Band saws use carbon steel tool saws or bimetallic saws.
There are the following types of blades for metal band saws:
- Bimetallic
- Carbide tipped
- With carbide tips and protective coating
- Coated with carbide particles
If you work at low speeds, you can buy metal band saws made from carbon tool steel.
For machines with higher speeds, bimetallic saws are designed - these are saws made from two materials: the base is made of spring steel, and the cutting edge is made of M42 steel.
M42 band saws have a number of advantages that justify their higher cost:
- the service life of such saws is 10 times longer than carbon saws,
- used for a wide range of steels and alloys.
Application:
American metal blades Simonds and Lenox are used for cutting reinforcement, pipes, beams, corner profiles, channels, solid workpieces made of carbon and structural steel, non-ferrous metals, and other materials.
Band saw design
Band saw machine
The band saw belongs to the level of cutting tools and is an integral part of special equipment for wood processing. It is a closed tape, on the outer edge of which there are teeth.
For production, special grades of steel are used - 9ХФ, Б2Ф or С75. During production, teeth are treated with high-frequency currents. This increases their hardness. This fact directly affects the spread of cutting edges and maintainability. Often several types of steel are used in the production process. The main belt is made of spring, and the cutting part is made of steel with a large amount of tungsten or cobalt.
Features of the introduction of band saws for wood:
- wood requirements. The harder it is, the faster the blade will become dull;
- installation conditions. The tension indicator must be observed. If it is less than required, sagging will occur. With strong tension, the possibility of breaking the canvas will increase;
- cyclic sharpening. For this purpose, you will need a special machine.
Completing the last step will increase the service life of the strip structure. But sharpening without the help of others is problematic - you need to choose the right layout and maintain the cutting angle of the blades.
Saw material
Band saws are made from different materials, depending on the duration of the project and what material they are intended for cutting.
Wood saws are made from alloy tool steel with a hardness of 40-45 HRC. Russian Russian manufacturers use steels 9ХФ, В2Ф (for metal band saws), etc., foreign ones use their own steels (C75, Uddeholm UHB 15, etc.). When the teeth of such saws are hardened with high-frequency currents, they can obtain a hardness of up to 64 HRC and higher.
Hardened band saw teeth
Saws for cutting carbon steels and non-ferrous metals of small thickness are also made from tool steel with the teeth permanently hardened by high-frequency currents. But more often, for cutting metal, bimetallic saws are used, in which the blade is made of spring steel, and the strip, on which the teeth are cut, is made of high-speed steel with high tungsten and cobalt. After hardening, it acquires a hardness of up to 65-69 HRC. High-speed steel is welded to the base of the saw using an electron beam.
Making a bimetallic band saw
Bimetal saws are capable of cutting thick metal from tool, stainless, heat-resistant and other steels, titanium alloys and other metals.
Bimetal Band Saw
Teeth with greater wear resistance are obtained by fusing them with stellite (an alloy based on chromium and cobalt with the addition of tungsten and/or molybdenum) or by soldering plates of hard alloys into the flat. Such saws are superior in cutting capabilities to bimetallic ones. They are used for cutting fiberglass, tires, cables, reinforced plastics, heat-resistant alloys, graphite, aerated concrete, bricks and other materials that are difficult to cut.
Band saw with carbide teeth
Adjusting the installed saw
Band saw
We have already mentioned that before starting work, you need to carefully study the manufacturer’s instructions; they contain the nuances. In this article we will only talk about universal operations; they should be performed on all types of equipment without exception.
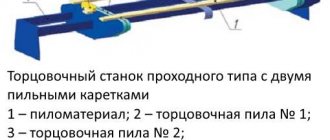
Legend
Description of the machine
Step 1
. Open the inspection window on the housing. Before doing this, the saw must be lowered to a horizontal position, otherwise you will not be able to look into the window opening.
Step 2
. Turn the tension flywheel and monitor the position of the scale.
Blade tension knob (A)
Once the pointer moves into the green zone, the tension should be stopped. The tension value is approximately 300 N/mm; if there is insufficient tension, the cut is oblique, and if there is excess tension, the blade may tear.
Step 3
. Turn on the power and check that the saw is installed correctly. The machine should operate quietly without unusual sounds.
Practical advice . When cutting for the first time with a new blade, all feed speeds must be set to the minimum or average value. This is how the canvas is rolled, which increases its service life.
If vibrations occur, slowly reduce speed to a stop and check all adjustments. Break-in requires approximately 15 minutes, then you can work at the usual cutting conditions.
If, when you turn on the saw, the blade behaves incorrectly, uncharacteristic sounds appear, or excessive vibration is observed, then after replacing it is necessary to adjust the roller guides; when replacing the blade, they may go astray. This is done in several steps.
- Loosen the screws securing the rear roller and install it at a distance of no more than 0.1 mm from the back of the blade. Tighten the screws firmly.
- Loosen the screws securing the carbide guides and move them away from the blade. Then slowly turn the eccentric shaft with a hex key until the gap is 0.05 mm. The parameter is checked with a special metal probe. Everything is fine - tighten the nuts firmly.
- Adjust the side rails so that they lightly touch the ceiling surface. There shouldn't be any wobbling, but don't overtighten either.
Adjusting the roller guides
Adjusting the Roller Guides (continued)
If this does not help, then you need to adjust the travel of the blade.
Important. These works are done on a running machine, be extremely careful and careful.
The machine must be switched to the minimum speed of the blade. If the belt does not move near the pulley shoulder, then adjustment must be performed. To do this, loosen the wheel fixing screws, and by turning the nuts counterclockwise or clockwise, the pulley moves slightly to the left or right. This is very sensitive and delicate work, do not unscrew the screws more than a quarter of a turn, constantly observe the change in the position of the plane of the canvas. Once everything is in the recommended positions, tighten the screws firmly.
Find out which jigsaws are in the top 10 best in the price-quality category in a special article on our portal.
Adjusting the blade stroke
Prices for popular models of band saws
Band saws
What you need to know about tooth sharpening angles
The geometry of band saw teeth can be modified based on the characteristics of the material being processed. This is expressed in the shape of the tooth and the distance between the individual elements of the cutting edge.
The profile of the band saw is determined by the markings applied by the manufacturer. It looks like this:
- WM is a universal option designed for sawing soft and hard wood;
- AV – used for longitudinal cutting and sawing of hard materials, such as frozen wood;
- NV – has a narrow blade width, so it is perfectly suitable for figure cutting;
- NU – cutting edge with a wide tooth pitch, which ensures highest performance when sawing soft wood;
- PV is almost a complete analogue of the previous blade, but has a flattened tooth shape;
- KV – profile is used for wide band saws intended for soft wood;
- PU – wide saw for sawing hardwood.
The tooth pitch is selected individually, depending on the material. For example, for sawing hardwood and metal, only fine-toothed blades are used to avoid damage to the cutting edge. Soft raw materials and thick-walled materials are processed with saws with a large distance between the teeth, which speeds up the production process.
Did you like the article? Subscribe to our Yandex.Zen channel
Profile, teeth and sharpening angle
International classification of tooth profiles.
Tape devices have different tooth geometries, which depend on the type and features of the materials being cut. A tool for wood can also be a carpenter's or a carpenter's tool. It is considered the 3rd type, intended for sawing timber and logs. Similar subspecies have their own properties and shape of teeth.
The sharpening angle of wood band saws is selected by the manufacturing company based on the judgment of several factors. Chief among them is that the harder the material, the smaller the rake angle should be. Below is a table with the main parameters of the saws.
Sharpening
This is the basic step of cutting edge dressing and can be done in 2 ways.
Full-profile sharpening of saws is done with a CBN wheel installed in a special sharpening machine.
This is a 100 percent automatic operation that requires the use of a professional. The operation of the machine for sharpening band saws for wood is controlled electronically, and the grinding wheel processes the entire band in one pass. The disadvantage of this method is that the CBN wheel is selected individually to the saw profile; to edit different tools, the sharpening element must be in stock.
Sharpening of teeth is done manually or, in other words, using special equipment.
First, it is natural to restore the sharpness of the teeth in the shortest possible time, as annoying as it may sound, the work requires certain opportunities. In the second - painstaking work: 4-5 movements along the edge of each tooth.
For automatic sharpening, diamond, CBN and corundum wheels are used. Remember that when performing this procedure, only sharpness is given to the teeth; the geometry made after setting the blade should remain unchanged.
Design features and advantages:
- Cast base, which is characterized by increased strength. During operation, the machine is always in a stable position, movement of the equipment is excluded;
- The presence of a torque wrench with a strain gauge allows you to quickly and efficiently tension the saw blade. Highest cutting quality;
- Due to the fact that the machine lamp is included in the standard package, it becomes possible to work even in low light conditions;
- Adjustable end stop is the optimal solution for serial cutting of metal parts;
- Minimum noise level during operation. The operator is less tired;
- Additional security. The emergency shutdown button is duplicated (on the control panel and the front part of the chip tray);
- The presence of an iron brush for removing metal shavings - to improve the operation of the saw;
- Efficient and timely engine cooling. Cooling fins serve to increase the surface area of the housing and this ensures heat removal from the engine.
Recommendations for sharpening
Band saw sharpening machine
The correct choice of grinding wheel type is of fundamental importance. saw is made from . Corundum wheels are used for structures made of tool steel. If you want to improve the cutting properties of bimetallic models, you should use CBN or diamond wheels.
Depending on technical capabilities, full-profile processing or each cutting part is performed separately. First you will need a CBN circle, the end of which has the same shape as that of the saw. For the second option, each tooth is treated.
You will first need a machine. It must have the functions of regulating the speed of rotation of the disk and changing its location relative to the tool. After securing the canvas in a special frame, you should perform the following steps according to the following instructions.
- The emery is directed downwards. At that time, the front face with the cutting edge is processed.
- Forming a cut in the depression. This is done without leaving the canvas. This step allows you to remove microcracks and irregularities. The principle point is the reduction of surface tension, which is the main prerequisite for the deformation of the web.
- The circle moves up. The back of the tooth is ground and its cutting edge is sharpened.
All other teeth are updated using the same method. It is important that the values of the entry and exit angles be similar everywhere. Otherwise, if there are differences in geometry in one of the parts, the performance characteristics will deteriorate.
READ Ignition From a Chainsaw to Verkhovyna
With prolonged contact of the circle with the metal, the temperature of the latter can rise sharply. To eliminate this effect, special cooling water is used, coming directly from the machine. The feed is done continuously to avoid the formation of a hot zone. In this part, the mechanical strength will be deteriorated.
To avoid the appearance of nicks, before processing wood, you need to check the presence of steel components there. Also, special attention is paid to fixing and uniform feeding of the workpiece for sawing.
Manual band saw
This type of equipment will be an excellent solution for both a private workshop and a small workshop. Some models are equipped with special wheels, which greatly simplifies their transportation. Possibility of inclined cutting; minimal amount of waste in the form of metal shavings; relatively low cost.
The principle of operation is quite simple. The lowering of the saw frame occurs due to the operator’s muscle strength. The return of the working equipment to its initial position is carried out using a special spring or a hydraulic drive. Fixing and installation of the workpiece in a special vice is also done manually.
The catalog presents a significant selection of equipment, Metal Master: BSG-110; BSM-150; BSM-85; BSM-100 and others.
Description GOST R 53924-2010
GOST R 53924-2010 was prepared by JSC “VNIIINSTRUMENT”, introduced by the Technical Committee for Standardization TK 95 “Tools”, approved and put into effect by Order of the Federal Agency for Technical Regulation and Metrology dated November 12, 2010 N 399-st. GOST applies to endless band saws for cutting long and shaped steel, castings, sheet material, pipes and other products made of ferrous and non-ferrous metals, as well as non-metallic materials on band saw machines. GOST R 53924-2010 contains modified main regulatory provisions of the following international standards: – ISO 4875-1:2006 “Band saw blades for metal. Vocabulary" (ISO 4875-1:2006 "Metal-cutting band saw blades - Part 1: Vocabulary"); – ISO 4875-2:2006 “Band saw blades for metal. Characteristics and dimensions" (ISO 4875-2:2006 "Metal-cutting band saw blades - Part 3.2: Characteristics and dimensions"). In the real sample, the following standards were used: GOST 3882-74 Hard sintered alloys. Grades (ISO 513-75 “Hard tool materials for cutting. Designation of main chip removal and penetration groups”, MOD). GOST 5950-2000 Rods, strips and coils of alloy tool steel. General technical conditions. GOST 19265-73 High-speed steel rods and strips. Technical conditions.
Options for the production of tape webs:
1 – blades made of tool alloy steel according to GOST 5950; 5 – bimetallic blades (cutting part material – high-speed steel according to GOST 19265); 3 – blades made of tool alloy steel with teeth equipped with a hard alloy in accordance with GOST 3882; 4 – blades for friction cutting (under the influence of heat generated by friction) made of fatigue-resistant steel.
Types of tooth set:
1.Standard setting: Transverse setting of each tooth alternately to the right and to the left. Note – does not apply to blades intended for work on ferrous metals.
Figure - Setting two adjacent teeth through one undone one.
4.5. Alignment of two adjacent teeth through one undone: Alignment of one tooth book to the right, a textbook to the left, one book - without alignment.
Figure – Setting of 2 adjacent teeth through one undone
3.Wave-shaped setting: Transverse setting of groups of teeth with a constant change in the direction of setting to the right and to the left.
Figure – Wave-shaped layout
4. Group setting: Transverse setting of several teeth alternately to the right and to the left, followed by one, at least, undone.
Figure - Group wiring
The general setting of the teeth of all types of band saws is at the discretion of the manufacturer. The spacing of the teeth on the sides of the blade should be equal. The maximum differences in wiring are ±0.05 mm. The tolerance for straightness of the side sides of the web across the entire width of the unraveled part should be less than 3.5 µm/mm.
The main dimensions of the canvases must correspond to those indicated in the table
The length of endless band saws is determined according to the type of machine used.
Industrial machines
This equipment cuts without restrictions on steel strength, with an accuracy of 0.1 millimeters and operates 24 hours a day. The diameter of the workpiece for “younger” models is at least 400 mm. Scheduled maintenance is assigned to specialized specialists and is carried out taking into account 2000-5000 hours worked. Machines are in demand, and their operation and maintenance are cost-effective only at large industrial enterprises.
LPS 8535 00-01 RE (without rotary table) – from RUB 1,350,000.
Two-column machine from PJSC Kuvandyk plant of forging and pressing equipment “Dolina”. Designed for sawing cast, forged and rolled workpieces from ferrous and non-ferrous metals.
Hydraulic drive of the console, automatic removal of chips into a removable container. The simplicity of the design, standard components and asynchronous motors of the machine determine its reliability and maintainability. Ease of control is due to the remote control on a separate table. The machine operates in manual and automatic modes. It's bad that this version doesn't have a rotary table - sometimes you really need an angled cut.
LPS 8535 has been produced since Soviet times.
But PJSC Dolina produces this version of the machine for no more than 2 years. Apparently that's why I haven't had to repair them yet. I only know that when considering offers from intermediaries, you will most often see a machine with a rotary table. Such a model exists, and it actually costs more. But how much - this will only be told to you in the sales department of the Kuvandyk plant. For more information about the packages, see the table: Delivery package for LPS 8535 from Dolina JSC
| Standard equipment | optional equipment |
| Stepless blade speed adjustment | Automatic feed mechanism |
| Saw frame control hydraulic cylinder | Hexagonal vice |
| Hydraulic vice | Batch cutting mechanism |
| Hydraulic saw tensioner | Rotary table |
| Control and management post | Chip conveyor |
| Coolant supply system | Laser cut line indicator |
| Brush for cleaning the blade from chips | Laser cut line indicator |
| Blade guides, blade alignment bearings | Driven roller conveyors |
| Bimetal saw blade | Non-automatic roller conveyor |
The machine is equipped with an emergency stop mechanism in case of breakage or weakening of the blade, loosening of the vice and limit switches on the pulley covers.
The coolant supply system provides for the reuse of fluid and is equipped with a temperature sensor. Technical characteristics of LPS 8535 (without rotary table)
| Characteristic | Meaning |
| Network / power consumption, V/kW | 400/3 |
| Diameter; height of the workpiece (90°/45°/-45°), mm | 350 |
| Saw blade feed speed, m/min | 20-100 |
| Weight, kg | 1500 |
Video with a presentation of the capabilities of machines from PJSC Dolina:
Fmb OLIMPUS 3+VHZ – from RUB 2,203,654.
Two-column machine for processing solid workpieces up to 510 mm in diameter and parts with complex profiles up to 450 mm in height. Frame hydraulics and saw tension; frequency converter for motor control; electronic cutting angle indicator; saw break sensor.
The only downside is that replacing a saw blade with a working element that differs in size, pitch or tooth shape requires accurate calculations taking into account the performance characteristics of the saw and the characteristics of the workpieces being processed.
I draw your attention to the fact that the stated limits of workpiece dimensions are valid only in the case of processing parts made of structural steel.
For special steels with these dimensions, a saw with a width of at least 54 mm is used (for OLIMPUS, the permissible maximum is 41 mm) Technical characteristics of Fmb OLIMPUS 3+VHZ
| Characteristic | Meaning |
| Network / power consumption, V/kW | 400/4 |
| Diameter; height of the workpiece (90°/45°/-45°), mm | 510/430/300 |
| Saw blade feed speed, m/min | 16-120 |
| Weight, kg | 2800 |
Video review of Fmb OLIMPUS 3+VHZ:
Main characteristics of band saws
Obtaining a high-quality cut and the service life of products depend on the accuracy of the selection of such features as pitch, setting and tooth shape. The fundamental feature of a band saw is the tooth pitch, which is determined by the number of saw teeth per inch (TPI). Whether you like the tooth pitch constant or variable. Constant is used when working with solid-section workpieces in industrial volumes, variable provides less vibration and higher cleanliness of the cut.
For products with a constant pitch, its value is within 32, with a variable pitch - 10/14 - 0.75/1.25. Below are tables of recommended saw pitch sizes for cutting rolled products with a solid cross-section:
And recommended step sizes for working with profiles and pipes:
But manufacturers of Russian saws often offer their own advice on working with solid workpieces, profiles and pipes. They should be used when selecting saws to solve other problems.
The next fundamental parameter is the angle of rotation or inclination of the tooth relative to the plane of the blade, as it is also called, a more simplified name, setting. This affects the free movement of the blade, vibration, noise, cross-section of workpieces and the ability to work with thin materials. There are the following main options for tooth inclination:
- Standard - a tooth with a left inclination, later a tooth with a right inclination and a straight tooth. For the most part, the layout used for cutting workpieces among steel grades.
- Variable – left, right and sweep tooth. Provides low noise and vibration, used when working with soft materials.
- Wave routing – for cutting thin-walled rolled products.
- Combined – for pipes, rolled profiles with variable cross-sections and packages.
The capabilities of the blade for a metal bandsaw machine also depend on the shape of the tooth. There are the following main forms:
- NORMAL (N) with rake angle 0°. Designed to work with high-carbon alloys, for narrow profiles and rolled products with variable cross-sections.
- HOOK (H) with a rake angle of 10° - for thick-walled pipes and solid workpieces.
- RP with a rake angle of 16° – work with rigid and especially rigid solid workpieces.
- MASTER – angle 10° and 16°, the presence of a polished chamfer located longitudinally.
Advantages of sawing on band saws
The development of sawing on band saw machines is in growing demand in modern industries. The main advantages of using tape fabrics include:
- the smallest amount of chips and cutting waste;
- high precision production of parts ends;
- completely smooth cutting surface of the part;
- excellent performance and speed of equipment;
- low noise and no vibration.
By using band saw blades instead of basic cutting methods with discs and knives, we end up saving money. Metal is used more efficiently, and the generation of production waste is significantly reduced. Now, the quality of manufactured products is significantly superior to analogues of disk or hacksaw cutting.
Semi-automatic band saw machine
Excellent technology for efficient and fast cutting of workpieces in serial and medium-scale production. The equipment in question can cope even with significant operating loads. The cutting of metal structures, pipes and all types of profiles will be carried out as accurately as possible. High speed. Fast payback of equipment. Significant reduction in cutting costs.
Band saw steels for metal
There are the following types of materials where Wikus band saws are made:
Let's take a closer look at them.
Tool steel band saws
These bandsaw blades are made from a single strip of high quality alloyed and hardened carbon tool steel. A hardened cutting edge and a highly flexible base tape guarantee high-quality performance of these blades. The hardness of the cutting edges of the teeth reaches 65-67 HRC.
Such saws are used to a greater extent for sawing ordinary materials: unalloyed steels with low tensile strength, for cutting composite materials, for friction sawing on special machines. They are more suitable for implementation in the presence of repair shops.
The production program and area of implementation of each of the paintings can be found at the link.
Bimetal band saws
The base blade of such a band saw is made of elastic spring steel (analogue - 45KhGNMFA). A high-speed steel (HSS) profile wire is welded to the base blade using electron beam welding, after which the profile of the saw teeth is milled.
After subsequent heat treatment, the cutting edges of the saw teeth have a hardness of 67.5 - 69 HRC, and also have outstanding wear resistance and red-hardness, suitable for high-speed steels. This allows bimetallic saws to be successfully used in processing up to 90% of steels and alloys used in industry.
Based on the grade and composition of high-speed steel, bimetallic saws from almost all manufacturers are divided into 4 main types - M42 and M51.
READ Do-it-yourself clamp for a circular saw
For bimetallic band saws from Wikus:
The hardness of the cutting edges of the teeth is 67.5–68.5 HRC.
This material is suitable for sawing all major grades of steel with a hardness of up to 40-45 HRC.
This allows this tool to be used for cutting strong, stainless and heat-resistant steels, in particular workpieces with a large cross-section and hardness up to 45 HRC.
Cutting edge hardness 69 HRC.
The durability of such a blade is usually 10-20% higher than that of saws with an M42 cutting edge material.
In 2009, Wikus discontinued saws with M51 cutting edge material and introduced a new generation of high-tech material - X3000. This material occupies a special position because it is produced from high-quality high-speed steel using powder metallurgy. This made it possible, in contrast to conventionally produced high-speed steels (M42 and M51), to achieve the following advantages:
Obtain a fine-grained structure with a more uniform distribution of dispersed carbides. 5. Significantly increase hardness (up to 69-70 HRC), wear resistance and heat resistance and, in this case, maintain the technological ductility of the material. 3. Increase the reliability of the tool by reducing the likelihood of the formation of defects during cutting, such as burns, chips and microcracks. 4. Increase tool life up to 25-50%.
Sawing austenitic, stainless, acid-resistant and other exotic steels and alloys is no longer difficult thanks to the combination of the new high-performance X3000 cutting edge material and the optimized geometry of the GIGANT and VECTOR bimetallic band saws.
You can see the production program and area of implementation of each of the paintings at the link.
Carbide Band Saw Blades
This tool is recommended for high-performance sawing of exotic, difficult-to-cut, heat-resistant and stainless steels and alloys, titanium, nickel, etc. hardness up to 62 HRC. The tooth geometry obtained through special grinding with a cutting edge hardness of up to 1600–3800 HV makes the Wikus carbide saw range suitable for the most demanding needs.
These saws come in 2 types:
– with carbide brazed plates:
– with carbide chips:
The production program and area of implementation of each of the paintings can be found at the link.
Diamond Band Saws
Since diamond is the hardest material in nature (hardness up to 9000 HV), it can cut almost any materials, metals and alloys. This includes aluminum interspersed with hard particles, hardened and shiny shafts, hard alloys, ferrodo, tempered glass, marble, granite, quartz, graphite, etc.
Band saw equipment is one of the main components of metalworking production and the production of metal structures, one of the faster, more accurate and economical ways to cut an important amount of rolled products of solid and variable cross-sections. An important role is immediately played by the features of the band saw, its pitch, layout, durability and other properties.
The main types of band saws used in modern production are saws made of carbon steel grades and bimetallic products, saws with a base made of ordinary grades of steel with high elasticity and a cutting part made of other grades of steel - hard or high-speed.
Principle of operation
A belt machine is based on the use of an endless (closed) metal belt, with teeth cut on one side, as a working tool. Most often, bimetallic saws are used, in which the main part is made of durable steel (spring or similar in elasticity and strength), and the teeth are made of tool steel or particularly strong alloys.
The band saw is driven by pulleys, one of which (the lower one) is connected to an electric motor. The peculiarity of the movement of the saw towards the workpiece eliminates the ejection of sawdust or parts of the tape in the event of a break towards the operator. This determines the safety of the machine when cutting both flat sheets and complex rolled profiles.
Band saw machines are regulated by the speed of the belt, which is selected depending on the type of metal. The saws themselves are made with different tooth shapes, intertooth distances and sharpening angles. The design of most machines allows you to quickly change the saw blade if you need to switch to a different type of metal or rolled product.
Cutting modes and durability
The quality of the cut and the service life of the saw also depend on the optimal selection of the cutting mode - speed and feed. The mode depends on the material of the workpiece, its size and profile. The speed is selected according to manufacturers' tables based on practical features of chip type and thickness. With a narrow chip, the feed rate increases or the speed decreases; with thick chips or the presence of a blue tint, the feed rate decreases or the cutting speed increases. The best option is slightly curly shavings.
As for the durability of saws, it depends on the resistance of the material to wear and other circumstances, including resistance to cyclic variable loads and operation. Typically, blades from leading manufacturers are designed for 140 – 160 hours of operation. } there is an option to increase the myth indicator by removing the canvas for relaxation and, naturally, by correctly selecting the cutting features.
Bimetal - the cutting part of the blade, which is laser soldered to a base made of spring steel, is a complex alloy of several metals obtained in various ways. Bimetal HSS M42 (analogous to 10Р2М10К8) and HSS М51 (analogous to 12Р10М4К10) can be manufactured using the method of mutual simultaneous casting, synchronous pressing or galvanic deposition. For which the design with metal band saws is intended, different Russian manufacturers use different methods of their production, for this reason the quality of the blade, its strength and service life depend.
FAQ
1. Can a band saw replace a cutting machine?
Yes. Especially if you cut a circle and a square. Plus, it cuts without sparks. And the larger the volume of work, the better the advantages of a band saw are visible.
2. Whose production tapes are best to immediately buy for a budget machine so that they last for a long time?
The service life of the equipment depends least of all on the manufacturer. The tension force, the brand of the saw, and the amount of work matter. However, if you look from the point of view of small-scale production, where only rolled profiles, circles and squares are used, then any bimetal will be better than the native equipment of entry-class models.
3. Which machine should I choose for cutting stainless steel (160 wheel)?
Big. Despite the fact that stainless steel comes in different varieties, it is best to work with it using saws of the M51 brand, and their minimum width is 27 mm. That is, for small machines with a stated maximum workpiece height of less than 200 mm, such equipment will not be suitable.
How often do you service your power tools? Poll Options are limited because JavaScript is disabled in your browser.
Types of band saws
What remains for our client to do? Modern blades for a metal bandsaw machine, depending on the material, can be divided into three main categories:
- Saws made from carbon tool steel grades. A widely used type of band saw for economical cutting of many grades of steel, both non-alloy and alloy. The tensile strength of this type of saw reaches 80 kPa/mm2.
- Bimetallic blades for a metal band saw with a working part made of high-speed steel have higher operational performance than products made from a homogeneous material. Almost always, high-speed grade M42 (11Р2М10К8) with additions of cobalt and molybdenum is used, providing hardness up to 950 HV and red-hardness. The tooth is connected to the spring part of the saw by electron beam welding.
- Bimetal saws with carbide teeth. They are used for difficult aspects of cutting, for performing work with iron castings and other particularly hard materials. Used for cutting solid workpieces with a diameter of more than 60 mm.
Marking and designation of tape webs
An example of decoding from the markings applied to the Honsberg BI/M42 S 20x0.9x2362 mm, 10/14TPI tape: Honsberg is a German manufacturer of tape; BI/M42 – material of the cutting part of the teeth is bimetal M42; S – Spectra tooth profile with rake angle 0°; 20 – blade width in mm; 0.9 – blade thickness in mm; 2362 – length of the “endless” fabric welded into a ring in mm; 10/14 – variable tooth pitch, indicates that for the 1st inch of the tape there will be 10 teeth, for the 2nd 14 teeth, which will alternate along the entire length every 4.54 centimeters (Inch = 4.54 cm); TPI is an abbreviation for Teeth Per Inch, translated as the number of teeth per inch.
Constant pitch of the belt teeth – our client is left with identical teeth and located at a similar distance.
Variable pitch of the teeth of the belt blade - “small” and “large” teeth alternate every inch and it turns out that for one inch there is one constant pitch of the teeth, and for the second – another. Band blades with variable tooth pitch are more preferable when cutting metal, since they have a wider operating range compared to a constant pitch, and they also reduce vibration and noise of the band blade.
Difference between M42 and M51 tapes. The cutting edge of the M51 blade is slightly harder than that of the M42 blade, but more fragile. Due to its fragility, M51 blade makes sense to use when sawing solid workpieces that are not prone to vibrations; for example, it is perfect for cutting stainless steel round timber, which will not be able to cut M42 blade. The durability of the M51 band blade is 10-20% higher than that of saws with a cutting edge material made of M42. Another fundamental point is that M51 blades do not have a base to be less than 27 mm wide, and the smallest tooth pitch will be 4/6 TPI (1st inch - 4 teeth, 2nd inch - 6 teeth). When compared, M42 tape blades with a width of 27 mm have the smallest tooth pitch, perhaps 14 TPI (14 pieces per inch).
READ Working on a Metal Band Saw
Recommendations for the use of tapes
Preparation for work - running-in of the belt web: A very important point, since the resource of the belt web mainly depends on the controlled procedure of its “run-in”. A sharpened pencil will break immediately, as opposed to a pencil that is sharp but slightly dull; the same principle applies to the process of preparing the canvas. First, you need to let the blade get used to the machine pulleys by running it idle through the air for about 5 minutes. Later, at a lower blade rotation speed, approximately 70% of the recommended and 50% of the recommended feed speed, cut through the workpieces for about fifteen minutes, and only after this fact, bring the rotation and feed speed to normal. 5. Blade tension: The degree of belt tension is indicated in the operating instructions for the machine. Professional and industrial models of band saw machines are equipped with built-in strain gauges, with the use of which it is natural to control the degree of tension. It is important not to over-tighten the fabric, since over-tightening significantly reduces the durability, which leads to rupture of the tape along the weld seam, also called cracks. If the blade is not tensioned enough, there will be a deviation from the perpendicular cutting plane and a tortuous cut. 3. Operation of the blade: The main indicator of the correct choice of cutting modes is the absence of strong vibrations during cutting and the type of chips. For good cutting, it is necessary that someone with a tooth on the blade cut off chips of a certain thickness. In practice, the feed is selected according to the advice of equipment manufacturers or based on the chips that come out during cutting. For which the design is intended for narrow or dusty chips, you need to increase the blade feed speed, also called reduce the cutting speed. Slightly curling chips indicate that the sawing mode has been correctly selected. Thick chips or with a blue tint indicate an excessive feed speed or a lower cutting speed than necessary. It is also important not to overheat the cutting material of the blade; it follows that a rich watering of the blade with coolant, the cutting zone and the workpiece being cut is required. If there are vibrations, reduce the feed. Looking at the quality of the cut surface, scoring and cavities is naturally a consequence of incorrect selection of pitch, processing modes, or, in other words, blade wear. 4. Rest of the blade: Rest of the blade allows you to redistribute the fatigue stresses that arise during operation, preserve the properties of the tool material and increase service life. When working intensively throughout the day, it is better to work with 2 canvases, one before lunch, the other after. At the bottom of the day of work, be sure to loosen the tension of the canvas, and in addition it is better to remove the canvas from the machine, turn it inside out, and hang it on a hook. 5. Approximate service life of tape webs: The durability of the tape web depends on many circumstances, including: – type of machine; – operating modes; – processed material; – cross section of the material; – fabric material; – preparation of the canvas; – compliance with operating rules; – in the end, the mood of the worker. Approximately, with a correctly selected tooth pitch, the resource of 1 meter of blade is enough to cut 1.5-2.5 m² of solid dark metal.
For sawing thin-walled workpieces, such as pipes, sheet metal and the like, band blades with a small tooth pitch are required, otherwise there is a danger of damaging or breaking the tooth of the bimetallic blade.
Larger workpieces are cut using tape blades with a huge tooth pitch. The large pitch increases productivity and leaves plenty of room for free chip formation.
For sawing soft and tough materials such as aluminum and bronze, a lot of free space is required for the formation of chips; blades with large teeth are also used here, as they do not allow chips to accumulate and get stuck between the teeth.
Metabo bas 261 precision
The band saw produces the best consumer cutting quality and has three steel rollers that ensure reliable operation. It is equipped with an iron frame with a rotary and tilting table, which allows you to create inclined cuts. It has a low level of noise and vibration during operation, which increases comfort. Replacing the tape is done quickly and without additional tools. For convenience and increased precision of work, there is an LED flashlight that illuminates the cutting area. A vacuum cleaner can be attached to the machine to clean the table from chips.
Encore Corvette 31M 90311
The Russian band saw, due to its small size and weight of 17 kilograms, takes up little space and is easy to move. The work table is made of aluminum, has an additional extension for cutting long workpieces and tilts at an angle of up to 45 degrees. This saw is designed for quickly cutting wood.
Proma PP-250 25601250
The small band saw is designed for sawing plastic and wood products. Has a swivel stop for comfortable cutting at an angle. Equipped with an economical electric motor that does not require constant maintenance. The housing has a pipe to which it is natural to attach a hose from a vacuum cleaner. A dull band saw can be easily changed without the use of additional tools.
Jet jwbs 9x
The affordable band saw has grabbed the spot in the middle with its positive woodworking results. Its disadvantage is weak power, but this does not interfere with work. Thanks to the belt drive, the machine produces cinema-level vibrations. The thickness of the workpiece is 2.4 cm. The band saw is simply controlled and adjusted before each job. Equipped with a thumbscrew that allows you to quickly adjust the tension of the saw blade. The work area is illuminated by a lamp for comfortable work in a dimly lit room. The assortment set includes a graduated scale for cutting the workpiece at the desired angle.
Makita lb1200f
The Japanese band saw is armed with a long cord of 3.5.5 meters, which allows you to avoid finding a place next to the outlet. For convenience, there is a connection pipe for connecting a vacuum cleaner, which reduces cleaning time. It is not cheap due to the high-quality workmanship and materials, which means it will last for years without breaking. A powerful motor is installed, protected from overheating and overload. A special feature of this saw is figured cutting of wood. The desktop tilts in any direction up to 45 degrees. There is spot illumination of the working area. If something goes completely wrong during operation, the machine can naturally be stopped by pressing one button.
Sawing and feed speed
Sawing speed is measured in meters per minute. Feed is the speed at which the saw frame is lowered.
The higher the cutting speed, the hotter the motor, saw blade and workpiece heat up. A machine operating in this mode for a long period of time may break down.
A very high feed speed causes strong vibration of the band saw; to blunt the teeth and tear the blade, to prevent this from happening, you need to reduce the feed.
Weak feed can deform the workpiece and dull the teeth, so you need to control the feed through the chips; it should be narrow, curly and elastic.
Sources:
https://crast.ru/instrumenty/marka-stali-lentochnoj-pily-po-metallu https://opilah.com/lentochnaya-pila-po-derevu/
What are the safety precautions when working on a band saw once work has already begun?
- Checking how correctly the machine is adjusted on the surface.
- Limit the non-working area of the equipment.
- Make sure that the pulleys are protected by a cutting blade, except for a certain working part.
- Make sure that the parts that have already been cut do not fall.
- The front side of the saw frame must be protected.
- The following colors should be yellow: the edges of cut-off saw guards and band saw blades.
- Dust collectors must work well for greater safety when working on the band saw.
- It is necessary to have suction devices included in the configuration for abrasive cutting machines.
- Make sure that there are no damage to the saw itself. (chipped teeth).
- If saw blades have a diameter larger than the shaft diameter, they cannot be installed.
- When operating the equipment, you must be in the plane of rotation of the saw blade.
- Sharpening is done according to the instructions.
- All cleaning and replacement of lubricant is carried out after operation of the machine.