Drilling is the process of drilling holes in furniture parts. Among the main production operations - cutting, edge application and additives - the latter is the most labor-intensive, and the complexity of drilling parts for the same product can differ several times depending on the qualifications of the designer.
In order to order an additive in the production of Chipboard Kit, you must send us by e-mail a correctly completed order form for chipboard parts (see the section “Price lists, forms”) and drawings of the parts - see detailed information below.
Video: how the additive is made
Additive system 32
Furniture machines and furniture fittings are respectively designed in such a way that the distance between holes located on the same straight line is DIVIDED by 32 mm. Moreover, both in width and in length and at the end of the part. This standard is called "System 32".
According to this international standard, furniture dimensions are calculated based on DRILLING CONVENIENCE. Economy class furniture, which is sold in chain stores, is designed according to System 32.
System 32 highlights:
- Center-to-center distances between holes are divided by 32 mm - according to this rule, both drilling machines are manufactured (the distance between adjacent drills is exactly 32 mm) and fittings (the distance between the fastenings of handles, drawer guides, hinge fastening strips, etc.)
- The design of the parts is such that there are no “right” and “left” parts - they are interchangeable.
- The distance from the front side of the part to the first hole is 37 mm, the next ones are multiples of 32 mm.
- The main hole is 5mm in diameter in the plane of the part.
Non-standard drilling of holes in chipboard However, individual furniture does not always fit into this system. Understanding this, we suggest you use the following types of holes:
For the manufacture of furniture according to an individual project, we offer the following types of holes:
Holes in the plane of the part
Diameter 5 mm depth 13 mm (D5x13) – for shelf supports, eccentric rods, hinge bushings, etc.
Diameter 8 mm through (D8) – for confirmat (euroscrews)
Diameter 8 mm depth 13 mm (D8x13) – for dowels, footers, etc.
Diameter 15 mm depth 13 mm (D15x13) from the edge of the part to the center of the hole 34 mm - for eccentrics with a long rod
Diameter 20 mm depth 13 mm (D20x13) from the edge of the part to the center of the hole 9.5 mm - for eccentrics with a short rod (so-called reinforced)
Diameter 35 mm depth 12 mm (D35x12) from the edge of the part to the center of the hole 22.5 mm - for hinges with a 35 mm cup. IMPORTANT: If the sketch does not indicate the depth of the hole, we consider it equal to 12 mm
Holes in the end of the part
Diameter 5 mm depth 34 mm (D5x34) – for confirmat 50 mm long
Diameter 8 mm depth 24 mm (D8x24) – for a dowel measuring 8x30 mm
Diameter 8 mm depth 34 mm (D8x34) – for a long eccentric rod
Additional holes in the plane of the part
Diameter 5 mm through (D5) - for attaching handles, intersection ties
Diameter 37 mm depth 13.5 mm (D37x13.5)
Diameter 60 mm through (D60) – for cable ducts
Diameter 50 mm depth 12 mm (D50x12) – for mortise handles
Please note that:
- The center-to-center distance in width should be a multiple of 32 mm, the amount of indentation from the edge of the part is at your discretion.
- Dimensions in the sketches include the edge and are indicated from one base side.
- The sketches indicate the part number in accordance with the form.
- The font size and sketch size should be such that everything, especially the DIMENSIONS and DIMENSION LINES, is CLEARLY visible when printed on an A4 sheet.
- For shelves with eccentrics - the same distance from the front and rear edges of the shelves to the center of the front and rear eccentric, respectively.
- The cost of drilling holes for an eccentric with a long rod is significantly higher than the cost of drilling holes for an eccentric with a short rod (the so-called “reinforced”), because there are more holes.
- Do not indicate edges using the method of multi-colored lines - when printing in black and white they are not visible; the background of the drawing must be white.
- There is no need to clutter the drawings with repeated dimensions.
- Dimensions must be rounded to the nearest whole number, for example, instead of 93.45 mm, indicate 93 mm.
As our experience shows, the most terrible drawings are from Basis-Furniture Maker and AutoCAD.
Read also: Operator of computer-controlled machines, etc.
The main complaints about these drawings:
- 1) Dimensions are printed in extremely small font
- 2) Dimension lines are the same thickness as the main lines - it is often impossible to understand the shape of the part
- 3) The drawings are littered with unnecessary information, so much so that the dimensions are not visible.
- 4) Contradiction of sizes on sketches and form
Apparently this is because either the authors of these programs did not take drawing lessons, or the majority use an unconfigured hacked version.
Examples of sketches for the additive:
A drilling and filler machine is equipment for wood processing , with the help of which holes are drilled in through-type or blind-type workpieces. It is most often used in the production of various pieces of cabinet furniture, including furniture for the kitchen, bathrooms or cabinets.
These machines must ensure high precision of work, since it is necessary to make many holes with an exact location in relation to each other; defects are not allowed in such work.
A modern furniture additive machine is not only highly accurate, but also a multifunctional device that can operate in automatic mode uninterruptedly and requires almost no intervention from you. Today we will talk about the features of such machines.
Advantages of multi-spindle heads
Several vertically located heads with a set of cutting tools, a horizontal spindle for working on the ends, require automatic controllers and adjustment of the rotation speed. Fixation of the part is provided by pneumatic clamps. The drive device ensures simultaneous operation of the units.
Operating principle of the equipment
The equipment layout provides the following advantages of simultaneous processing:
- precise settings are programmed, additional (correction) values are entered quickly from the remote control;
- seriality (repeatability) of operations on action in 2 planes;
- changing the angle of the drill;
- cutting right and left screws;
- Possibility of use in conveyor lines when equipped with automatic unloading/feeding of raw materials.
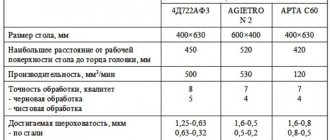
Spindles of the SCM Cuspide 21 filler machine
The number of spindles varies, most often there are 21 or 27 pieces. Accordingly, at the centers of the extreme drilling places there will be 64/83.2 cm. The chucks are installed under shanks O 5 mm, O 10 mm. Maximum O for drilling and filler centers is 12 mm. Drills are made of hard alloys for intensive working conditions.
Drilling and filler machines and their task
Once upon a time, wooden parts of furniture structures were fastened together with tenon joints, and holes were created using a hand drill or brace. When slab elements , the need arose for more holes to connect furniture elements. It was impossible to make such a quantity manually, which is why the concept of a “squat card” appeared in the mass production of furniture.
Squatting meant connecting parts to each other. Nowadays, this is the name for holes created by the drilling method. And by squat map we mean a drawing of the placement of points that will need to be drilled.
Drilling and attachment equipment has the following functions:
- taking accurate measurements;
- making holes that will be connected through wooden elements.
Types of filler machines
In the industrial production of furniture, the first machines were single-piece drilling and filler machines. They were single-spindle and made one hole; over time they fell out of popularity. And the reason for this is that the squat map contains many points for making holes , which is why all currently existing models of such machines are multi-spindle.
The first models of machines of this type had the following basis:
- bed and table;
- a welded frame on which the spindles will be placed.
When the electric motor started, the machine began to work, while the frame was lowered, and the spindles made holes. In those years, there was no mass production of such equipment in the Soviet Union; each furniture factory produced them independently. However, the process was extremely lengthy, and it was necessary to make a separate machine for each part.
Over a period of time, such machines ceased to be used in the production of furniture; instead, multi-spindle designs began to be used for various parts.
Present tense
In recent years, furniture companies have begun to actively switch to multi-spindle machines equipped with a drilling head. It is needed to create the required number of holes used for installing drills. These holes are spaced 1.5 inches apart. The head moves thanks to an electric motor , which is used in conjunction with such gears as:
But you need to take into account that the service life of belt drives is not very long, and accordingly, they will need to be changed frequently.
But the use of chain drives creates a lot of noise during operation. Therefore, furniture manufacturers predominantly choose gear drives, in which torque is transmitted from one spindle to the next. This rotation is ensured by right and left drills.
Machines used for individual furniture production are equipped with one spindle head, which is located in a vertical or horizontal plane. The exact placement depends on the hole being created.
Multi-spindle designs equipped with a single head are usually used to create the following holes:
Naturally, you can create them all together, but this will require displacement of the parts, which can subsequently disrupt the geometry during drilling .
More attractive are the half machines, which are practical and more functional. Their key feature is the presence of a horizontal side drilling head, as well as two vertical ones at the bottom. Other advantages of such designs include the following:
- they are more convenient to use compared to drilling heads;
- you can make accessory holes in 3-4 steps;
- Well suited for individual use.
The design of automatic drilling and filler machines includes rotating heads, thanks to which it is possible to make holes that can be of different sizes and have complex fill patterns. They can be used in serial production of furniture. Among their disadvantages is the lengthy setup. For example, when you need to make parts of a non-standard size, it will take a whole day to calibrate the machine.
For companies that produce custom-made furniture, it is best to choose machines with longitudinal feed. Their advantages are as follows:
- easy setup;
- there are called heads.
Read also: How to check wires with a multimeter on a car
Processing one part will take about 2 minutes, but for large manufacturers this is a lot.
The most expensive equipment of this type is with cross feed. The high cost is due to the high efficiency. If you need to create holes in a part, you can use one specific drill.
Stages of equipment development and its types
Over the years of its existence, the drilling and additive machine has been constantly improved, becoming more productive and convenient to use. Any specialist will be interested to learn about the stages of development of this equipment. The first drilling and attachment devices were equipped with one spindle, which made them not very convenient and low-productive. Since such equipment required many holes to be drilled according to the filler pattern, the use of single-spindle models was not widespread.
The first drilling and additive unit with several spindles was a device consisting of a frame, a work table and a welded frame on which several drilling heads were rigidly fixed. This machine was specially designed for drilling holes in parts of the same type (the distance between its working heads could not be changed). Naturally, it takes a lot of time and money to develop the design of such a drilling and additive machine and its creation, which is a big disadvantage of this type of equipment. Currently, machines of this design are used in small furniture factories, where making them yourself is more economically feasible than purchasing expensive universal equipment.
Multi-spindle head of drilling and filler machine GF 35
At the end of the last century, drilling and additive devices were developed, the working body of which is a multi-spindle drilling head. The mounting holes for placing drills in it are located at a distance of 32 mm (1.5 inches) from each other. All drills installed in such a head rotate using one motor, which drives them through a belt, chain or gear drive. The preferred option is gear drives, which are more durable than belt drives and less noisy than chain drives. Since rotation is transmitted from one spindle to another using gears, both right-handed and left-handed drills are used on such machines.
In small industries and individual furniture workshops, machines equipped with one multi-spindle head located in a horizontal or vertical plane are used. Using such drilling and attachment machines, you can drill both vertical and horizontal holes in elements of furniture structures.
Interchangeable spindles can be quickly swapped to drill holes at different distances from each other
The drilling and additive machine, which is called the “half”, has wider capabilities. A design feature of this machine is that it is equipped with three drilling heads at once: one lateral and two vertical, located at the bottom of the work table. Drilling all the necessary holes on such a machine requires relocating the part, which can negatively affect the accuracy of their location, and the need to reconfigure the equipment reduces productivity. A drilling and attachment unit of this type is optimally suited for equipping small industries, as well as for those craftsmen who make furniture with their own hands.
GRIGGIO G55/3T with three drilling heads equipped with separate motors
At enterprises that produce furniture in large series, automatic drilling and additive equipment is used. Using such machines, even the most complex additive maps can be completed in one pass. The operation of these devices is controlled by a simple CNC system, and their working bodies are two horizontal drilling heads located on the right and left, and several vertical supports that are mounted at the bottom of the work table. The main disadvantages of such drilling and filler machines are the rather high price and the time it takes to reconfigure for processing parts of a different configuration. That is why the use of such devices is advisable only at enterprises that produce the same type of furniture in large series.
Automatic drilling and attachment machine Ostermann 2T, designed for large furniture production
A universal type of equipment that is optimally suited for equipping enterprises that produce custom-made furniture is a drilling and additive unit with longitudinal feed, controlled by a CNC system. A design feature of such machines, which, in fact, can be called machining centers, is that their drilling heads are equipped with retractable spindles, automatically called upon command from the control system. Despite their versatility and flexibility of settings, these machines do not demonstrate very high productivity, which does not allow their use in enterprises that produce furniture in large series.
The HIRZT F8 CNC drilling and additive machine can change the additive map without stopping, which is often required in small-scale production