Solder Melting Temperature and Specifications
Solder is a metal or mixture of metals used in soldering to join parts together. Typically, alloys based on tin, copper and nickel are used. Tin-based solder is included in the group of low-melting solders. And the melting temperature of the solder here does not exceed 450 °C. These compounds are widely used to work with radio equipment. Solders based on tin and lead are very common; they are widely used in our metal industry: the abbreviation POS.
To assemble homemade devices of the simplest design, the most common solder POS-61 or similar is sufficient. The alloy can be obtained from an old printed circuit board from an electronic device and assembled with a soldering iron from the soldered contacts.
Dimensions
Depending on the scope of application, wire or tube with flux are produced with a diameter of 0.5 to 5 millimeters. As mentioned above, the intended purpose of this form of solder is radio electronics. POS rods are available in four diameters: 8, 10, 12 and 15 mm. They are used when soldering metal structures, for example when installing copper heating pipes, where thin wire will have a high consumption. Tinning tapes also have a certain thickness, depending on the width of the tape. With a width of up to 10 mm, the tape has a thickness of up to 1 mm, and a tape with a width of 10 to 15 mm can have a thickness of up to 5 mm.
Solder POS60 with a diameter of 1 mm
Types and characteristics of solders
They are soft (low-melting) and hard. For installation of radio equipment, low-melting materials are used, with a melting point of 300−450 °C. Soft solders are inferior in strength to hard solders, although they are the ones used for assembling electrical appliances.
Low-melting alloys are usually an alloy of lead and tin primarily. There are few alloying elements.
Impurities of other metals are introduced to obtain certain characteristics:
- plasticity;
- melting point;
- strength;
- corrosion resistance.
The number in the brand designation indicates the percentage of tin it contains. So, the technical characteristics of POS-40 solder are such that it contains 40% Sn, and POS-60 - 60%.
If the brand is unknown, the composition can be assessed by indirect signs:
- The melting point of POS is 183−265 °C.
- If the solder has a metallic sheen, it means there is a lot of Sn in it (POS-61, POS-90). If the color is dark gray and the surface is matte, this indicates a high lead content, which is what gives the grayish tint.
- Solders containing large amounts of lead are very ductile, and tin imparts strength and rigidity.
Wettability
First of all, any type of solder must have excellent wettability. Without this characteristic, the parts being soldered simply will not be able to reliably contact each other. What is wettability? This is such an interesting phenomenon when the strength of the bonds between the particles of a solid and a liquid is higher than that of the molecules of the liquid. If there is wettability, then the liquid will spread over the surface and enter all cavities. So, if solder solder does not wet copper, for example, then it cannot be used on that metal. Pure lead is not used for soldering. Its wetting characteristics are very poor and high quality joints cannot be counted on.
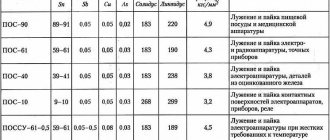
Use of tin-lead group alloys
These alloys include the following:
- POS-90 contains: Pb - 10%, Sn - 90%. Used for repairing medical equipment and food utensils. There is little toxic lead, as it should not come into contact with food and water.
- POS-40: Pb - 60%, Sn - 40%. Mainly used for soldering electrical equipment and galvanized iron products; it is also used to repair radiators, brass and copper pipelines.
- POS-30: Sn - 30%, Pb - 70%. Used in the cable industry, for soldering and tinning and zinc sheeting.
- POS-61: Pb 39%, Sn 61%. Like with POS-60. There's not much difference.
Using POS-61, tinning and soldering of printed circuit boards of radio equipment is carried out. This is the main material for assembling electronics. It begins to melt at 183 °C, complete melting at 190 °C. You can solder with this solder using an ordinary soldering iron without fear that the radioelements will overheat.
POS-30, POS-40, POS-90 melt at 220−265 °C. For many radio-electronic elements this temperature is subcritical. It is better to assemble homemade electronic devices with POS-61, whose foreign analogue can be considered Sn63Pb37 (where Sn is 63% and Pb is 37%). It is also used to solder radio equipment and homemade electronics.
Solders are usually sold in tubes or coils of 10-100 g. The composition of the alloy can be read on the packaging, for example: Alloy 60/40 (“Alloy 60/40” - POS-60). It looks like a wire with a diameter of 0.25-3 mm.
It often contains flux (FLUX), which fills the core of the wire . The content is indicated as a percentage and ranges from 1−3.5%. Thanks to this form factor, there is no need to supply flux separately during operation.
A variety of POS - POSSu is a tin-lead alloy with antimony, and is used in the automotive industry, in refrigeration equipment, for soldering electrical equipment elements, electrical machine windings, cable products and winding parts; Suitable for soldering galvanized parts. In addition to lead and tin, the alloy contains 0.5−2% antimony.
As the table shows, POSSU-61−0.5 is most suitable for replacing POS-61, because its complete melting temperature is 189 °C. There is also a completely lead-free , tin-antimony POSu 95−5 (Sb 5%, Sn 95%) with a melting point of 234−240 °C.
POS40
POS40 Chelyabinsk
| Brand: | POS40 |
| Classification: | Tin-lead solders |
| Application: | For tinning and soldering electrical equipment, galvanized iron parts with sealed seams. Antimony-free alloy |
| Foreign analogues: | No data |
Chemical composition in % of POS40 material
GOST 21930-76
| Fe | Ni | S | Al | Cu | As | Pb | Zn | Sb | Bi | Sn |
| up to 0.02 | up to 0.02 | up to 0.02 | up to 0.002 | up to 0.05 | up to 0.02 | 58.766- 61 | up to 0.002 | up to 0.1 | up to 0.2 | 39- 41 |
Note: Pb
-the basis.
the percentage of Pb
is given approximately.
Foundry and technological properties of the POS40 material.
| Melting point, Solidus: | 183 °C |
| Melting point, Liquidus: | 238 °C |
Mechanical properties at T=20oC of the POS40 material.
| Assortment | Size | Eg. | sв | sT | d5 | y | KCU | Thermal change |
| — | mm | — | MPa | MPa | % | % | kJ/m2 | — |
| , GOST 21930-76 | 38 | 52 | 400 |
| Hardness POS40, GOST 21930-76 | HB 10 -1 = 12.5 MPa |
Physical properties of the POS40 material.
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| hail | MPa | 1/Grad | W/(m deg) | kg/m3 | J/(kg deg) | Ohm m |
| 20 | 9300 | 159 |
Designations:
| Mechanical properties : | |
| sв | -Short-term strength limit, |
| sT | - Proportional limit (yield limit for permanent deformation), |
| d5 | - Relative elongation at break, |
| y | -Relative narrowing, |
| KCU | -Impact strength, [kJ/m2] |
| HB | - Brinell hardness, |
| Physical properties: | |
| T | -Temperature at which these properties are obtained, |
| E | -Elastic modulus of the first kind, |
| a | -Coefficient of thermal (linear) expansion (range 20o-T), [1/degree] |
| l | -Thermal conductivity coefficient (heat capacity of the material), [W/(m deg)] |
| r | -Material density, [kg/m3] |
| C | -Specific heat capacity of the material (range 20o-T), [J/(kg deg)] |
| R | -Specific electrical resistivity, |
POS40-Tin-lead solders POS40-chemical composition, mechanical, physical and technological properties, density, hardness, application
Affordable metal products
POS40
Material POS40 Chelyabinsk
Not a single production can operate without steel, be it heavy engineering or the manufacture of household electrical appliances. There are many brands of this product, as well as a large number of dispensing forms. Our company sells POS40 material in large quantities and with a minimal margin. To clarify the properties and characteristics of a particular brand, you can contact the company’s managers.
Like all products, POS40 material is purchased from leading manufacturers. Therefore, we are ready to provide a quality guarantee with full responsibility. The minimum number of intermediaries determines the low cost. Coupled with fast delivery, this enables our business partners to conduct stable and mutually beneficial cooperation.
In addition to tempering, in the form of one or another part (blank), our company carries out metal processing. All events undergo strict control for compliance with GOST and rules. The specialists of our company carry out such work as galvanizing, creating parts according to customer drawings, producing castings, manufacturing various profiles and much more.
Having the latest equipment and vast experience in our arsenal, we can offer product testing for a number of parameters, such as strength characteristics, chemical composition, alloy purity, and so on.
Each buyer is offered a huge range of products in various formats, as well as current services and works. To quickly understand and choose a product that meets your needs, you need to contact the company manager and receive detailed information on all issues of interest.
Material POS40 buy in Chelyabinsk
Individual cost is built through personal communication with each potential customer. Managers take into account the volume of the transaction, offer discounts to regular customers and maintain an open dialogue. As a result, even when controversial situations arise, we are able to find a compromise and come to a solution that satisfies both parties.
Delivery
Logistics work is included in the package of our professional services. We constantly improve our knowledge, acquire the latest equipment, so that the cargo is delivered anywhere in Russia.
The presence of our own railway sidings significantly increases the speed of shipment and subsequent delivery. Having such resources, we guarantee delivery of cargo of any volume and dimensions. This professional approach makes us leaders in the metal products market.
metcontinent.ru
Low temperature solders
There are solders designed specifically for soldering parts that are highly sensitive to overheating. The most “high-temperature” among low-temperature ones is POSK-50−18 with a melting point of 142−145 °C. POSK-50−18 contains 8% cadmium, 50% tin and 32% lead. Cadmium enhances corrosion resistance, but at the same time imparts toxicity .
In descending order of temperature comes ROSE (Sn 25%, Pb 25%, Bi 50%), marked POSV-50. T pl. - 90−94 °C. Designed for soldering brass and copper. This alloy contains 25% tin, 25% lead, and 50% bismuth. The ratio of metals in percentage may vary slightly, and their quantity is usually indicated on the package in the “Composition” column. This solder is extremely popular among electronics engineers. Used when dismantling/installing elements sensitive to overheating. Among other things, the alloy is ideal for tinning the copper tracks of a brand new printed circuit board.
Used in protective fuses in radio equipment.
An even lower temperature WOOD alloy (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Melting point - 65−72 °C. Since the alloy contains 10% cadmium, it is toxic, unlike ROSE.
Solder paste
Mainly used for soldering surface-mounted components (SMDs), as well as leadless chips in BGA packages.
It looks like a gray paste, consists of tiny balls of Sn62Pb36Ag2 alloy (silver 2%, lead 36%, tin 62%), and also contains no-clean flux. The fact that the flux is no-clean is indicated by two letters on the packaging: NC (No Clean). The flux containing solder balls dries in air, so the paste is stored in a closed container.
This product is used for complex cell phone repairs and for soldering microcircuits in BGA housings. Its use involves the use of additional equipment for repairing mobile phones, for example, special stencils. The paste is quite expensive because it contains silver.
Lead-free solders are now widely used in electronics production.
Technical characteristics of solder POS 60
Various types of solders are produced so that metal can be reliably joined by soldering. The fact is that each metal has its own properties, which require a special approach when soldering. POS 60 solder is one of those options that can be useful both in domestic and industrial settings. It belongs to the group of tin-lead filler materials, which includes POS 40 solder and others. As the amount of tin in the composition increases, the melting point also decreases, so this grade can be classified as a low-melting material. This not only improves ease of operation, but also increases fluidity. Uniform spreading over the surface of the workpiece, as well as penetration of the molten metal into all small recesses on the surface provide the best quality of the connection. It is also worth noting that the wettability of the surface is also at a high level, which facilitates the connection of two metal products.
Solder POS 60 is manufactured in accordance with GOST 21931-76. It is actively used both in industry and in private environments. All the unique properties of this composition are determined by the ratio of lead and tin content, as well as other elements of the composition. This allows you to work with the most common metals in technology, such as copper, zinc, brass, galvanized parts, etc. The alloy is used in radio engineering, for connecting contacts, and for repairing wires, pipes and sheet materials. The low melting point allows the use of solder not only as a filler material, but also as a means for tinning.
Unlike those options that contain more lead, there is a small proportion of antimony present here. One of the advantages of solder is its ability to form airtight seams. Unlike many other types of soldering, when the technology is used correctly, defects very rarely occur, so this is what makes it so popular. At home, you can use it to solder pipes and containers that are used to store liquids. The melting point of POS 60 solder, which is less than two hundred degrees, allows for delicate work with metals that are highly dependent on temperature. This also facilitates safe soldering of contacts, since at low temperatures, work with thin elements usually proceeds without complications. Of course, if you need to carry out a critical connection of thick sheets, then it is better to use some types and methods of metal welding, but when this is not possible, it is better to use soldering.
As a disadvantage of all these properties, one can highlight restrictions on operation at high temperatures. The POS 60 solder rod itself melts relatively quickly, so when exposed to high temperatures, the seam made by it will simply turn into a liquid state and the entire work will be ruined. The rest of the time, under normal conditions, the material provides a reliable fixation that can cope with minor mechanical loads.
Overview of equipment you may need
1. nichrome electric soldering iron with a power of 25W. This is an ordinary household soldering iron, which previously could be found in almost any amateur radio electronics technician. Now they are also common and are quite cheap, about 200 rubles. You can buy any soldering iron, including Chinese ones, they also last a long time - with constant use, up to 8 years. The simplest soldering iron consists of a tip, which is a copper rod, sharpened at an angle at the end, and a heater spiral. Handle made of wood or heat-resistant plastic. This is definitely a working tool, which is suitable in 90% of cases for use in domestic conditions, and even in some repair shops it is still used.
2. A 40-80W soldering iron with a tip sharpened to a wedge, reminiscent of a slotted screwdriver, for easy soldering of heavy elements. We do not recommend buying such a soldering iron for your home, although it is cheap. Some people buy it right away by mistake, but then problems arise: some components burn out, traces peel off from printed circuit boards because they overheat. For a home, 25-30W is more than enough.
3. Buy a gas soldering iron. Designed for soldering in the absence of an electrical outlet. The equivalent (if converted into electrical power) is about 100W.
3 in 1 tool: • soldering iron, which is sharpened to a cone, the tip is durable, made not of copper, but of a special heat-resistant alloy. Suitable for garage work, car repairs. • the tip is removable and can be used as a hot air gun (heating up to 600 degrees). It is quite convenient to use if you need to warm up a heat-shrinkable tube or just a part. Large jobs cannot be performed with a hot air gun, since the air flow and gas pressure are small. • the nozzle is changed and the tool turns into a good working gas burner with a temperature of 1300 degrees. Thus, you can solder massive parts or simply heat something up as needed.
4. The latest type of soldering iron that is gaining momentum is the ceramic soldering iron. If someone wants to start right away with the good stuff and not save money, we recommend buying it. Pros: very thin tip, suitable for precision (millimeter) work - soldering connectors on mobile phones, mounting or dismantling SOIC, QFP, PLCC, BGA components, etc. There is enough power for any work. It heats up quickly. If a nichrome heater takes 1.5-2 minutes to reach operating mode, then here heating occurs in 20 seconds. - and you can already solder.
The ideal option is to have a soldering station attached to it and adjust the temperature from 200 to 480 degrees, adjusting it to the solders and soldering conditions. With its help, you can change parts on motherboards, video cards, and solder large wires. If you want to learn how to solder efficiently over time, we recommend that you start learning by purchasing a soldering station.
Secrets of soldering. Properties of some solders.
FOUR SECRETS OF SOLDERING “Are there really secrets even in such a matter as soldering parts?” - you ask. What's easier is to heat up the soldering iron, take solder and acid, and solder to your health.
It turns out it's not that simple. To be able to solder well is a kind of art that is not acquired immediately, but as a result of practice. Mastering this art means learning all the secrets of soldering techniques.
The first secret is the correct use of solder and flux for soldering. Solder is a low-melting metal alloy that is used to solder wires and leads of parts. The best solder is pure tin. But it is expensive and is used in exceptional cases. For radio installation, tin-lead solders, which are an alloy of tin and lead, are more often used. In terms of soldering strength, these solders are not inferior to pure tin. Such solders melt at a temperature of 180 - 200 ° C. They are designated by three letters - POS (tin-lead solder), followed by a two-digit number indicating the tin content as a percentage, for example: POS-40, POS-60. For our purposes, it is better to take POS-60 solder. Fluxes are antioxidant substances. They are used to ensure that parts or conductors prepared for soldering do not oxidize during soldering. Without flux, solder may not stick to the metal surface.
Application area
POS 40 is used for low-temperature soldering with direct use of solder. It is more economical compared to high-temperature or composite. Provides a fairly reliable and durable connection.
This additive is used to solve the following problems:
- thermal connection of metal parts, mainly brass, tin;
- connections of elements of electrical and radio-electronic equipment that do not have high thermal indicators;
- elimination of cracking and breakdowns in copper and galvanized containers that will not be subject to heating.
Solder welding POS 40
It is widely used at enterprises in the electrical and radio-electronic industries for securing parts on printed circuit boards and hardware housings. It allows for a reliable connection and excellent electrical conductivity. It is used to solder and tinning the leads of parts (resistors, capacitors, legs of microcircuits and transistors), and connecting wires. Soldering of copper cores of multicore wires and cables is carried out. The copper lugs are tinned and soldered to the cable sheath (steel or lead). Despite the difference in metals, the connection is quite strong.
It allows you to seal seams in various vessels and eliminate leaks in pipelines through which non-reactive liquids pass. Due to its low melting point, it is widely used for tinning areas of metal that need to be prepared for subsequent soldering. The presence of only tin and lead in the additive makes it possible to obtain a reliable connection after cooling. For soldering products made of brass, iron or copper, rods with a diameter of 8 millimeters are used.
Technologically, the process of tinning and subsequent soldering does not cause difficulties and does not differ from technologies for working with other solders. To obtain a high-quality connection, it is advisable to carry out preparatory work. They consist of degreasing the soldering surface and pre-tinning. The soldering iron or soldering station is selected in such a way that the melting temperature of the solder can be ensured. That is, the melting temperature of the solder must be lower than the melting temperature of the parts being soldered, otherwise not soldering will occur, but complete diffusion. In this case, you will not be able to obtain a reliable connection. For POS 40 solder, it is also necessary to take into account the solidus temperature (melting point of the lowest melting component of the additive) and the so-called liquidus temperature (the lowest temperature at which the solder becomes liquid - for POS 40 this is 238 ° C).
This temperature is sufficient to completely melt the additive, warm up the metal part well, and ensure a reliable connection due to its inherent fluidity and excellent wettability.
In addition to heating devices, to ensure high-quality soldering, it is necessary to select a flux for POS 40. When choosing a flux, the following compatibility parameters should be taken into account: type of flux, soldering temperature range, aggressiveness and state of aggregation. In practice, two types of flux are used with POS 40: active or passive. The first type allows you to remove any oxides from the metal surface. This occurs due to their dissolution. However, the surface layer of the metal itself also dissolves. Such fluxes are hydrochloric acid, zinc chloride and ammonium chloride. Passive fluxes do not have this disadvantage. With their help they only protect the place of future soldering from possible corrosion. Prominent representatives of this class are the well-known wax and rosin.
Classification
In accordance with the state standard, there is the following classification division of solders according to their melting point:
- low-temperature, they are also called soft. The melting point of these solder alloys does not exceed 450℃. In turn, this category is divided into two subcategories. Soldering alloys that melt at temperatures up to 145 ℃ are called particularly low-melting alloys, those melting in the range from 145 to 450 ℃ are considered low-melting alloys;
- high temperature or solid. These include solders with a melting point exceeding 450 ℃. This class of alloys includes three subcategories. Those that melt at temperatures up to 1100 ℃ are considered medium-melting; those with a melting point from 1100 to 1850 ℃ are called high-melting. Filler materials used in soldering, which occupy even higher temperature positions, are classified as refractory.
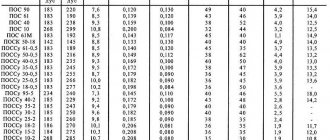
Table 1. Melting temperature of solders:
| Solder grade | Melting point, C° |
| Wood's alloy | 66-70 |
| Alloy Rose | 90-98 |
| Solder POIN 52 | 120 |
| Solder POSK 50-18 | 142-145 |
| Solder POSVi 36-4 | 150-170 |
| Solder POS-90 | 183-220 |
| Solder POSS 18-0.5 | 183-277 |
| Solder POSS 50-0.5 | 183-216 |
| Solder POS-63 | 183 |
| Solder POSS 25-0.5 | 183-266 |
| Solder POS-40 | 183-238 |
| Solder POS-30 | 183-238 |
| Solder POSS 30-0.5 | 183-245 |
| Solder POSS 40-0.5 | 183-235 |
| Solder POSS 61-0.5 | 183-189 |
| Solder POS-61 | 183-190 |
| Solder POSSu-15-05 | 184-275 |
| Solder POSSu-15-2 | 184-275 |
| Solder POSSu-40-2 | 185-229 |
| Solder POSSu 25-2 | 185-260 |
| Solder POSSu-30-2 | 185-250 |
| Solder POSSu-18-2 | 186-270 |
| Solder POS-60 | 190 |
| Solder TsOP-30 | 200-315 |
| Solder AVIA-1 | 200 |
| Solder P200A | 220-225 |
| Solder POTs-10 | 220-225 |
| Solder POS-50 | 222 |
| Solder POVi 0.5 | 224-232 |
| Solder POM-1 | 230-240 |
| Solder POM-3 | 230-250 |
| Solder POSu 95-5 (lead-free) | 234-240 |
| Solder POSSu-95-5 | 234-240 |
| Solder POSSu-4-4 | 239-265 |
| Solder POSSu-8-3 | 240-290 |
| Solder POS-18 | 243-277 |
| Solder POSSu-4-6 | 244-270 |
| Solder P250A | 250-300 |
| Solder AVIA-2 | 250 |
| Solder POS-35 | 256 |
| Solder POS-25 | 260 |
| Solder POS-4 | 266 |
| Solder POSSu-10-2 | 268-285 |
| Solder POS-10 | 268-299 |
| Solder POS-20 | 268-299 |
| Solder POSSu-5-1 | 275-308 |
| Solder grade A | 300-320 |
| Solder 34A | 530-550 |
| Solder 35A | 545 |
| Solder P-81 | 630-660 |
| Solder P-14K | 640-680 |
| Solder P-14 | 640-680 |
| Solder PMFOTSr 6-4-0.03 | 640-680 |
| Solder PMF-7 | 714-850 |
| Solder PMF-9 | 750-800 |
| Solder P-47 | 760-810 |
| Solder PMC-36 | 800-825 |
| Solder Alarmet 211 | 800-890 |
| Solder P 21 | 800-830 |
| Solder L63 | 850-910 |
| Solder tablets L63 | 850-900 |
| Solder PMC-54 | 876-880 |
| Solder VPR-28 | 880-980 |
| Solder P100M | 900-950 |
| Solder LO 60-1 | 900 |
| Solder P100 | 900-950 |
| Solder LOC 59-1-0.3 | 900 |
| Solder MNMts 68-4-2 | 915-970 |
| Solder LNMts 49-9-0.2 | 920 |
| Solder MNMts 9-23.5 | 925-950 |
| Solder LK 62-0.5 | 960-1020 |
| Solder VPR-16 | 960-970 |
| Solder VPR-4 | 1000-1050 |
| Solder VPR-1 | 1080-1120 |
| Solder VPR-11-40N | 1100-1120 |
The main essence of the soldering process is to wet the surfaces of the parts to be joined with the molten filler material, which themselves do not melt. Based on this, the melting temperature of solders should be lower than the corresponding characteristic of the metals being soldered.
Composition of solder alloys
The physical and mechanical properties of consumable filler materials, in particular their melting point, are determined by the content of the components included in their composition.
Typically, such alloys consist of several chemical elements, but the name of the compositions is determined by the element that is the main one and exceeds all others in content. For example, tin-based solders are called tin solders.
There is a large family of solders containing significant proportions of lead and tin. Such soldering alloys are usually called tin-lead.
For them, the letter designation POS is adopted, followed by a number indicating the percentage of tin in the composition of this solder.