Subsequent release technology
As already indicated, to obtain the sorbitol structure, products made from 65G steel are subjected only to high tempering at temperatures of 550...600 °C, with cooling in still air.
For particularly critical parts, an additional low holiday is sometimes carried out. Its temperature range is 160...200 °C, followed by slow cooling in air. This technology avoids the accumulation of thermal stresses in the product and increases its durability. For tempering, you can use not only flame, but also electric furnaces equipped with devices for forced air circulation. The holding time of products in such furnaces is from 110 to 160 minutes (increased time standards correspond to parts with complex configurations and large cross sections). It is not recommended to use water and aqueous solutions of salts as working media when hardening 65G steel. The acceleration of the cooling process caused by water is often accompanied by uneven calcination.
The final quality control of hardening consists of assessing the macro- and microstructure of the metal, as well as determining the final hardness of the product. The surface hardness of products made from 65G steel should be within 35...40 HRC after normalization, and 40...45 HRC after quenching with high tempering.
Thermo-mechanical treatment of springs and leaf springs
During high-temperature mechanical processing
(HTMT) of spring steels, the austenitization temperature is taken to be 100–150 °C above AC3, the degree of deformation is 25–60% with simultaneous compression and up to 70% with fractional deformation. Optimal HTMT modes are selected empirically for each product. As a result of HTMT, an increase in static and fatigue (including low-cycle) strength, fracture resistance, ductility and impact toughness is achieved; lowering the cold brittleness threshold temperature, eliminating reversible temper embrittlement and reducing hydrogen embrittlement when applying galvanic anti-corrosion coatings.
An increase in the complex of properties during HTMT has been established for a wide range of spring steels with varying degrees of alloying: silicon (55S2, 60S2), chromium-manganese (50KhGA), steel grades 50KhFA, 45KhN2MFA, etc. The greatest efficiency from HTMT has been achieved on steels containing carbide-forming elements - chromium, vanadium, molybdenum, zirconium, niobium, etc. (steel grades 50ХМФ, 50Х5СМЗФ, etc.).
During HTMT, it is possible to use various deformation schemes (rolling, drawing, extrusion, stamping), but due to the anisotropy of hardening, it is necessary that the direction in which maximum hardening is achieved coincides with the direction of the maximum stresses during operation, i.e., the principal stress schemes during HTMT and in operation should be close.
An important advantage of HTMT, which expands its scope of application, is the inheritance of the substructure created by this treatment, even after re-hardening.
A promising method for processing spring steels is additional hardening by cold plastic deformation, carried out after HTMT.
As a result of final tempering at 250 °C, the strength characteristics of the steel are preserved and its ductility increases.
Low temperature thermomechanical treatment
(NTMO) makes it possible to obtain a high complex of spring properties on carbon (U7A) and alloy steels (70S2KhA, etc.), which is associated both with the inheritance of the dislocation structure of deformed austenite by martensite and with the development of bainite transformation in the process of plastic deformation. The elastic limit increases most strongly after LTMT. The hardening effect during LTMT is usually higher than during HTMT. From the point of view of practical implementation, HTMO is a more complex processing.
The properties of steel after HTMT, especially the elastic limit and relaxation resistance, can be increased to an even greater extent by cold plastic deformation with a reduction of 10% and aging.
The stability of the substructure and the stability of hardening during heating of steel after LTMT are significantly less than after HTMT. Repeated hardening almost completely removes the LTMO effect.
The disadvantage of LTMT is that an increase in hardening is often accompanied by a decrease in ductility and an increase in sensitivity to stress concentrators.
Processing methods
The steel in question is subjected to two main types of processing: thermal and mechanical. Heat treatment of 40x13 steel is used to give it the appropriate technological properties. Mechanical - to create the required shape, solve the assigned technical problems.
Experts classify such metal into the category of materials that require a certain specific approach during heat treatment. It is this type of processing that gives the required properties.
Steel 40x13 in a hardening oven
The main types of heat treatment are:
- sequential hardening;
- slow release after heating;
- hot and cold plastic deformation;
- annealing.
After hardening, the following components are formed in the structure:
- carbides;
- martensites;
- some remains of so-called austenites.
The first two processing methods make it possible to give steel good corrosion resistance and excellent mechanical properties. This is possible due to the fact that it has good plastic deformation. Hardening of such steel occurs by gradual heating to a temperature of more than 950 °C, but not more than 1100 °C. Consistent heating is necessary because this grade of steel is highly sensitive to cracks. To avoid negative consequences, a metal part (especially one with a thickness of more than 100 millimeters) must be heated for more than 10 minutes.
To avoid the appearance of cracks, including in the depths of the metal, the sample is subjected to so-called tempering. That is, a gradual decrease in temperature and keeping the sample at temperatures up to 300 °C. In this case, the steel acquires its maximum strength characteristics. If the temperature regime is not maintained and the process occurs at 450 °C, the steel will lose its impact strength characteristics. It acquires the best corrosion properties and good ductility if the following parameters are observed. Sequential heating to a temperature of 700 °C, subsequent holding for 20 minutes, cooling in a container with oil.
The so-called annealing is used as a softening heat treatment. The part is heated to a temperature of 800 °C. Next, slow cooling is carried out in the furnace itself to a temperature of about 500 °C.
Temperature of quenching and tempering of steel 40x13
As an alternative to the standard type of heating, heating with high frequency currents is used to carry out heat treatment. This method is especially used when it is necessary to harden the surface layer of a part. These are parts that are included in mechanisms with friction and rolling units, and in elements of pipeline fittings. Typically, such hardening is applied only to parts whose thickness exceeds 15 millimeters. With its help, it is possible to achieve a hardness indicator after hardening equal to 36.5 HRC units.
It is subjected to the following types of mechanical processing:
- drilling holes;
- sharpening;
- milling;
- forging.
Carrying out these operations is associated with certain difficulties:
- Hardening of the surface layer (this is due to additional heating of the workpiece at the time of cutting or drilling).
- Problems with the removal of metalworking waste (the resulting metal shavings form a long, narrow, twisted strip). This causes certain inconveniences during long-term processing. This problem is solved by installing special devices on metal-cutting tools. They produce periodic chip breakage.
- Increased wear of the cutting edge. This is due to an increase in the temperature of the part at the point of contact with the edge of the cutting tool. In this case, the presence of crystalline compounds (carbides and martensites) in this grade creates the effect of the presence of abrasive elements in it, which leads to rapid wear of the cutting edge.
https://youtube.com/watch?v=u262HjEbaEY
In addition, difficulties arise when sharpening cutting tools made from this steel. At the moment of sharpening, the temperature of the sharpened edge increases and a so-called metallic influx is formed. This leads to uneven hardening of the edge of the sharpened surface.
After this operation (hot deformation), only slow cooling followed by low-temperature annealing is allowed.
Unfortunately, welding is not included in the available list of mechanical processing. The fact is that this grade of metal belongs to the category of difficult-to-weld materials. Therefore, this processing method is not used to connect structures made from this material.
What is steel normalization and a description of this process
Often, for production purposes, it becomes necessary to change the parameters of steel; one of the ways to do this is heat treatment. By their principle, most heat treatment technologies involve changing the structure of steels through heating, holding and cooling.
Despite the fact that all these technologies have the same goals and operating principles, they all differ in temperature and time conditions. Heat treatment can be either an intermediate or a final process during production. In the first case, the material is prepared for subsequent processing, and in the second, new properties are given to it.
One such technology is steel normalization. This is the name for heat treatment, in which the material is heated to a temperature 30-50 degrees above Ast or Ac3, and then it is cooled in still air.
Principles of normalization
Like other heat treatment technologies, normalization can be either an intermediate or a final operation to improve the structure of steel. Most often it is used in the first case; as a final procedure, normalization is mainly used in the production of long products such as rails, channels and more.
The key feature of normalization is that the steel is heated to a temperature that is 30-50 degrees higher than the upper critical values, and the material is also held and cooled.
This or that temperature is selected depending on the type of material. Hypereutectoid materials are normalized at a temperature between points Ac 1 and Ac 3, but hypoeutectoid materials are normalized at temperatures above Ac 3. As a result, materials of the first type obtain the same hardness, since carbon passes into the solution in the same amount, and austenite is also fixed in the same amount. The structure includes cement and martensite.
Thanks to this composition, the wear resistance and hardness of the hypereutectoid material increases. If high-carbon steel heats up above Ac 3, the growth of austenite grains will increase and, accordingly, internal stresses will increase. The carbon concentration will also increase, and as a result, the martensitic transformation temperature will decrease. As a result, the material becomes less durable and hard and can be changed.
And hypoeutectoid steel, when heated above a critical value, becomes very viscous. This is explained by the fact that fine-grained austenite is formed in low-carbon steel. This component, after cooling, transforms into fine-crystalline martensite. Temperature values in the interval between Ac 1 and Ac 3 cannot be used for processing, since in this case the structure of hypoeutectoid steel receives ferrite, which reduces its hardness after normalization, and after tempering, its mechanical properties.
The holding time depends on the degree of homogenization of the material structure. The standard indicator is an hour of exposure per 25 mm of thickness. The intensity of cooling to one degree or another determines the size of the plates and the amount of perlite.
Pre-treatment - annealing
During annealing, the first and second main transformations of steel occur: pearlite to austenite and austenite to pearlite. The heating temperature should be only slightly above Ac1 in order to keep most of the excess carbides undissolved and obtain the structure of granular pearlite. The heating temperature during annealing of 9KhVG steel in accordance with Table 2 is 770-800°C.
Holding for 30-60 minutes after heating ensures the dissolution of that part of the carbides that can be converted into austenite at a given temperature, and also ensures equalization of the concentration of carbon and alloying elements in it.
Two cooling modes are possible:
1. Slow, providing hardness as in the delivered state. The workpiece is cooled at a rate of 50–60°C/h to the isothermal holding temperature (670–720°C), and then held to complete the decomposition of austenite with the formation of a ferrite-carbide structure. The decay time of austenite at the isothermal holding temperature ranges from 20 to 60 minutes. Further cooling can be done in air. However, to reduce stress, it is recommended to cool workpieces of complex shapes in a furnace to 550-600°C.
2. Very slow cooling at a rate of 20-30°C/h to the same isothermal holding temperatures. After the end of the exposure, slow cooling 60-80°C/h to 500°C follows again, and then in air or with a furnace. The hardness after annealing according to the specified regime is 15-20 HB lower than the hardness in the delivered condition. In this case, the yield strength and strength are further reduced.
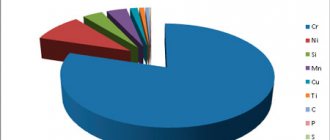
Chemical composition
The 65G spring steel grade is a combination of the following ingredients:
- carbon (C) – 0.65-0.7%;
- silicon (Si) – 0.17-0.37%;
- manganese (Mn) – 0.9-1.2%;
- nickel (Ni) and chromium (Cr) – with a limit of 0.25%;
- sulfur (S) and phosphorus (P) – no more than 0.035%;
- copper (Cu) – up to 0.2%;
- iron (Fe) – 97%.
Chemical composition of grade 65G
The main task of the products made is to maintain maximum durability and elasticity. This effect can be achieved by adding 1% manganese. The remaining components are classified as impurities and are added in accordance with government standards.
Characteristics and properties
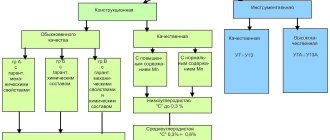
Having in its chemical composition 0.75...0.85% carbon, as well as a small amount of other elements - silicon, manganese, chromium, nickel and copper - U8 steel is ectectoid. With reduced manganese and silicon contents, the critical cooling rate always increases. Therefore, in practice, U8 steel is used only for the manufacture of metalworking tools with small overall dimensions. Hardening of steel of this type allows the use of very harsh cooling media (water or aqueous solutions of salts). Thus, this steel is not hardenable: the core remains viscous, and the hardness obtained as a result of preliminary annealing of the workpieces remains almost the same.
Scheme of structural transformations of U8
Quenching in water also has other negative consequences - with an increase in the cooling rate, the structure of the steel remains coarse-grained. During further processing (for example, forging), this feature can cause cracking of the forging, especially at significant degrees of deformation. Often, when quenched in water, the product loses its dimensions and warps, which forces additional calibration of the tool.
The temperature of the critical points of U8 steel is:
- The beginning of the austenitic transformation from the initial pearlite when heated is 720 °C.
- The end of the austenitic transformation is 740 °C.
- The temperatures at which the transformation of austenite into pearlite begins and ends upon cooling coincide and are within 700 °C.
- The martensitic transformation, starting at 810 °C, ends at 245 °C.
Hardness of steel after heat treatment
Optimal technological processes for heat treatment of materials
The choice of heat treatment mode is dictated by production requirements. In most cases, to impart proper physical and mechanical characteristics, the following is used:
- normalization;
- hardening followed by tempering.
The temperature-time parameters of heat treatment and the choice of its type depend on the initial structure of the steel. This material belongs to the hypoeutectoid type steels, therefore, at temperatures above the lower point of the austenitic transformation - 723 ° C - by 30...50 ° C it contains austenite in the form of a solid mechanical mixture with a small amount of ferrite. Since austenite is a harder structural component than ferrite, the quenching temperature range for 65G steel will be significantly lower than for structural steels with a lower percentage of carbon. Thus, the temperature range for hardening steel of this grade should be within the range of no more than 800...830 °C.
Approximately the same temperature range is used to carry out normalization - a technological heat treatment operation, which is used to correct the structure of the material of the product, to relieve internal stresses, and during subsequent mechanical processing of the semi-finished product - to improve its workability.
Since the impact strength of hardened steel 65G is reduced, after hardening, products made from it, in particular springs, must undergo a high tempering. The martensitic-austenitic transformations that occur during tempering reduce the level of internal stresses arising during hardening, reduce brittleness and slightly increase impact toughness.
The transition to high tempering is excluded from the mode only when the workpiece undergoes isothermal hardening. As a result of high tempering, 65G steel acquires a sorbitol structure, the characteristic features of which are the fine dispersion of the structure while maintaining initially high hardness values, which fully meets the operational requirements.
how to harden steel 45 Video
6 months back
The 45 dies were hardened using water and tempered at low temperatures. If you need to harden...
2 years ago
There are several ways to distinguish 45 steel from regular steel. The two simplest ones are to remove shavings from the product...
2 years ago
3 years ago
1 year ago
2 years ago
In this video I show one of the ways I harden and temper metal, I show the hardening of a chisel.
8 months back
1 year ago
Planing on a homemade turntable.
4 years ago
Old educational film on heat treatment of steel. It is useful for beginning blacksmiths.
1 year ago
2 years ago
Hardening of a cylindrical punch for punching a hole with a diameter of 7.2 mm.
1 year ago
In this video I show what will happen to the metal if it is cooled in the wrong liquid during hardening. I will show it bursting...
1 year ago
8 years ago
This is interesting: Hardening of steel - temperature, modes, technology, hardness of steel after hardening
Technology of hardening and tempering of spring steel
To obtain metal with the desired physical properties, spring steel is tempered and hardened. Each stage has its own technological features:
- First, the spring steel is hardened at high temperatures. Thanks to hardening, the yield strength of the material increases significantly, which makes the steel elastic, malleable, and stable.
- However, during high-temperature hardening, martensitic compounds are formed inside the alloy, which sharply worsen the elasticity of the material, making it unusually brittle and hard.
- To get rid of martensitic compounds, spring steel should be tempered at low temperatures. During such processing, martensites are destroyed, which makes it possible to obtain a material with the desired properties.
Please note that the temperature and processing time at each stage depend on what grades of spring steel are used. For example: spring steel grade 65G must be hardened at a temperature of +800-850 degrees, tempered at +200-300 degrees. In some cases, hardening and tempering are combined with the metal normalization procedure
This procedure allows you to get rid of excess stress inside the metal, but in most cases normalization occurs on its own as the material cools. Therefore, additional processing by normalization is usually not required.
In some cases, hardening and tempering are combined with the metal normalization procedure. This procedure allows you to get rid of excess stress inside the metal, but in most cases normalization occurs on its own as the material cools. Therefore, additional processing by normalization is usually not required.
Thermal hardening
Hardening of spring steel is carried out taking into account the following parameters:
- Method of heating metal, nature of cooling of material, ambient temperature.
- Metal composition, presence and type of alloying additives, total carbon concentration.
- A method of maintaining the required temperature range for hardening.
- Method of cooling the material after hardening, method of storing the material.
Low alloy steels are recommended to be heated quickly. After all, with slow heating, carbon gradually evaporates, which is critical for low-alloy materials. However, you don’t need to overdo it with the heating speed. If heating proceeds very quickly, then uneven heating of the material may occur. Because of this, the risk of the formation of various metal defects (cracks, edges, destruction of corners) increases.
The optimal heating method is to use two ovens. In the first furnace, the material is gradually heated to 500-700 degrees, and then it enters the second furnace, where final hardening occurs.
It is recommended to use gas ovens for heating. However, during heating, you should monitor the heat distribution to avoid the appearance of “thermal islands” on the metal. Electric ovens heat up quite slowly, so their use in this case is problematic from a practical point of view. The only exception to this rule is the hardening of thin metals, which do not require additional uniform heating for obvious reasons.
The holding time depends on many parameters, but on average the total hardening time is 80 minutes for combustion furnaces and 20 minutes for electric installations. The shape of the product also has a certain significance. When working with flat sheets, hardening can be carried out quickly. Whereas in the case of a material with a complex shape, it is recommended to perform additional heating. The best way to cool the material is in the open air.
Final thermal holiday
To avoid the appearance of hard martensitic fractions, it is necessary to perform thermal tempering immediately after quenching. The temperature regime also depends on what grade of spring steel has been hardened. Both combustion and electric furnaces can be used for tempering. The type of oven will also affect the length of the holiday.
Example: 65G steel is recommended to be subjected to high tempering at a temperature of +500-600 degrees. The cooling method is air. The holding time is 30-150 minutes depending on the type of oven. After hardening, it is recommended to carry out control measures. However, this should be done only after the material has completely cooled, so as not to damage the alloy.
40ХН2МА steel properties
σ4551/10000=686 MPa, σ4551/1000=137 MPa, σ5901/10000=13 MPa, σ5901/1000=29 MPa.
| Mechanical properties of steel 40ХН2МА | ||||||||||
| GOST | Delivery condition, heat treatment mode | Section, mm | KP | σ0.2 (MPa) | σв(MPa) | δ5 (%) | ψ % | KCU (J/cm2) | NV, no more | |
| GOST 4543-71 | Bar. Hardening 850 °C, oil. Vacation 620 °C, water | 25 | — | 930 | 1080 | 12 | 50 | 78 | — | |
| Bar. Hardening 850 °C, oil. Temperature 620 °C, oil. | 25 | — | 835 | 980 | 12 | 55 | 98 | — | ||
| GOST 8479-70 | Forgings. Hardening. Vacation | 500-800 | 440 | 440 | 635 | 11 | 30 | 39 | 197-235 | |
| 300-500 500-800 | 490 | 490 | 655 | 12 11 | 35 30 | 49 39 | 212-248 | |||
| 100-300 300-500 | 540 | 540 | 685 | 13 12 | 40 35 | 49 44 | 223-362 | |||
| 100-300 300-500 500-800 | 590 | 590 | 735 | 13 12 10 | 40 35 30 | 49 44 39 | 235-277 | |||
| 100-300 300-500 | 640 | 640 | 785 | 12 11 | 38 33 | 49 44 | 248-293 | |||
| 100-300 | 685 | 685 | 835 | 12 | 38 | 49 | 262-311 | |||
| Up to 100 100-300 | 735 | 735 | 880 | 13 12 | 40 35 | 59 49 | 277-321 | |||
| Up to 100 100-300 | 785 | 785 | 930 | 12 11 | 40 35 | 59 49 | 293-331 | |||
| Mechanical properties of steel 40ХН2МА depending on tempering temperature | ||||||||||
| Temperature, °C | σ0.2 (MPa) | σв(MPa) | δ5 (%) | ψ % | KCU (J/cm2) | HB | ||||
| Hardening 850 °C, oil | ||||||||||
| 200 300 400 500 600 | 1600 1470 1240 1080 860 | 1750 1600 1370 1170 960 | 10 10 12 15 20 | 50 50 52 59 62 | 59 49 59 88 147 | 525 475 420 350 275 | ||||
| Mechanical properties of steel 40ХН2МА at elevated temperatures | ||||||||||
| Test temperature, °C | σ0.2 (MPa) | σв(MPa) | δ5 (%) | ψ % | KCU (J/cm2) | |||||
| Hardening 850 °C, oil. Vacation 580 °C. | ||||||||||
| 20 250 400 500 | 950 830 770 680 | 1070 1010 950 700 | 16 13 17 18 | 58 47 63 80 | 78 109 84 54 | |||||
| Sample 5 mm in diameter, 25 mm long, rolled. Deformation speed 2 mm/min. Strain rate 0.001 1/s | ||||||||||
| 700 800 900 100 1100 1200 | — — — — — — | 185 89 50 35 24 14 | 17 66 69 75 72 62 | 32 90 90 90 90 90 | — — — — — — | |||||
| Endurance limit of steel 40ХН2МА | ||||||||||
| σ-1, MPA | J-1, MÏÀ | n | Heat treatment | |||||||
| 447 392 519 | 274 235 | 106 | Section 100 mm. Hardening 850 °C, oil. Vacation 580 °C, σв=880 MPa. Section 400 mm. Hardening 850 °C, oil. Temperature 610 °C, σв=790 MPa, σ0.2=880 MPa, σв=1080 MPa | |||||||
| Impact strength of steel 40ХН2МА KCU , (J/cm2) | ||||||||||
| Т= +20 °С | Т= -40 °С | Т= -60 °С | Heat treatment | |||||||
| 103 | 93 | 59 | Hardening 860 °C, oil. Vacation 580 °C | |||||||
| Mechanical properties of steel 40ХН2МА depending on the section | ||||||||||
| Section, mm | Sample cutting location | σ0.2 (MPa) | σв(MPa) | δ4 (%) | ψ % | KCU (J/cm2) | HRCE | |||
| Bar. Hardening 850 °C, oil. Vacation 620 °C | ||||||||||
| 40 60 80 100 120 | Central Central 1/2R 1/2R 1/3R | 880 830 730 670 630 | 1030 980 880 850 830 | 14 16 17 19 20 | 57 60 61 61 62 | 118 127 127 127 127 | 33 32 29 26 25 | |||
| Hardening 850 °C, oil. Vacation 540-660 °C | ||||||||||
| up to 16 16-40 40-100 100-160 160-250 | Ts ts ts ts | 1000 900 800 700 650 | 1200-1400 1100-1300 1000-1200 900-1100 850-1000 | 9 10 11 12 12 | — — — — — | 90 50 60 60 60 | — — — — — | |||
| Hardenability of steel 40ХН2МА | ||||||||||
| Distance from the end, mm | Note | |||||||||
| 1,5 | 3 | 6 | 9 | 12 | 15 | 21 | 27 | 33 | 42 | Hardening 840 °C |
| 49-59,5 | 40,5-60 | 50-60 | 50-59,5 | 49-59 | 48-59 | 45-56 | 41,5-53 | 41-50,5 | 36,5-48,5 | Hardness for hardenability strips, HRC |
| Amount of martensite, % | Critical hardness, HRCе | Critical diameter in water | Critical diameter in oil | |||||||
| 50 90 | 44-47 49-53 | 153 137-150 | 114 100-114 | |||||||
| Physical properties of steel 40ХН2МА | ||||||||||
| T (Grad) | E 10-5 (MPa) | a 10 6 (1/Deg) | l (W/(m deg)) | r (kg/m3) | C (J/(kg deg)) | R 10 9 (Ohm m) | ||||
| 20 | 2.15 | 39 | 7850 | 331 | ||||||
| 100 | 2.11 | 11.6 | 38 | 490 | ||||||
| 200 | 2.01 | 12.1 | 37 | 506 | ||||||
| 300 | 1.9 | 12.7 | 37 | 522 | ||||||
| 400 | 1.77 | 13.2 | 35 | 536 | ||||||
| 500 | 1.73 | 13.6 | 33 | 565 | ||||||
| 600 | 13.9 | 31 | ||||||||
| 700 | 29 | |||||||||
| 800 | 27 | |||||||||
| Brief designations: | ||||||||||
| σв | — temporary tensile strength (tensile strength), MPa | å | — relative settlement at the appearance of the first crack, % | |||||||
| σ0.05 | — elastic limit, MPa | Jê | — ultimate torsional strength, maximum shear stress, MPa | |||||||
| σ0.2 | — conditional yield strength, MPa | σben | — ultimate bending strength, MPa | |||||||
| δ5,δ4,δ10 | — relative elongation after rupture, % | σ-1 | — endurance limit during bending test with a symmetrical loading cycle, MPa | |||||||
| σсж0.05 and σсж | — compressive yield strength, MPa | J-1 | — endurance limit during torsion testing with a symmetrical loading cycle, MPa | |||||||
| ν | — relative shift, % | n | — number of loading cycles | |||||||
| sв | — short-term strength limit, MPa | R and ρ | — electrical resistivity, Ohm m | |||||||
| ψ | — relative narrowing, % | E | — normal modulus of elasticity, GPa | |||||||
| KCU and KCV | — impact strength, determined on a sample with concentrators of the types U and V, respectively, J/cm2 | T | — temperature at which properties were obtained, degrees | |||||||
| sT | — proportionality limit (yield strength for permanent deformation), MPa | l and ë | — thermal conductivity coefficient (heat capacity of the material), W/(m °C) | |||||||
| HB | — Brinell hardness | C | - specific heat capacity of the material (range 20o - T), [J/(kg deg)] | |||||||
| H.V. | — Vickers hardness | pn and r | — density kg/m3 | |||||||
| HRСе | — Rockwell hardness, scale C | A | — coefficient of thermal (linear) expansion (range 20o - T), 1/°С | |||||||
| HRB | — Rockwell hardness, scale B | σtТ | — long-term strength limit, MPa | |||||||
| HSD | - Shore hardness | G | — modulus of elasticity during torsional shear, GPa |
xn--402-8cd3de9c.xn--p1ai
Main characteristics
Steel 40X13, sometimes referred to as 4X13, is classified as a corrosion-resistant, heat-resistant grade. The domestic substitute is steel 30X13. The chemical composition of this material includes:
- carbon up to 0.45%;
- chromium up to 14%;
- other materials (silicon, manganese, etc.) up to 0.8%.
This composition allows the following products to be manufactured from this steel:
- cutting and measuring tools;
- medical, including surgical instruments;
- structural elements operating in mildly aggressive environments.
- springs, fasteners, shafts and bearings capable of operating in aggressive environments, including temperatures up to 450 ºC.
This material is produced in open kilns. Induction furnaces are most often used. Steel is melted at temperatures from 850 to 110 degrees Celsius. This mode ensures its complete deformation. To prevent the formation of cracks and other defects, various temperature conditions are used alternately. By the way, to use parts made of grade 40X13 in aggressive environments, in order to increase their resistance to corrosion, it is recommended to grind their surface.
Among the imported analogues of 40x13 steel, the following can be mentioned:
- USA - 420;
- Germany - 1.4031;
- China - 4С13.
GOST
The metallurgical industry produces the following assortment - sheet (GOST 5582-75), rod GOST 18907-73, wire (GOST 18143-72).
Common parameters
The substances included in this material and its further heat treatment provide:
- high wear resistance;
- good impact strength;
- tensile strength;
- high resistance to impact.
The absence of a large number of alloying elements allows for a relatively low price of this steel.
To obtain the specified parameters, 65G steel is hardened at a temperature of 800 to 830 ºC. Tempering is carried out at a temperature of 160 to 200 ºC; this tempering is called high. Cooling is performed in air. Such heat treatment modes make it possible to obtain a product with a surface hardness of 45-47 HRC.
The technologist, when designing the heat treatment process, must remember that 65G steel and its analogues are not afraid of overheating, but when hardening is performed at the upper points of the temperature range, the impact strength may decrease.
Heating the metal
All steel hardening methods consist of:
- heating steel;
- subsequent holding to achieve through-heating of the product and completion of structural transformations;
- cooling at a certain speed.
Carbon steel products are heated in chamber furnaces. In this case, preheating is not required, since these steel grades are not subject to cracking or warping.
https://youtube.com/watch?v=I-br0B8ocpI
Complex products (for example, a tool with protruding thin edges or sharp transitions) are preheated:
- in salt baths by immersing two or three times for 2 - 4 seconds;
- in separate ovens up to a temperature of 400 - 500 degrees Celsius.
Heating of all parts of the product should proceed evenly. If this cannot be achieved in one step (large forgings), then two holding times are made for through heating.
If only one part is placed in the oven, the heating time is reduced. For example, one 24 mm thick disk cutter heats up within 13 minutes, and ten such products heat up within 18 minutes.
General information about steel 65g
This steel is very popular due to its relatively low cost. It belongs to the spring-spring type and passes the bluing and blackening procedures very well. Due to its characteristics, it is used to make throwing knives; it is extremely rarely used to create cutting knives. This is due to the fact that such steel oxidizes extremely quickly and becomes rusty.
If we talk about hardening, then this material is not afraid of overheating. However, if the temperatures are high enough, the toughness decreases quite quickly, which in turn inevitably leads to large grain growth in the fine texture of the fibers.
Due to the addition of Manganese, such an alloy is also called deoxidized steel; this applies to absolutely all materials containing such a component. Knives acquire their properties in cases where pearlite transformation has been achieved during the hardening process.
How to harden metal at home
There are a large number of methods, involving various techniques and other devices. However, in this article we will look at the two most popular ones, which are best suited for home use: in a stove or oven and over a fire.
There is no fundamental difference between these methods. The main thing is to place the knife or other product in the oven or fire and monitor its temperature.
The first step is annealing, that is, the main step of heat treatment.
It is important to monitor the temperature of the steel and prevent overheating. If there is no special device that can be used to measure its current indicator, you can evaluate it by the color of the heat:
- Orange - from 950 to 1000 degrees;
- Red-orange - from 900 to 950;
- Red - from 800 to 900;
- Darkish red - from 750 to 800 degrees;
- Red-burgundy - from 700 to 750;
- Burgundy - from 650 to 700;
- Brown-red - from 550 to 650;
- Reddish brown - 500 to 550 degrees.
You can also check the readiness of hardening using a regular magnet. If it stops “sticking” to the metal, then its temperature is about 760 degrees, and it is necessary to proceed to cooling as quickly as possible.
For a more convenient holiday, you can also check the color of the product, thus:
- Gray - 350 degrees;
- Blue - 300−350 degrees;
- Blue - 300 degrees;
- Purple - 280 degrees;
- Red-brown - 260 degrees;
- Yellow-brown - 250 degrees;
- Straw yellow - 240 degrees;
- Light yellow - 200−240 degrees.
So, as you can see, it is quite easy to harden a steel product at home. However, you should always remember safety precautions and also keep in mind the instructions described in this article.
Features of steel hardening
As mentioned earlier, hardening is one of the types of heat treatment of metals. It involves heating the body temperature to such an extent that a change in its crystal lattice becomes possible. After such treatment, a knife or other metal object becomes somewhat harder and stronger, plus its ductility is completely lost until the next hardening.
There is also the concept of vacation. This is another type of heat treatment, which reduces the stress the metal acquires during the hardening process.
It is worth knowing that hardening is carried out exclusively on stainless steel bodies, as well as the alloys from which they are made. Due to its structure, the product has a high hardness index, which affects its fragility . With proper heat treatment and subsequent rapid tempering, the fragility of the object can be reduced and can be used in a variety of applications.
Classification of hot steel
Types of steel hardening are classified according to the type of heating source and method of cooling the metal. The main equipment for heating parts before hardening is still muffle furnaces, in which metal products of any size can be evenly heated. A high heating rate during continuous processing of products is ensured by hardening using high-frequency currents (induction hardening of steels) (see photo below). To harden the top layers of steel products, fairly inexpensive and effective gas-flame hardening is used, the main disadvantage of which is the inability to accurately set the heating depth. Laser hardening does not have these disadvantages, but its capabilities are limited by the low power of the radiation source. Methods for cooling a hardened part are usually classified according to the type of cooling medium, as well as sets and cycles of work operations. Some of them include tempering procedures, while others, such as various types of isothermal hardening, do not need it.
Hardening in one environment
With this method of hardening, a steel product heated to a given temperature is placed in a liquid, where it remains until it cools completely. Water is used as a quenching medium for carbon steels, and mineral oil is used for alloy steels. The disadvantage of this method is that after such hardening, significant stresses remain in the metal, so in some cases additional heat treatment (tempering) may be required.
Step hardening
Step hardening takes place in two stages. In the first step, the product is placed in an environment with a temperature several tens of degrees higher than the point at which martensite begins to appear. After the temperature is equalized throughout the entire volume of the metal, the part is slowly cooled, as a result of which a martensitic structure is uniformly formed in it.
Isothermal hardening
During isothermal hardening, the product is also kept in a hardening bath at a temperature above the martensite point, but slightly longer. As a result, austenite is transformed into bainite, a type of troostite. This steel combines increased strength with ductility and toughness. In addition, after isothermal hardening, the residual stresses in the product are reduced.
Hardening with self-tempering
This type of heat treatment is used to harden the impact tool, which must have a hard surface layer and a viscous middle. Its peculiarity is that the product is removed from the quenching container when it is not completely cooled. In this case, its internal part still contains enough heat to warm the entire volume of metal to the tempering temperature. Since reheating of the product is carried out without external influence due to internal thermal energy, this type of heat treatment is called quenching with self-tempering.
Light hardening
Light hardening is used for steel products whose surfaces should not be subject to oxidation during heat treatment. With this heat treatment, steel is heated in vacuum furnaces (see photo below) or in inert gas environments (nitrogen, argon, etc.), and cooled in non-oxidizing liquids or melts. This method is used to harden products that should not be subjected to further grinding, as well as parts that are critical to the carbon content in the surface layer.
Manufacturing a chamber for hardening metal
The main materials for the manufacture of home furnace bodies for steel hardening are solid refractories in the form of blocks of various sizes and fireclay clay. In such a furnace, a temperature of over 1200 °C is reached, so it is possible to harden products not only from carbon or tool steel, but also from high-alloy steel. When making home stoves from fireclay clay, a cardboard frame is first made according to the shape and size of the working chamber, which is then covered with a layer of fireclay. A heating coil is wound over it, and then the main heat-insulating layer is applied.
With this design, the heating area is isolated from the heating element, which is important when it is necessary to harden steel that is sensitive to oxides and carbon burnout. The most common design of home hardening furnaces are installations whose thermal bodies are made of fireclay bricks or similar refractories
The operating temperature of such materials is more than 1400 °C, so in such furnaces it is possible to harden almost any type of steel and many refractory alloys. Structurally, such a home oven is similar to a conventional wood-burning oven, only it is much smaller in size. The metal in it is heated using an electric spiral placed in grooves along the perimeter of the internal space. If it is necessary to qualitatively harden steel, it must be heated to a precisely specified temperature, so most of these homemade products are equipped with thermostats (they can be freely purchased on Aliexpress).
The video below shows the design of such a home furnace with end loading and a thermostat, which allows you to harden steel with precise temperature conditions. Its thermal body is made of mullite-silica refractory plates ShPT-450.
A detailed description of the design and recommendations for creating a top-loading furnace, in which you can harden products up to 54 cm in length, can be seen in the following video. Here the thermal body of the furnace is made of fireclay bricks (ShB type) and a thermostat is also used. In addition to the top loading, a special feature of this device is a kanthal spiral, which lasts many times longer than traditional nichrome and fechral.
The use of spring steel for making a knife
Spring material 65G is used by amateur knife makers to make knives. Thanks to its unique characteristics, the metal finds its application in various fields.
Blades for the kitchen, hunting, tourism - all show excellent cutting qualities. If there is a special need, you can actually forge a sword or an ax. After hardening, the steel acquires good rigidity, which allows the product to be cut.
Examples of using spring steel:
- Kitchen knife. In difficult times for the country, after the collapse of the USSR, not all people could afford a good set of kitchen knives. I had to get out. Springs and plates made of 65G steel were easily accessible. In the kitchens of the post-Soviet space, homemade products were often found. The handle was made from improvised material: wood, simple epoxy, and electrical tape - which did not prevent the knives from remaining at their height.
- Tourist knife. The disadvantage of spring metal is that it is susceptible to corrosion and requires constant care after use. The knife is suitable for use in hiking conditions. An important point is hardening. If it is weak, the blade will quickly become dull on the tin can. You should know the hardness of the knife.
- Army. Tactical or, nowadays, military knives do their job well. Serrated sharpening will increase the scope of use of the blade. Withstands piercing blows without problems. In everyday conditions it will become a valuable assistant for a fighter or a “survivalist”.
- Axe, machete or sword. Alloy 65G and analogs allow you to make truly formidable weapons. The thickness of the product certainly plays a significant role. When producing such a masterpiece, you need to stock up on springs from a truck, or get a long plate.
With proper processing of the metal, we are guaranteed to get an excellent blade. Little experience with the manufacture of steel products is nonsense. Further, in the article we will provide a detailed description of the manufacture of knives from springs using various methods.
How to sharpen a knife from a spring with your own hands
It is necessary, first of all, to decide on the appearance of the future product. The shape depends on the purpose of the knife: kitchen, hunting, souvenir or some other. As a result, the blade can be anything - this is influenced only by the imagination and capabilities of the manufacturer. If the choice is made, then you need to take a ready-made template or make it yourself from cardboard or thick paper.
Next, to make a knife from a spring with your own hands, you need to be ready to start working with metal. First, the template must be attached to a metal workpiece and traced with a marker, pencil, scriber (GOST 24473-80) or other marking tool. According to the contour obtained using the template, it is necessary to cut out the profile of the product. The following tools are suitable:
band-saw; an angle grinder, also known as a grinder - it is important not to overheat the workpiece when cutting; drilling machine or drill - in this case, holes are drilled along the contour, then the partitions between them are broken or cut out; you can use hand tools;
The processing process itself is quite simple, although it requires a certain concentration to cut the workpiece in accordance with the markings. When the processing is successfully completed and the workpiece begins to correspond to the template, you can begin to form the blade. The main task is to make bevels. The blade is again marked, determining the size of the bevels. During further processing, you should strictly adhere to the markings.
For work, it is best to use an electric sharpener. A belt sander and an angle grinder are also suitable, but in the case of the latter, good command of the tool is required. You can sharpen the bevels by hand - with a file. At this point, the metal work should be completed, because then the blade will undergo heat treatment, after which it will be very difficult to do anything else with the workpiece.
Pros of steel 65g
Undoubtedly, this steel is very popular not only due to its low production cost, but also for other important reasons:
- Very high hardness. This means that under significant loads the material will not deform, break or collapse.
- Great resistance to impacts and deformations. It is for this quality that such steel is usually used for throwing knives, blades, and less often for medical instruments.
- Easy to sharpen.
- High tear resistance.
It is worth noting that the number “65” in the name means the percentage of carbon in the alloy in hundredths. The letter “G” indicates that the main alloying element is Manganese. It is thanks to him that the alloy acquires most of the properties described above.