| Place | Name | Characteristics in the rating |
| The best inexpensive budget drilling machines |
| 1 | Einhell BT-BD 501 | Best tabletop drill |
| 2 | Jet JDP-8L | Highest quality build |
| 3 | Caliber SS-13/400A | High precision and accuracy |
| 4 | RedVerg RD-4113 | Optimal combination of price and quality |
| 5 | Nexttool ВСС-13 | Best price |
| The best mid-range drilling machines |
| 1 | Bosch PBD 40 | The most efficient machine in the category |
| 2 | Elitech STS 5525VPL | Better functionality. Smooth rotation speed adjustment. |
| 3 | BISON ZSS-550 | Precise drilling, horizontal movement |
| 4 | Einhell BT-BD 701 | High quality workmanship |
| 5 | Ryobi RDP102L | The most reliable machine |
| The best premium drilling machines |
| 1 | Dewalt Dwe1622k | LED backlight, high performance |
| 2 | MESSER MDM-32 | High power, integrated coolant tank |
| 3 | JET IDP-15BV 230V | Smooth speed control |
| 4 | Euroboor ECO 100/4 D | Best machine for drilling large holes |
| 5 | PROMA BY-3216PC/400 | High resistance to continuous use. Longest service life |
A drilling machine is needed not only in manufacturing plants. In the home workshop, repair shops and garages - wherever there is a need for high precision in carrying out this type of work, which is completely impossible to carry out without a special machine.
Our review presents the best models available on the Russian market. For the convenience of the reader, the rating was divided into several categories according to the cost (and, accordingly, the quality level and functionality) of the models. The evaluation component was defined as a combination of technical characteristics and existing positive experience in operating the equipment by different consumers.
Rating of the best drilling machines
For 2022, the ranking of the best machines includes the following models:
| Place | Model | Peculiarity |
| 1 | RedVerg RD-4113 | Good value for money |
| 2 | Caliber SS-13/400A | Accuracy of work |
| 3 | Jet JDP-8L | Durability and high build quality |
| 4 | Ryobi RDP102L | Design reliability |
| 5 | Einhell BT-BD 701 | High quality construction, basic instructions for use |
| 6 | PROMA BY-3216PC/400 | Wear-resistant, durable, overheat protection |
| 7 | Euroboor ECO 100/4 D | The best machine for working with large diameter holes |
Principle of operation
Safety heads, which are used when operating a drilling machine, consist of the following elements: a metal body, a driver, a bushing, several balls, a disc spring and a regular spring, a nut, a sleeve, a washer, and a locking ring.
All components make it possible to create a safety structure to protect the cutting tool from the strong impact of rotating force.
The operating principle is as follows:
- There is a special socket for the tap, which has a square shape. The socket is represented by a hole in the body and a special bushing.
- Clamping of the cutting tool occurs due to the balls and the movement of the sleeve under the action of a spring.
- The main movement, axial, transmits torque to the body through balls and a driver, which are pressed by disc springs and a ring.
- A special nut changes the deformation rate of the disc springs, which causes a change in the transmitted torque.
Quality control
To ensure that the workpiece has been processed correctly, it is necessary to use thread templates. With their help, the thread pitch is checked.
But for a comprehensive assessment, a thread gauge is used. For convenience, it is installed in a rack and adjusted according to a standard or template, then the movement of the part itself is checked.
You can also use the simplest and most commonly used method. Take a nut or bolt and scroll it over the completed part.
If scuffing is noticeable on the thread as you move, or more effort needs to be applied, then you have made an error in your work. Now you already know how to use a lathe to make various nuts, bolts or threaded connections.
It is important to remember that such parts require great care and tenderness with each pass, and even quality control. It’s better to spend more time on work than to ruin several pieces later
Manual thread cutting technology and techniques
When cutting threads with taps and dies, part of the metal is not removed along with the chips, but is squeezed out along the cutting edges of the tool, forming a thread profile on the part.
Taking this into account, the diameters of holes and threaded rods should not be made according to the nominal thread size, but slightly lower than it. For metric threads with a diameter of 6–10 mm, this difference is 0.1–0.2 mm; with a diameter of 11–18 mm – 0.12–0.24 mm; with a diameter of 20–30 mm – 0.14–0.28 mm. The diameters of holes for the most common metric thread sizes are given in table. 1.
To form a thread entry at the end of the part, it is necessary to chamfer according to the height of the thread profile.
Table 1. Diameters of holes for cutting metric threads
| Material | Metric thread diameter, mm | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Steel and brass | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Cast iron and bronze | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
A tap lubricated with grease is inserted into the drilled hole and, lightly pressing it against the part with the left hand, carefully turn the driver with the right hand until the tap grips the metal and its position in the hole becomes stable. After this, the knob is taken with both hands and rotated with the hands intercepted every half turn (Fig. 10, a)
10, a).
Rice. 10. Movements when cutting threads: a - with a tap, b - with a die, c - with a die
After one to one and a half turns, the tap, shaking in a horizontal plane, is rotated in the opposite direction by about a quarter or half a turn. This is necessary so that the chips break and move out of the hole along the grooves of the tap without jamming the tap. Having finished cutting, pass it through or turn the knob in the opposite direction to unscrew the tap from the hole.
The second and third taps are lubricated with oil and inserted into the hole without a driver; Only after the tap is correctly installed on the thread, apply the driver and continue threading.
Thread cutting with dies should be done in the same way. Here, however, in addition to circular movements along arrow a (Fig. 10, b), the knob should also apply some downward pressure along arrow c. During the cutting process, it is necessary to ensure that the pressure on both handles is the same.
At the first stage of thread cutting, you should ensure the correct position of the tap and die in relation to the axes of the hole and the rod. The non-parallelism of the axes and their non-perpendicularity to the end of the part are controlled by a square and are eliminated by changing the position of the tool.
It is necessary to cut threads in small and blind holes of small diameter especially carefully, without overloading the tap and often clearing it of chips. When cutting threads in deep holes, remove the tap from the hole for cleaning (2-3 times). When cutting threads in deep holes, remove the tap from the hole for cleaning (2–3 times)
When cutting threads in deep holes, remove the tap from the hole for cleaning (2-3 times).
If it is necessary to obtain accurate and clean threads on rods, then cutting them should be done with roughing and finishing dies.
If thread cutting is performed with dies with sliding dies, then their compression (feed) should be done only at the beginning of the pass. After each pass along the entire length of the threaded rod, the die is driven in the opposite direction and then the dies are again tightened with a screw and the thread is again cut along the entire length of the rod to be cut until the desired thread diameter is obtained. You should not press the dies in the middle of the rod. Using sliding dies, threads are cut in several passes.
To cut pipe threads with a clamp, the pipe must be securely secured in a special pipe clamp (Fig. 10, c).
The cut end of the pipe is lubricated with oil (linseed oil), and then a die is installed at a length of no more than 2–3 threads, bringing the dies closer together so that the thread is cut to the full depth in 2–3 passes. For diameters up to 1" are limited to two passes; with a diameter greater than 1" a good thread can be obtained only in 3-4 passes. Before each repeated pass, the surface of the thread being cut and the thread of the dies must be thoroughly cleaned with a brush from chips and re-lubricated with oil.
The rotation of the clamp around the pipe is usually carried out with a rocking motion in four steps; For each step you need to turn the clamp 1/4 turn.
Threads with a diameter of up to 1½" are cut by one mechanic; For large thread diameters, two people work together. When working in tandem, a full rotation of the die must also be done in four steps.
348
Tips for choosing
Please note the following points:
- Processed material. There is no need to buy equipment with huge capacities for drilling wood or plastics.
- Machine type. Select the machine according to the processing you need. Why do you need an expensive multi-spindle machine if you need to drill identical small holes?
How to cut a thread with a tap?
Tapping internal threads is a precise technological process that is carried out in a certain sequence.
Preparation
Initially, you need to prepare tools and additional devices for the work:
- Small vice.
- Electric drill with speed controller, metal drills.
- Set of taps.
- Metal brush.
- Core with a hammer.
Thread cutting with a tap is carried out manually at low speeds of the power tool.
Tapping internal threads
Slicing process
Step-by-step thread cutting instructions:
- Drill the hole with a core and a hammer.
- Drill a hole with an electric drill. Hold the equipment exactly perpendicular to the surface being processed. Additionally, lubricate the drill with special oil.
- Chamfer 1 mm in depth. To do this, use a drill of a larger diameter.
- Secure the equipment in the collar. Perform two movements forward, one movement back. This way the metal shavings will come out of the hole and there will be no problems with cutting. Movements should be smooth.
During manual cutting, you must not apply pressure or continue to rotate the tool after it gets stuck. If it breaks, you need to drill out the tap using a drill or various metal drills. Another option for removing the fragment is to grind the area around the hole using a grinding machine. Then you need to remove it with pliers.
To create threaded connections, you need to buy the appropriate documents and learn how to work with them. By carrying out the work carefully, without haste, you can get a reliable connection in a short period of time.
This is interesting: Wooden entrance door to a private house: we describe it in detail
Hole tapping technology
Before starting to form threaded grooves, a hole is drilled using a tool. Depending on the design features, it can be through or blind. The drill is designed so that the screw surface removes the bulk of the chips. But it should be remembered that a certain amount of drilling residue may remain inside. Therefore, if the mass and external parameters allow, they are shaken out onto special catchers.
It is difficult to perform such operations on bulky products, so they are blown out with a stream of compressed air.
Attention! The organs of vision and breathing must be protected from products that may end up inside the openings. Novice craftsmen are often interested in what diameter should be in the hole where they need to cut a thread
The simplest thing is to use the formula:
Novice craftsmen are often interested in what diameter should be in the hole where they need to cut a thread. The simplest thing is to use the formula:
Dot = 0.8 M, mm,
here Dhole is the diameter of the hole, mm; M – metric thread size by number.
For most metals, such a definition will be sufficient. It may require a little more effort when doing the work, but the result will be satisfactory.
For example, for M6 it is not difficult to calculate the required value of a metal drill using the given formula. It will be equal to Dresponse = 6 · 0.8 = 4.8 mm.
For a more accurate determination, special tables are used.
Table 1: Hole sizes for cutting metric threads
| Nominal diameter | Standard step | Small step | ||||||
| Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | |
| M4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| M5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| M6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| M7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| M8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| M9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| M10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| M11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| M12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| M13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| M14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| M15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| M16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| M18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| M20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| M22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| M24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| M25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| M27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| M30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| M33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| M36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| M39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| M40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| M42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| M45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| M48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – special types of thread.
Table 2: Hole sizes for cutting inch threads
| Nominal diameter | Standard step | Small step | ||||||
| Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
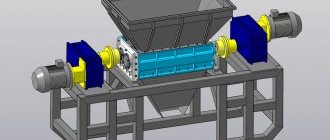
Drilling machine design
Drilling machines are used for both industrial and domestic purposes. However, the differences between them are not significant. Therefore, it is more advisable to consider what a household drilling machine consists of, since it has smaller dimensions compared to its industrial relative.
The following mandatory components can be distinguished:
- A massive base on which a vertical stand is attached;
- Vertical stand with drill head
- Drilling head, consisting of a spindle assembly and an electric motor with a belt drive;
- The spindle head on which the chuck is located
Homemade tap for aluminum alloys
To create internal threads in brass or light alloy parts, you can use homemade tools and drills from a regular set. Calibrated steel wire will do. Using a die, an external thread is cut on it, after which the workpiece is hardened. After hardening, it is necessary to release the part to the color of ripe straw. The cutting edges are sharpened using a whetstone or sharpener, after first clamping the part into a collet chuck.
Video on how internal threads are cut:
HOLES FOR TAPERED PIPE THREAD
DIAMETERS
GOST 21350-75
STATE COMMITTEE OF STANDARDS OF THE COUNCIL OF MINISTERS OF THE USSR
Moscow
DEVELOPED, INTRODUCED AND PREPARED FOR APPROVAL by the All-Union Scientific Research Institute for Normalization in Mechanical Engineering (VNIINMASH)
And about. Director Gerasimov N.N.
Topic leader and performer Zaroslova M.P.
APPROVED AND ENTERED INTO EFFECT by Resolution of the State Committee of Standards of the Council of Ministers of the USSR dated December 12, 1975 No. 3877
STATE STANDARD OF THE USSR UNION
| HOLES FOR TAPERED PIPE THREAD Diameters Holes for threading pipe taper screw thread. Diameters | GOST 21350-75 Instead of MN 5389-64 |
By Decree of the State Committee of Standards of the Council of Ministers of the USSR dated December 12, 1975 No. 3877, the validity period was established
from 01.01.77
1. This standard establishes the diameters of holes for cutting conical pipe threads in accordance with GOST 6211-69 in steel products in accordance with GOST 380-71, GOST 4543-71, GOST 1050-74, GOST 5058-75 and GOST 5632-72 (except for alloys on nickel base) and copper according to GOST 859-66.
2. The diameters of the holes with reaming to a cone and their maximum deviations must correspond to those indicated in the drawing. 1 and in table. 1.
Table 1
Dimensions in mm
| Number of threads per 1² | Step P | Hole diameter | Drilling depth l | d c | d o | Nom. | Prev. off | Nom. | Prev. off | 0,907 | 8,10 | 0,20 | 8,57 | 0,10 | 1,337 | 10,80 | 0,24 | 11,45 | 14,30 | 14,95 | 1,814 | 17,90 | 18,63 | 23,35 | 0,28 | 24,12 | 2,309 | 29,35 | 30,29 | 1 1/4 | 37,80 | 0,34 | 38,95 | 1 1/2 | 43,70 | 44,85 | 55,25 | 0,40 | 56,66 |
Note. For threads with nominal size above 2 ² nominal hole diameters d
o and their maximum deviations must be equal to those established by GOST 6211-69 for the internal diameter of the thread.
3. The diameters of the holes without turning to a cone and their maximum deviations must correspond to those indicated in the drawing. 2 and in table. 2.
4. It is allowed to use holes of other diameters obtained on the basis of experimental data for cutting conical pipe threads.
5. The diameters of drills for holes for tapping are indicated in the recommended one.
table 2
Dimensions in mm
| Nominal thread size in inches | Number of threads per 1² | Step P | Hole diameter d c | Drilling depth l | Nom. | Prev. off | 1 / 8 | 0,907 | 8,25 | 0,20 | 1 / 4 | 1,337 | 11,05 | 0,24 | 3 / 8 | 14,50 | 1 / 2 | 1,814 | 18,10 | 0,28 | 3 / 4 | 23,60 | 2,309 | 29,65 | 1 1 / 4 | 38,30 | 0,34 | 1 1 /2 | 44,20 | 56,00 | 0,40 | Diameters of drills for holes for cutting conical pipe threads Dimensions in mm Nominal thread size in inches | Number of threads per 1² | Step P | Drill diameter for hole | with cone deployment | without cone deployment | 1 / 8 | 0,907 | 1 / 4 | 1,337 | 10,8 | 11,1 | 3 / 8 | 14,25 | 14,5 | 1 / 2 | 1,814 | 3 / 4 | 23,25 | 2,309 | 1 1 / 4 | 38,25 | 1 1 /2 | 56,00 |
To cut an internal thread on a part, you must first drill a hole. Its size is not equal to the thread diameter, but should be slightly smaller. You can find the diameter of the drill for the thread in a special table, but to do this you also need to know the type of thread.
Design features
The thread cutting process when using lathes, drilling and milling machines, when processing is carried out by a person and not by a program, is very complex. Only highly qualified craftsmen can create threads with the specified parameters in accordance with GOST. When it became possible to use thread-cutting chucks with heads, the process of creating threads with taps became somewhat simpler. This is due to the following design features:
Axial compensation system – compensates for the difference between the set feed and the pitch of the installed tap. This feature makes it possible to use drilling machines to create a threaded surface in a cylindrical body in accordance with GOST. A safety clutch installed inside regulates the transmitted torque. Ball coupling. Such a safety element allows you to configure the most optimal processing mode for various alloys. If the requirements specified by GOST require great accuracy, the torque is reduced, the processing speed drops, but higher accuracy is achieved
In addition, it is important to consider what material the taps are made of. Reducing torque is a measure to protect the tap from breakage.
Threading safety heads with taps
Thread cutting procedure
The machining technology for various types of holes provides the following algorithm:
- for the blind type, you need to turn on the right rotation and insert the tap into the hole. After stopping, switch the direction of rotation to the left, which will allow the tool to freely come back along the cut thread. Without the use of reversal, thread cutting cannot be carried out;
- for the through type, the tool moves to the bottom of the part during right rotation; after switching to left rotation, it moves upward at a slow pace. Without a post-pass reversal feature, you must manually remove the tap and then continue the operation.
Tips for cutting threads
The threading operation should be carried out at low speeds, avoiding sudden movements and ensuring a smooth process.
It is imperative to apply abundant coolant in magnetic drilling machines equipped with a built-in coolant supply system, or perform external lubrication using developed waxes, pastes or foams.