Этот универсальный инструмент требует определенных навыков работы с твердыми изделиями. Можно приобрести, или изготовить самостоятельно станок для сверления отверстий в металле, однако это не дешевое удовольствие.
Подбор сверл для сверления металла
Для производства отверстий в металле необходимы сверла. Они представляют собой стержни, изготовленные из сплава, который должен быть тверже материала заготовки. Такие приспособления делают из стали с обозначением HSS – марки Р18, Р6М5, Р9 (быстрорежущая сталь) либо используют твердые сплавы, специально созданные для работы с твердосплавными, закаленными деталями. Их марки ВК и Т5К10.
Сверла состоят из трех основных частей:
- кромок, которые предназначены для проникновения в отверстия и снятия тонкого слоя обрабатываемого материала;
- спиральной нарезки, предназначенной для извлечения из отверстия стружки;
- хвостовика, используемого для закрепления сверла в инструменте.
Для начала остановимся подробно на режущих кромках. Они представляют собой сходящиеся на вершине скосы, образующие перемычку. Угол схождения скосов, называемый главным, различается и зависит от выбранного режима обработки заготовки и ее материала.
Величина угла стандартизирована:
- для нержавеющей и твердой стали угол должен быть от 135° до 140°;
- для конструкционной стали – 135°;
- для алюминия, латуни и бронзы – от 115° до 120°;
- для меди – 100°;
- для чугуна – задний угол 120°, а угол заточки кромки – 90°.
Сверло имеет две кромки, которые заточены под углом от 20° до 35°. Они определяют остроту инструмента. Угол кромки называется задним. Касание сверла поверхности заготовки происходит в соответствии с данным параметром. При этом за ним будет свободное пространство. Данная форма позволяет легко снимать и откидывать стружку с места работы. Угол может быть разным, иногда он составляет до 90°. Увеличение его значения необходимо для обработки хрупких заготовок из таких материалов, как латунь, чугун, бронза.
Спиральная нарезка – это канавки, помогающие отводить стружку. Каждая из них имеет свою кромку. Их плоскости всегда расположены параллельно оси вращения сверла. Такая кромка имеет название «ленточка». Ее задачей является зачистка стенок изготавливаемого отверстия с центровкой сверла.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Читайте также: Как сделать БЖД-куклу своими руками
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.
Технология и методика сверления нержавеющей стали
Первое и самое важное, что нужно запомнить: сверлить нержавейку нужно только с использованием охлаждающей смазки и специальными сверлами. Что касается толщины материала, подвергаемого обработке, здесь технология предусматривает следующее:
- Нержавейку, толщина которой находится в пределах 1–2 миллиметров, можно просверлить обычными сверлами по металлу. В этом случае угол заточки инструмента должен соответствовать 120 градусам, а обороты электродрели не должны превышать 100 в минуту.
- Миллиметровый и более тонкий слой нержавейки лучше просверлить оснасткой ступенчатого типа. Она обеспечивает ровный канал, где нет заусенцев и задиров на кромке.
- Получение отверстий в нержавеющей стали с толщиной более 6 мм лучше проводить специализированными резцами в два этапа. Вначале нужно просверлить металл тонкой оснасткой с диаметром в 2–3 мм, а затем довести до нужного диаметра финишным сверлом.
Если стружка нержавейки начинает приобретать темные оттенки и становится мелкой, это сигнализирует о том, что режущие кромки затупились и перегреваются. Работать в таком режиме нельзя.
Как правильно сверлить металлические изделия
Одним из самых важных параметров с высверливании отверстия является острота сверла. Если вы приобрели одно из самых дешевых сверл, оно может оказаться тупым и вовсе из мягкого металла, который не даст вам сделать и пару отверстий.
Насколько быстро будет срезаться и тупиться наконечник сверла, зависит скорость сверления, твердость металла, усилия прилагаемого на сверло, и охлаждения.
- При сверлении больших отверстий, предварительно нужно сделать отверстия меньшего диаметра. Так процесс будет намного быстрее, и сверла не будут так быстро тупиться.
- Для точной центровки отверстия, нужно воспользоваться керном, и накернить центр отверстия перед сверлением.
- Для охлаждения рабочей части сверла, нужно воспользоваться машинным маслом. Просто опустите рабочую часть сверла в емкость с маслом. Периодически повторяйте эту операцию. Можно использовать мыльную воду для охлаждения(за счёт снижения силы трения).
- При высверливании глубоких отверстий периодически доставайте сверло и освобождайте его от стружки.
Как сверлить листовой металл
При работе с листовым металлом особых трудностей возникнуть не должно, даже при высверливании отверстий большого диаметра. Единственное, нужно под место сверления подкладывать деревянный брусок, он поможет снять стружку. Когда вы чувствуйте, что почти просверлили металлический лист-уменьшите давление на сверло, это так же поможет уменьшить вероятность возникновения заусенец.
Как правильно делать отверстия в трубах
Основной проблемой при высверливании отверстий в круглых трубах, является сложность перпендикулярного сверления. Это означает, что отверстие с которого началось сверление, не соответствует выходному. Что бы решить эту проблему, нужно применять сверлильный станок, или специальные направляющие, которые можно сделать самому или приобрести готовые.
Как сверлить алюминий
Кто работал с алюминиевыми деталями, знает, что это мягкий металл. Основная проблема при сверлении алюминия, заключается в обильном обертывании стружкой сверла. Из-за этого сверло перестает сверлить и застревает в металле. Что бы избежать этого, нужно чаще доставать сверло из отверстия и снимать стружку.
Как сверлить нержавейку (нержавеющую сталь)
Нержавейка относится к легированной стали, выполнять сверление который не простое дело. Для того, что бы сверление было комфортное, желательно выбирать сверла с кобальтовым наконечником. Сверлить нержавейку нужно на минимальных оборотах, а именно 100-200 оборотов в минуту. Такие обороты дают нужную скорость реза нержавейки и хорошее качество. Если на вашем инструменте нет регулировки оборотов вращения, стоит нажимать кнопку периодически на секунду-две, что не даст быстро разогнаться сверлу.
Если нужно сделать отверстие большого диаметра, нужно применять коронки по металлу, которые дают возможность сверлить только по наружному диаметру отверстия.
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.
Чем и как сверлить глубокие и большие отверстия в металлических деталях
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
- Особенности создания
- Приспособления для дрелей
- Особенность глубоких отверстий
- Особенность отверстий большого диаметра
- Сверление без лишних хлопот
- Конусное сверло
- Коронка по металлу
- Пресс для отверстий
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Работа с некоторыми видами металла
- При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
- Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
- В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!
Заключительные рекомендации по сверлению металла
В заключении важно отметить необходимость соблюдения правил техники безопасности, а также недопущения появления брака и ускоренного износа инструментов. Дадим несколько полезных советов:
- Перед началом сверления всегда проверяйте закрепление всех частей инструмента и заготовок.
- Одежда должна быть удобной и не иметь частей, которые могут попасть во вращающиеся части станка. Обязательно использование защитных очков.
- Соприкосновение с заготовкой должно быть только при вращении сверла. В противном случае произойдет быстрое его затупление.
- Обратное движение сверла при его вынимании из отверстия должно происходить с дрелью, включенной на малые обороты.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Технология сверления и рассверливания отверстий
Сверление по разметке
Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали.
В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г).
Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Мощность и обороты при работе с металлом
Немаловажным фактором, является выбор инструмента, а именно перфоратора, дрели или шуруповерта, которым буду выполняться отверстия в металле. Если вы будете пользоваться дрелью с мощностью до 700Вт у вас не получится сделать сразу большого отверстия. Ручная дрель мощностью до 700Вт лучше всего использовать для высверливания отверстий диаметром до10-13мм.
Важно правильно выбрать обороты дрели или шуруповерта. Ведь при высоких оборотах, ваше сверло просто-напросто сгорит. Так вы его испортите.
Производить сверление металла нужно на низких или средних оборотах, не превышая 500-1000 оборотов.
Чем больше диаметр сверла, с которым вы работаете, тем меньшую скорость нужно выбирать.
Как просверлить нержавейку. Советы по выбору сверла для нержавейки
В промышленности и повседневной жизни широкое применение нашли детали и предметы, изготовленные из нержавеющих сталей. Нержавейка распространена благодаря своим антикоррозионным свойствам. Стойкость к коррозии значительно продлевает срок службы машиностроительных деталей, строительных металлоконструкций, сантехнических элементов и бытовых предметов. Кроме того большинство марок нержавеющих сталей отличаются высокой твердостью, прочностью и одновременно вязкостью материала. Эти свойства положительно влияют на эксплуатационные характеристики изготовленных из них элементов, но затрудняют их обработку.
Часто в процессе работы с деталями из нержавеющей стали возникает необходимость получения в них отверстий. Просверлить отверстия в нержавейке несколько труднее, чем в обычных нелегированных или слаболегированных сталях. В статье ниже разбираем, как просверлить отверстие в нержавейке.
Приспособления для облегчения процесса
Смазочно-охлаждающую жидкость используют во многих видах обработки металла резанием. Чаще всего ее используют при глубоком сверлении для снижения сил трения и стабилизации температуры рабочего инструмента. Качественная жидкость не вызывает коррозию поверхности, безопасна для человека, не обладает неприятным запахом и прекрасно отводит тепло.
В качестве смазки для сверления металла в домашних условиях используют:
- Технический вазелин – для мягких материалов.
- Мыльный раствор – для алюминия.
- Скипидар со спиртом – для силумина.
- Смесь масел – для инструментальных и легированных сталей.
Некоторые мастера предпочитают использовать универсальный состав, который включает в себя хозяйственное мыло (200 г) и моторное масло (20 г). Компоненты смешивают и кипятят до получения однородной эмульсии.
Использование смазочно-охлаждающих жидкостей промышленного производства позволяет повысить скорость сверления различных сортов металла. Например, при обработке нержавейки производительность увеличивается на 30 %. Для чугуна этот параметр увеличивается до 40 %.
Какое сверло лучше использовать
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Как и чем сверлить глубокие отверстия
Сверление глубоких отверстий в металле отличается высокой сложностью. В качестве рабочего оборудования специалисты рекомендуют использовать станки, в которых сверло является неподвижным элементом, а заготовку приводят во вращение. В процессе выполнения работ необходимо использовать СОЖ. Смазка для сверления обеспечит отвод тепла и позволит осуществлять обработку с большей производительностью.
Необходимо следить за своевременным удалением побочных продуктов сверления. Они способны закупорить каналы и привести к поломке сверла. Небольшую заготовку можно просто перевернуть – стружка под действием силы тяжести выпадет из отверстия. Для массивных деталей существуют специальные приспособления с магнитными наконечниками.
Для домашних работ лучше приобрести направляющие для дрели. Это удобный опорный механизм, который неподвижно фиксирует инструмент, что позволяет сверлить отверстия с высокой точностью.
При отсутствии направляющей необходимо внимательно следить за перпендикулярностью расположения сверла. Малейшее отклонение способно сломать инструмент или повредить обрабатываемую деталь.
Как проделать нужное отверстие
Чтобы просверлить отверстие в металле, прежде всего необходимо надежно закрепить заготовку. Если деталь обладает хорошей массой, бывает достаточно просто расположить ее на ровной поверхности. Собственный вес не позволит ей «елозить» из стороны в сторону.
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
Из уст некоторых мастеров можно услышать слово «проход». Потому что сверло в своем движении полностью пронизывает заготовку. По сути, это самая легкая операция. Но особое внимание нужно уделить завершающему этапу.
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Сквозное отверстие в металлической заготовке Источник onarzedziach.pl
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Дрель с упором Источник icover.ru
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
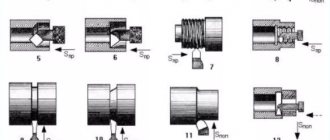
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Коронка по металлу
Большие отверстия в металле, пластике, дереве и т. п. диаметром от 19 до 102 мм. удобно делать с помощью биметаллической коронки фирмы Hilti.
Коронки очень хорошо показали себя при сверлении большого количества отверстий под фитинги в металлических коробах для кабеля (толщина металла 2 мм.).
Явный плюс в том, что коронка разборная. Если тупится или ломается центровочное сверло, цена замены ─ около 250 рублей.
Но под каждый диаметр придётся использовать отдельную коронку, цена которой (в зависимости от диаметра) от 400 до 1200 руб. Прибавьте сюда 1000 руб. на адаптер.
Разметка металла перед сверлением
Перед началом сверления металла разными способами обязательно проводят разметку отверстия. С помощью кернера отмечают то место на поверхности изделия, где будет сделана прорезь. Помимо кернера, может быть использован маркер. Впрочем, это менее удобно, поскольку придется постоянно следить за нахождением сверла в выбранной точке. Кернер делает небольшое углубление в месте сверления. Для этого по нему ударяют молотком. Получаемая наметка будет удобной для дальнейшей работы.
VT-metall предлагает услуги:
Повысить точность можно с помощью предваряющего работу сверления. На поверхности заготовки зубилом изготавливаются насечки, призванные направить инструмент в сторону отверстия.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости производства нескольких отверстий в заготовках применяют шаблон. Таким образом, сверлят сразу несколько листов металла, которые соединены струбциной.
Для изготовления точных отверстий, которые должны быть расположены под углом, используют кондуктор. Это небольшая планка с расположенными на ней шаблонами для отверстий. Такие приспособления используются в разных отраслях промышленного производства.
В настоящее время применяется несколько видов кондукторов, например:
- универсальный;
- закрепляемый;
- поворотный;
- скользящий;
- накладной.
Pereosnastka.ru
Особенности сверления отверстий малых размеров
К
атегория:
Технология миниатюрных изделий
Особенности сверления отверстий малых размеров
В настоящее время минимальный размер отверстий, получаемых сверлением, равен 0,05 мм. Получение сверлением отверстий меньших размеров ограничено возможностью изготовления достаточно качественных и стойких сверл, отсутствием прецизионного высокочувствительного сверлильного оборудования.
К тому же, как показали исследования, отверстия диаметром 0,03 мм, полученные сверлением, как правило, не имеют четко очерченного контура. Образующаяся стружка и заусенцы становятся соизмеримыми с отверстием. Удаление стружки затрудняется.
Поэтому для получения отверстий менее 0,05 мм более эффективными являются лазерный, электронно-лучевой и другие методы.
Несомненно, сверление отверстий по размерам, близким к минимально предельному значению, имеет свои особенности по сравнению со сверлением отверстий диаметром около 1 мм и требует не только специального инструмента и оборудования, но и гораздо большей осторожности.
Промышленностью выпускаются стандартные спиральные сверла, минимальный диаметр которых равен 0,1 мм. Для получения меньших размеров отверстий изготавливают специальные сверла.
Малые размеры сверл для сверления отверстий диаметром 0,05—1 мм, их ограниченная жесткость и прочность обусловливают специфические особенности процесса сверления.
Основной особенностью является более резкое влияние ряда факторов, таких как биение сверла и шпинделя станка, состояние и качество поверхности изделия, величина вылета сверла, характер и равномерность подачи.
Ухудшение каждого из перечисленных факторов может привести к поломке сверла или к получению неточных отверстий.
Поэтому весьма важным является исследование влияния каждого из этих факторов на процесс сверления, качество поверхности, точность обработки и стойкость сверл.
Перед началом сверления необходимо обеспечить правильную установку сверл в цанге или патроне, ограничить биение шпинделя и неперпендикулярность его оси к рабочей поверхности стола в пределах 0,005 мм.
Биение режущих кромок сверла должно быть минимальным и не превышать значения 0,015 мм. Принято считать, что установка сверл в патроне считается правильной, если при вращении шпинделя со скоростью менее 1,5 тыс.
об/мин при визуальном рассмотрении через лупу с 4—10-кратным увеличением сверло представляется в виде сплошного стержня без стружечных канавок.
Для более точной количественной оценки биения малоразмерных сверл при установке их в патроне и измерения износа служит специальный прибор.
Он состоит из плиты, установленной на ней головки стереоскопического микроскопа (МБС-2) и кронштейна для крепления и перемещения оптической призмы, предназначенной для поворота изображения исследуемого сверла на 90°. Изменение увеличения изображения с 4,8 до 56х осуществляется поворотом гайки.
Цена деления измерительных окуляров при максимальном увеличении равна 0,015 мм. Окуляры могут поворачиваться в трубках для установки шкалы в положение, удобное для измерения. Источник света расположен во втулке, которая вместе с кронштейном установлена на корпусе оптической головки.
Точная фокусировка изображения осуществляется перемещением призмы. Если условия обработки требуют измерения угла при вершине, то призму можно дополнительно повернуть на соответствующий угол и закрепить винтом. При необходимости износ сверл можно фиксировать на фотопленку.
Рис. 1. График зависимости «ломающей» подачи от величины вылета сверла
При больших значениях вылета L сверл и глубинах h сверления изгибная прочность сверл резко снижается. На рис. 32 приведены зависимости «ломающей» подачи 5Л0М от величины вылета при различных глубинах сверления (для сверл d = 0,5 мм и V = 3,1 м/мин).
Величина вылета малоразмерных сверл оказывает существенное влияние и на производительность обработки и стойкость малоразмерных сверл. При больших отношениях Lid под действием усилия резания происходит потеря продольной устойчивости сверл, вследствие чего теряется их прямолинейная форма, сохраняющаяся при сверлении с вылетом до 10d.
Поэтому во всех случаях целесообразно вести обработку с минимальным (в отношении свободного выхода стружки) вылетом.
Если же по технологическим условиям длина вылета регламентирована, то эффективность использования малоразмерных сверл может быть значительно повышена за счет применения инструмента с уменьшенной длиной рабочей части, что вполне допустимо, так как глубина отверстий диаметром до 1 мм не превышает (за редким исключением) Ad.
Следует иметь в виду, что при сверлении имеет место разбивка отверстий вследствие неизбежных биений сверла. Поэтому при сверлении точных отверстий диаметр сверла следует выбирать с учетом разбивки отверстия и с учетом припуска на последующую калибровку. Последнюю производят калибровочными пуансонами или шариками вначале предварительно, а затем «в размер».
Сверление с использованием обычных трехкулачковых патронов для крепления сверл не всегда обеспечивает получение нужной точности и требует дополнительного времени на центровку. Применение же патронов при больших скоростях вращения (свыше 10 тыс/мин) вызывает значительные вибрации.
В связи с этим для крепления малых диаметров используют зажимные цанги, имеющие меньшую массу и дисбаланс.
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Если охлаждающей смазки нет, вместо неё можно использовать машинное масло. Охлаждающая жидкость сохраняет инструмент от перегрева, уменьшает трение.
Ультразвуковое сверление отверстий
Ультразвуковой способ эффективен для обработки отверстий в хрупких материалах (стекло, керамика и др.) и имеет сравнительно малую производительность. Принцип процесса заключается в «выкалывании» частиц обрабатываемого материала абразивными зернами, которые испытывают ударное воздействие вибрирующего с ультразвуковой частотой инструмента. Особенностью технологической схемы ультразвуковой обработки на прошивочных операциях является необходимость принудительного подвода абразивной суспензии в зону обработки. Для исключения сколов на выходе инструмента из заготовки ее целесообразно приклеивать к стеклянным прокладкам. Ультразвуковой обработкой можно получать отверстия диаметром от 0,2 мм, а также отверстия сложной формы.