Техника безопасности
Инструкция требует тщательного изучения, без неё нельзя приступать к эксплуатации. При установке станка надо тщательно соблюдать рекомендации, данные производителем.Необходимо проследить за тем, чтобы плоскость стола оставалась абсолютно ровной. Нужного результата проще добиться ножками регулировки у оборудования. Подходит и площадка, которую применяли при монтаже станка.
Основные правила имеют такое описание:
- Резервуар СОЖ заполняется после того, как основные настройки выставлены. Смазка компонентов коробки передач происходит на следующем этапе.
- Скорости шпинделя регулируются отдельно. Для этого достаточно повернуть одну из рукоятей в подходящее положение.
Другие параметры тоже важно постоянно контролировать. Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день
Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Данный станок выпускается, начиная с 1956 года Ростовским заводом малогабаритных станков МАГСО, под предводительством компании КомТех Плюс. Само это предприятие состоит в промышленной группе компаний, которая закрепила свои позиции на рынке, по выпуску малогабаритного станочного оборудования, ещё более 10 лет назад и держит их по сей день. Но каковы же технические характеристики самого НГФ 110 Ш4 и что стоит о нём знать перед покупкой?
Сведения о производителе фрезерного горизонтального настольного станка НГФ-110
Фрезерный горизонтальный настольный станок модели НГФ-110 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Особенности модификаций
Модель НГФ-110 была первой, из серии настольных школьных станков. Ее модифицировали и стали выпускать широкоуниверсальные станки.
НГФ-110Ш1
Отличительные особенности модели:
- круглый хобот;
- штурвал вертикальной подачи расположен в основании винта;
- рычаг переключения скоростей на корпусе металлический.
Нижняя плита литая, низкая, как у модели НГФ-110.
НГФ-110Ш3
Визуально сильно отличается от предыдущих моделей:
- прямоугольный хобот с дугообразным верхом – «горбатый»;
- основание тонкое;
- кнопки включения-остановки двигателя на колонне, внизу;
- рядом табличка с маркировкой модели;
- на концах ручек переключения скоростей накручены пластмассовые шарики;
- двигатель внутри станины;
- вертикальная передача производится маховичком на консоли.
Модель считается переходной к следующей модификации.
110Ш4
Последняя, модернизированная модель, которая выпускалась дольше остальных. Отличается от предыдущих вариантов фрезерного станка:
- прямоугольный хобот с перемещающейся, по его направляющим, серьгой;
- основание высокое 100 мм, полое;
- местное освещение;
- ручки переключения скоростей полностью пластмассовые;
- табличка с маркировкой расположена на хоботе.
На основании сбоку находятся кнопки включения, внутри трансформатор тока под местное освещение 36 В. Двигатель расположен в нижней части стойки, внутри.
Часто задаваемые вопросы по НГФ-110
Перед покупкой станка у меня было несколько вопросов. Я задал их на этом форуме, мне оперативно ответили. Прочитав практически весь этот раздел форума я понял, что те же самые вопросы по нескольку раз задавали и до и после меня. Поэтому я решил свести наиболее частые вопросы вместе с ответами в одно сообщение, которое, надеюсь, модераторы прикрепят в шапку раздела и которое будет полезно другим новичкам. А может и не новичкам. Также я добавил сюда (замаскировав под вопросы/ответы) несколько ссылок на показавшиеся мне полезными темы и сообщения, которые «вроде где-то видел, а найти снова — полдня убить».
Какие-то ответы я писал исходя из своего опыта, какие-то — на основании чужих сообщений на этом форуме. Я понимаю, что вполне мог упустить какие-то моменты или допустить неточности. Поэтому прошу писать дополнения в эту тему. Но в то же время мне бы не хотелось, чтобы эта тема превратилась в длинную простыню неинформативных сообщений, поэтому прошу воздержаться от сообщений, не связанных с дополнением/исправлением этого ЧаВо. Я буду переносить дополнения из ваших сообщений в это заглавное (с указанием авторства, разумеется), после чего удалять перенесенные сообщения и таким образом поддерживать минимальным размер данной ветки (в длинной ветке обычно читают первое и отвечают на последнее сообщение :fool: ).
Итак, выкладываю на ваш суд:
—————————————————————————————-
В: Какие модификации НГФ-110 бывают, как их отличить визуально?
О: Известно четыре модификации: НГФ-110Ш1, НГФ-110Ш2, НГФ-110Ш3 и НГФ-110Ш4.
- НГФ-110Ш1 Отличительные особенности — круглый хобот, металлический рычаг переключения скоростей, вертикальная подача штурвалом в основании винта подачи.
Фотографии из этой темы.
- НГФ-110Ш2. Гугль дает единственное упоминание о такой модификации — тема на этом форуме. Чаще он упоминается на форуме просто как «круглохоботный». Отличается от НГФ-110Ш1 ручкой переключения передач вместо рычага и шестернями (спасибо Retrorest за прояснение этого вопроса), однако пока еще остались некоторые сомнения (если кто-то имеет информацию, просьба поделиться).
Фотографии из этой темы и из этой темы и от Mar1lynManson
- НГФ-110Ш3. Прямоугольный «горбатый» хобот, тонкое (~30 мм) основание, ручки преключения скоростей с шариками на концах, кнопки включения двигателя на колонне под переключателями скоростей, двигатель спрятан в колонну, маховичок вертикальной подачи на консоли, табличка с типом и годом выпуска находится рядом с кнопками.
Фотографии автора
- Переходная модель от НГФ-110Ш3 к НГФ-110Ш4. Основание еще от НГФ-110Ш3, все остальное от НГФ-110Ш4. На шильдике обозначен как НГФ-110Ш3.
Фотографии из этой темы и автора. У автора табличка закрашена напрочь, поэтому станок был сначала принят за самодельный гибрид.
- НГФ-110Ш4. Совершенно прямоугольный хобот, толстое (~100 мм) основание, в котором находятся кнопки включения мотора и трансформатор местного 36-вольтового освещения. Местное освещение. Цельнопластмассовые ручки переключения скоростей. Табличка с типом и годом выпуска находится на хоботе.
Фотографии из этой темы и из этой темы
- НГФ-110Ш4, современный вариант. Тонкое основание, электрика в накладном ящике.
Фотографии из этой темы.
—————————————————————————————-
В: Есть ли принципиальная разница между НГФ-110Ш3 и НГФ-110Ш4? Какой предпочтительнее?
О (skripka): Принципиальной разницы нет. Ш3 выпускался раньше и его качество вроде как лучше. У Ш4 есть куда поместить электрику. Жёсткость у них одинаковая — она заключена не в платформе, а в колонне. Главное — смотреть на износ и комплектацию.
—————————————————————————————-
В: Где взять документацию на станок?
О: Здесь, на сайте, зайти в раздел «файлы», в строку поиска справа вверху ввести «НГФ*» (без кавычек, но со звездочкой), а также в этой теме можно найти учебные плакаты
—————————————————————————————-
В: Сколько весит станок?
О: Вес НГФ-110Ш1, НГФ-110Ш2 автору этих «ЧаВо» неизвестен (если у вас есть эта информация, свяжитесь со мной для внесения ее сюда), НГФ-110Ш3 — 200 кг, НГФ-110Ш4 — 240 кг.
Самый тяжелый элемент конструкции — колонна, вес около 70 кг.
—————————————————————————————-
В: Как минимальными усилиями перевезти НГФ-110?
О: В разобранном виде станок перевозится в легковом автомобиле. Для погрузки колонны нужно два человека, все остальное грузится и выгружается силами одного человека. Подробно и с картинками можно посмотреть по сcылкам: раз и два. Разборка занимает 20-40 минут.
Кратко «на пальцах»:
- Снять серьгу.
- Ослабить и вытащить клин хобота, снять хобот.
- Вынуть горизонтальную оправку (см. ниже) или же, если очень повезло и станок укомплектован ВФГ — снять ВФГ и ее фланец.
- Отпустить фиксатор стола (болт над ручкой поперечной подачи), ослабить и вытащить клин, открутить заднюю полку стола, сдвинуть стол в сторону маковичка при помощи продольной подачи до выхода винта из гайки и сдвигая дальше снять стол (не потерять вставку между фиксатором и клином в отверстии фиксатора).
- Отпустить фиксатор консоли (изогнутая ручка с резьбой около направляющих с правой стороны консоли), ослабить и вытащить клин, вертикальной подачей подать консоль вверх до выходя винта вертикальной подачи из стакана, далее снять консоль с направляющих вверх (не потерять вставку между фиксатором и клином в отверстии фиксатора).
- Открутить стакан (не потерять два штифта).
- Снять заднюю крышку колонны.
- Для облегчения колонны можно снять мотор.
- Изнутри колонны открутить шесть болтов крепления колонны к основанию, отделить колонну, не потерять два штифта.
Минимальный набор инструментов — ключи на 19, 17, 14, 13, 8 (для отпускания болта фиксации подачи), шестигранник 6 мм, отвертки прямая и крестовая, инструмент и приспособления для выпрессовки горизонтальной оправки.
—————————————————————————————-
В: Как выпрессовать оправку?
О: Для выпрессовки горизонтальной оправки необходим обрезок трубы внутренним диаметром 40-45 мм длиной 50..180 мм, толстая шайба с отверстием 22 мм (подходит дисковая фреза), ключ на 27.
Если на оправке нет дистанционных втулок — труба потребуется длиной 200…250 мм, если на оправке нет гайки — подходит ступичная гайка ВАЗ-классики.
Выкрутить шомпол, надеть трубу на оправку, надеть шайбу (фрезу), труба при этом окажется распертой между шпинделем в колонне и фрезой, надеть необходимое количество втулок до резьбы оправки и затягивая гайку на оправке вытянуть оправку.
Если оправка сильно прикипела, можно попытаться нагреть трубу. Расширяясь от нагрева, труба дополнительно напряжет оправку.
—————————————————————————————-
В: Какой посадочный размер у режущего инструмента для НГФ?
О: НГФ-110Ш1 выпускались в двух вариантах — с конусом ISO-30 и с конусом Морзе 3 в шпинделе. Ш3, Ш4 имеют конус Морзе 3 в шпинделе. Шпиндель ВФГ имет отверстие с конусом Морзе 2.
—————————————————————————————-
В: Какой размер у втулок горизонтальной оправки?
О: Внутренний диаметр 22.2, внешний 35, ширина втулок — 2 шт. по 40, одна — 35, одна — 25, две по 15 и одна 10.
—————————————————————————————-
В: Можно ли использовать серьгу от другого станка?
О: Отверстие под разрезную втулку оправки в серьге растачивается индивидуально на каждом станке. При использовании серьги от другого станка отверстие придется растачивать заново по месту. Также придется изготовить новую бронзовую разрезную или переходную втулку под увеличенный диаметр отверстия. Вот ссылка на сообщение с описанием процесса расточки.
—————————————————————————————-
В: Какой высоты делать тумбочку под станок?
О: Зависит от вашего роста и модели станка. Тумбочка под НГФ-110Ш4 должна быть на 100мм ниже тумбочки под НГФ-110Ш3 за счет большей толщины основания. «В среднем по форуму» высота колеблется от 480 мм для НГФ-110Ш4 до 800 мм для НГФ-110Ш3. При преимущественном использовании родной ВФГ высоту желательно сделать на 50 мм выше чем при использовании в горизонтальном варианте.
—————————————————————————————-
В: Какое масло и сколько заливать в станок? Можно ли заливать автомобильное?
О (KimIV, VVKV и др.): В инструкции указано масло И-30. Заливать до риски на окошке-указателе (окошко находится на правой стороне станка и иногда бывает закрашено). Подшипники смазываются залитым в коробку маслом, свою смазку им не нужно. Никто из заливавших автомобильное масло пока не жаловался.
—————————————————————————————-
В: Какое упрлотнение должно стоять в передней крышке шпинделя?
О: Штатно там никакого уплотнения не стоит. Масло с утолщения шпинделя разбрызгивается центробежной силой и попадает в кольцевую проточку крышки, откуда стекает обратно в колонну через сливное отверстие в крышке и колонне. Если у вас течет масло по крышке шпинделя — либо крышка установлена неправильно (повернута и сливное отверстие крышки находится не внизу), либо сливное отверстие забито в крышке или колонне.
—————————————————————————————-
В: В какую сторону должен вращаться горизонтальный шпиндель?
О: Если смотреть на горизонтальный шпиндель со стороны серьги то направление вращения должно быть против часовой стрелки. В противном случае при использовании горизонтального шпинделя стружка будет лететь на оператора, а при использовании ВФГ фреза будеть вращаться в обратную сторону.
—————————————————————————————-
В: Допустимо ли переключение двигателя на вращение в обратную сторону?
О (skripka): Допустимо, но наблюдалось откручивание крепежного болта приемного шкива. Редуктор ограничений на направление вращения не имеет.
О (kontric): На первичном валу коробки установлен маслоразбрасыватель. Лопасти его загнуты в одну сторону. При смене направления вращения его эффективность сильно уменьшится, кмк. Далее. При вращении фрезы по часовой стрелке консоль будет отжиматься силой резания влево (при работе горизонтальным шпинделем) и опираться в правую вертикальную направляющую колонны стопором, что не есть хорошо. При правильном же направлении вращения консоль будет прижиматься к направляющей колонны (на сей раз левой) всей длиной своей направляющей
О (O-Witte): При обратном вращении, при работе с тонкими фразами без шпонки, при заклинивания фрезы раскручивается гайка на отправке и фреза проворачивается. Зато при правильном вращении можно фразу и сломать, увы…
—————————————————————————————-
В: Какие подшипники можно установить в подачи?
О: Разумеется, упорные. Вот несколько сообщений об установке упорных подшипников:
- TomaTLAB
- Ферроман
- Александр_77
- Эдисон
- KimIV
—————————————————————————————-
В: Какие подшипники применены в станке?
О:
- На шпинделе 2 шт. 46208 и 1 шт. 206, все три класса точности 5.
- На промежуточном валу 2 шт. 303 класса точности 0.
- На первичном валу 1 шт. 303, 1 шт. 204, оба класса точности 0.
- На винте вертикальной подачи 1 шт. 8104 класса точности 0.
—————————————————————————————-
В: Какие подшипники применены в ВФГ?
О: Согласно этому сообщению
2 штуки 36206Е и 1 штука 205 на шпинделе, плюс 46205Л и 36205Л на вторичном валу и 2 штуки 202 плюс 1 штука 8102 на первичном валу.
Само собой, для шпинделя нужно брать подшипники классом повыше, не хуже 5-го.205-го на заднем конце шпинделя будет достаточно, он там только радиальные нагрузки воспринимает.
Добавление от автора ЧаВо: наружный 202 на первичном валу лучше заменить на 160202 (6202 RS, закрытый с одной стороны) или на 180202 (6202 2RS, закрытый с обоих сторон), это исключит попадание стружки в подшипник и выдавливание смазки через подшипник наружу. Также у нескольких форумчан на вторичном валу оба подшипника стоят 46205Л с завода.
—————————————————————————————-
В: Где почитать об уменьшении шума и регулировке ВФГ?
О: Много полезной информации можно найти в этих темах:
- «История одной головы (ВФГ)»,
- «Внутрянка ВФГ» (сообщение от Petr2),
- «Голова НГФ — избавление от шумa».
—————————————————————————————-
В: Как расширить возможности станка?
О:
- Увеличение хода вертикальной подачи (доработка стакана).
- Долбежная головка от Elin
- Долбежная головка из доводчика дверей от drakon30
- Автоматические подачи от Elin
- Привод вертикальной и продольной подач от гравицапа
- «низкопрофильное» зажимное приспособление от Анатолий 57
- поворотный столик от starij
- автоподача от hoakinn, там же от avtogen
- автоподача от maka13
—————————————————————————————-
В: Что можно придумать, если нет штатной ВФГ?
О: Вот в этой теме собраны ссылки на публиковавшиеся на форуме варианты самостоятельного изготовления.
Изменено 17 марта, 2016 пользователем Эдисон не обращайте внимания, поспешил
Регулировка станка
В процессе эксплуатации станка возникает необходимость в регулировке отдельных узлов и элементов с целью восстановления их нормальной работы.
Подшипник шпинделя
В случае возникновения люфта шпинделя необходимо ослабить контргайку шпинделя, затем отрегулировать нормальный натяг и зафиксировать положение контргайкой.
Зазоры в направляющих
Зазоры в направляющих консоли со станиной, направляющих салазок стола и консоли, направляющих стола и салазок устраняются подтягиванием клиньев винтами в соответствующих сопряжениях так, чтобы после установления нормального зазора движение было бы плавным и без больших усилий.
Люфты винтов продольного и поперечного хода
Люфты винтов продольного и поперечного хода стола возникают вследствие износа бронзовых маточных гаек, которые замещаются новыми.
Модификации настольного горизонтально-фрезерного станка НГФ-110
производитель: Завод № 5 им. Дзержинского, город Щелково Московской области, поселок имени Свердлова.
производитель: Сапожковский механический завод № 7, город Сапожок Рязанской области.
производитель: , основанный в 1956 году.
производитель: , основанный в 1956 году.
- Н – настольный станок;
- Г – горизонтальный станок;
- Ф – фрезерный станок;
- 110 – наибольший диаметр фрез, применяемых на станке (мм);
- Ш – школьный;
- 1, 2, 3, 4 – модель станка.
НГФ-110ш3 Общий вид универсального фрезерного станка
Фото настольного фрезерного станка НГФ-110ш3
Фото настольного фрезерного станка НГФ-110ш3
Фото настольного фрезерного станка НГФ-110ш3
Фото настольного фрезерного станка НГФ-110ш3
Краткое описание станка
Станок НГФ-110Ш4 позволяет производить фрезерные операции по обработке вертикальных и горизонтальных плоскостей, пазов и других поверхностей цилиндрическими, дисковыми, торцевыми, концевыми, угловыми и фасонными фрезами.
Литая чугунная станина (стойка) трапецеидального сечения обеспечивает жесткость станка.
Установка вертикально-фрезерной головки ВФГ позволяет дополнительно производить обработку вертикальных плоскостей, а также плоскостей под определённым углом до 450 по и против часовой стрелки.
Жесткая классическая конструкция позволяет уверенно обрабатывать как стали, так и легкие сплавы. Станок обладает повышенной надежностью и простотой в эксплуатации.
Незаменим для получения первоначальных навыков работы на фрезерных станках, а при комплектации его вертикальной головкой может использоваться в качестве учебного оборудования для обучения профессии фрезеровщика.
Станок соответствует классу точности «Н».
Технические характеристики:
| Рабочая поверхность стола, мм | |
| длина | 4002.0 |
| ширина | 1001.0 |
| Перемещение стола, мм, не менее: | |
| продольное | 250 |
| поперечное | 85 |
| вертикальное | 170 |
| Перемещение на одно деление лимба, мм | |
| продольное | 0,05 |
| поперечное | 0,05 |
| вертикальное | 0,25 |
| Перемещение на один оборот лимба, мм | |
| продольное | 4 |
| поперечное | 4 |
| вертикальное | 2 |
| Подача стола | Ручная |
| Расстояние от оси шпинделя до стола, мм | 30200 |
| Расстояние от торца шпинделя до подшипника подвески, мм, не менее | 230 |
| Количество ступеней скоростей шпинделя | 6 |
| Наибольший диаметр фрезы, мм | 110 |
| Внутренний конус шпинделя | Морзе 3 |
| Частота вращения шпинделя, мин-1 (об/мин) | 1251250 |
| Мощность электродвигателя, кВт | 0,75 |
| Габаритные размеры станка, мм | 690х565х82310 |
| Масса станка, кг | 20510% |
| №п/п | Обозначение | Наименование | Кол-во шт. | Размер | Примечание |
| I. НГФ-110Ш4.01 Станок в сборе 1 II. Принадлежности, инструмент и документация, входящие в комплект и стоимость станка: Отдельным местом в общей упаковке | |||||
| 1 | НГФ-05-03 | Оправка с набором колец и гайкой | 1 | ||
| НГФ-05-02/1 | |||||
| НГФ-05-02/5 | |||||
| НГФ-05-01 | |||||
| 2 | НГФ-05-04 | Шомпол | 1 | ||
| 3 | НГФ-05-07 | Втулка | 1 | ||
| 4 | ГОСТ 2839-80 | Ключ | 1 | 24х27 | |
| Прихват | 2 | ||||
| НГФ-09-04 | Болты с гайками и шайбами | 2 | М10х50 | Для прихватов | |
| Болты с гайками и шайбами | 2 | М10х30 | Для тисков | ||
| НГФ-08-00 | Тиски машинные с ключем | 1 | |||
| 7 | ТВ4-06-12 | Маховичок с рукояткой | 3 | ||
| 8 | ТВ4-06-09 | ||||
| 9 | Фрезы разные | 6 | |||
| 10 | Паспорт станка | 1 | |||
| 11 | НГФ110Ш4-10.000 | Защитный экран | 1 |
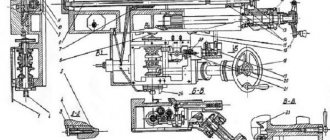
НГФ-110 Кинематическая схема фрезерного станка
Кинематическая схема фрезерного станка НГФ-110ш4
Кинематическая схема фрезерного станка НГФ-110ш4
Кинематическая схема фрезерного станка НГФ-110ш4
Вращение от электродвигателя I передается клиноременной передачей валу II коробки скоростей (рис. 7). Далее с вала II. на вал III и затем на шпиндель IV вращение передается через шестерни 4, 5, 6, неподвижно закрепленные на валу II, подвижные тройной и двойной блоки шестерен, сидящие на валу III и шестерни 12, 13 неподвижно закрепленные на шпинделе IV.
Подвижные блоки шестерен позволяют получить шесть различных частот вращения шпинделя (см. график частот вращения шпинделя).
Особенности конструкции
Станок НГФ-110 отличается простотой конструкции. Некоторые модели сохранились и продолжают работать в домашних мастерских. Модель не имеет механических подач, вся работа производится вручную.
Консоль
Консоль – базовый узел механизма подач. Она перемещается горизонтально. Муфта с косозубым зацеплением превращает вращение винта в линейное движение. Ручка перемещения расположена внизу.
Стол
Стол имеет на рабочей поверхности один продольный Т-образный паз для крепления заготовок и тисков. В продольном направлении стол движется по направляющим на салазках, и вместе с ними перемещается по консоли вдоль оправки. Маховички на концах винтов находятся слева на боковой стороне стола и прямо, на салазках.
Стойка
Стойка конической формы крепится на плите станка. Внутри ее полость разделена горизонтально на 2 части. В нижней расположен электрический шкаф. Выше находится коробка скоростей и шпиндельный узел. Над ними закреплен круглый хобот.
На корпусе слева вверху ручка переключения скоростей. Слева рычаг для зажима хобота. Впереди направляющие, по которым вертикально перемещается консоль. Двигатель крепится сбоку или ниже основания под столешницей. Со шкивом ведущего вала коробки скоростей он соединен ременной передачей позади стойки.
Хобот с серьгой
Круглый хобот проходит через втулки в верхней части стойки. Он перемещается вдоль оси вручную и фиксируется клином неподвижно при работе. Серьга трапецеидальной формы имеет отверстие, по размеру равное диаметру хобота и зажимается на нем гайкой. Аналогично в ней закрепляется оправка. Свободное вращение обеспечивается подшипником.
Защитный экран
Стекло, вставленное в металлическую рамку, перемещается в рабочее положение вручную, удерживается рычажной стойкой. Оно расположено слева на корпусе.
Важно! На сохранившихся станках НГФ-110 защитные экраны сломаны. Мастера делают новые.
Специальная плита с аппаратурой
Модернизированные станки, такие как широкоуниверсальный НГФ-110Ш4, имеют внизу высокую плиту. В ее полости расположено электрооборудование, кнопочный блок включения и трансформатор. У остальных в них крепится винт для подъема консоли и сбоку кнопка пуска.
Источник освещения
Освещение подключено отдельно. Плафон с лампой крепятся длинной гибкой стойкой к станине сбоку, выше электрического шкафа.
Оправка
Оправка крепится в конусе шпинделя, свободный конец вставляется в серьгу. Для установки фрезы в нужном положении используются дистанционные кольца различной длины и диаметра. Они входят в комплект инструменты.
В продольный паз вставляется длинная шпонка, позволяющая зафиксировать фрезу и передавать ей вращательное движение. На оправку устанавливается ВФГ для сверления и фрезеровки боковых поверхностей.
Технические характеристики
Обработка детали производится за счет перемещения детали, закрепленной на станке, относительно вращающегося инструмента.
Технические характеристики станка НГФ-110:
- мощность станка 0,55 кВт;
- частота вращения шпинделя 125-1250 об/мин;
- число скоростей шпинделя 6;
- размер стола 100×400 мм;
- количество Т-образных пазов 1;
- продольное перемещение стола 250 мм;
- поперечное – 85 мм;
- максимальный диаметр фрезы 110 мм;
- максимальное удаление оси шпинделя от поверхности стола 117 мм;
- габариты станка 685×64×925 мм.
Смещение стола на одно деление лимба равно при поперечном и продольном перемещении 0,05 мм.
Общий вид и органы управления школьного станка по металлу
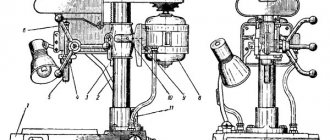
НГФ-110 представляет собой одностоечный фрезерный станок с литым основанием в виде фигурной плиты. По углам она имеет отверстия в ушках для крепления к столу, и регулировки по горизонтали при установке. В передней части консоль со столом и салазками. Сверху круглый хобот с серьгой. По бокам, на корпусе закреплен плафон с освещением и защитный экран.
Двигатель стоит сзади и соединен с коробкой скоростей ременной передачей. Включается кнопками внизу станка. Ручка переключения частоту вращения шпинделя сбоку на стойке. На салазках и торце стола расположены маховики с ручками управления перемещения. Вертикально стол поднимается маховичком в самом низу винта.
Справка! Хобот выдвигается на заданный размер вручную и зажимается неподвижно ручкой, расположенной слева вверху.
Назначение и область применения
Станок этой модели получил название школьного. Главная причина – в том, что оборудование участвует в обучении основам фрезерного дела для старшеклассников. Станок выполняет следующие дополнительные функции:
- Обрабатывание пазов, горизонтальных поверхностей.
- Работа с изогнутыми плоскостями, имеющими определённый угол изгиба.
- Обработка плоскостей по вертикали.
- Попутное и встречное фрезерование.
Если мелкой стружки нет – станки могут обрабатывать изделия, выполненные из цветных металлов. Настольный горизонтальный агрегат запрещается применять в случаях с другими металлами, которые не отвечают данному требованию.
Перечень и расположение составных частей
Это оборудование относится к разновидности широко универсальных станков. Для учебных целей технические характеристики можно назвать идеальными. В станке присутствуют следующие составные части:
- Оправка.
- Освещение локально подают по отдельному источнику.
- Специальная плита, на которую ставят электрическое оборудование.
- Экран для обеспечения защиты.
- Хобот с серьгой.
- Тиски.
- Скоростная коробка монтируется на стойке.
- Стол для установки салазок.
- Консоль.
Для управления используют стандартный кнопочный пост. Это упрощает эксплуатацию, повышает безопасность для пользователей. Двумя дополнительными рычагами выбирают частоты вращения узла со шпинделем. Имеется три маховика, о них уже упоминалось ранее.
Есть три направления, в которых осуществляется движение стола:
- В месте с консолями, по направляющим стойки. Это вертикаль.
- В случае с продольным движением опора идёт на направляющие салазок.
- Движение с опорой на консольные направляющие, если речь – о перечной плоскости. Тогда рабочая поверхность и салазки перемещаются одновременно.
Читать также: Как мерить мультиметром аккумулятор
Тремя дополнительными винтами снабжают конструкцию стола. Каждый из них – со своей отдельной задачей:
- Зажим салазок на консоли.
- Зажим салазками непосредственно рабочей поверхности.
- Выполнение подачи в продольном направлении.
Две гайки подходят для одновременного налаживания подачи вдоль, поперёк.
Оправка позволяет зафиксировать заготовку, которая применяется совместно с агрегатом.Гайка и несколько монтажных колец позволяют соединять конструкцию в единое целое. В опору серьги монтируют оправку, вторым концом. Монтаж опоры у серьги происходит в хоботе. Благодаря подобному устройству фрезы остаются максимально жёсткими.
Схема электрическая фрезерного станка НГФ-110ш3
Электрическая схема фрезерного станка НГФ-110ш3
К электрооборудованию относятся: трехфазный короткозамкнутый асинхронный электродвигатель, установленный в нижнем отсеке стойки, и установленные в изолированных нишах плиты станка, магнитный пускатель, клеммные колодки, выключатели, кнопочный пост управления.
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- Классификация фрезерных станков – все разновидности оборудования
Описание основных узлов фрезерного станка НГФ 110
«Ласточкин хвост» – место, куда устанавливают хобот учебного станка. Верхний участок стойки агрегата – вот где установлена деталь. Для зажима применяют специальный клин. Закручивая винт, пользователи могут надёжно закрепить эту конструкцию.Движение хобота идёт только вручную.
Серьга находится в передней части. Её габариты подгоняют под параметры, которыми обладает каждый из конкретных станков. Нельзя переставлять серьги по разным агрегатам.
Соединение хобота и серьги происходит с участием гайки. Серьгу снабжают втулкой, по сути-подшипником. Его изготавливают из сплава бронзы. Наружная поверхность-конус, разрезы вдоль – основные элементы детали.
Иногда зазор внутри втулки меняет своё положение, но периодический ремонт помогает справиться с проблемой. То же касается регулярного смазывания, для которого используется состав с обозначением И-30А.
Если подшипник нагревается слишком сильно во время работы оборудования –значит, пора провести как минимум диагностику.
Стойка станка –одна из базовых составляющих. На ней монтируют остальные рабочие узлы и механизмы. У неё есть свои особенности.
- Сечение с формой трапецией по высоте.
- Хорошо развитое основание.
- Благодаря таким деталям конструкция может похвастаться высоким уровнем жёсткости.
Любые стойки снабжены двумя отделениями, сверху и снизу. Внизу – двигатель на электричестве,вверху – коробка скоростей. Последняя поддерживает шесть передач, снабжается тремя валами.
Узел со шпинделем движется с определёнными частотами, регулируемыми коробкой скоростей.Переключающие рукоятки позволяют без проблем выбирать нужный показатель для конкретной ситуации. Сами рукоятки находятся слева у фрезерного оборудования.
Коробку скоростей закрывают с помощью специальной крышки, которую требуется снимать при проведении осмотров по оборудованию.
Основной элемент в механизме подач – это станочная консоль. Направляющие – места монтажа салазок с рабочей поверхностью. Шпиндель классического вида – полый вал, у которого две опоры. К подшипнику радиального типа идёт шейка детали сзади. К двум другим радиальным подшипникам направлена часть сзади.
Детали вмещают друг между другом кольца, элементы для распора. У шпиндельного узла есть и компенсационное кольцо. Это позволит защититься от осевого смещения конструкции.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
- Лоты
Разделы Поиски Избранные
- Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 190 р 5 гривен Украина 2022 Академия наук 100 лет национальной академии наук unc 350 р Фотография девочки, маленькая барышня. Винтаж . коллекционное .Ателье Л.Смелянский. Александрия 749 р 1 цент 1911 d год США пшеничный one cent оригинал РЕДКАЯ ! 385 р 2004 Польша Ватикан Совместный выпуск Гербы Флаги Геральдика Папа Римский Ян Павел-2 ** 410 р РСФСР Удостоверения 1921 г. 190 р Гражданская Авиация. Аэрофлот. Грамота. 1984 295 р 2 СЕНТИ 1934 г. ДОВОЕННАЯ ЭСТОНИЯ . ОТЛИЧНОЕ СОСТОЯНИЕ . № 295 15 р Приднестровье 1 рубль 2007(2012) p42b ЕС пресс unc 130 р 15 КОПЕЕК 1923 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 1313 690 р Цирк комплект из 2 блоков 1500 р «premiere» №5-98 Шэрон Стоун,Лавров,Е.Шевченко,Этан Хоук,Пэлтроу Хоффман,Такеши Кетано,»Титаник» 120 р 1 КОПЕЙКА 1949 г. СССР . ХОРОШЕЕ СОСТОЯНИЕ . ОРИГИНАЛ . № — 264 | |
| 500.00 р. | 52 секунды |
| 50.00 р. | 52 секунды |
| 650.00 р. | 52 секунды |
| 20.00 р. | 01 минута |
| 155.00 р. | 01 минута |
| Смотреть дальше → |
Вход:
| Для Вас и Вашего сайта: |
| • Аукцион на Вашем сайте! |
| • Открой свой магазин |
| • Партнерская программа |
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2022 года. Старина |
Информация верна на Sun, 26 Apr 2022 00:52:50 +0300
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Устройство станка НГФ 110 Ш4
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
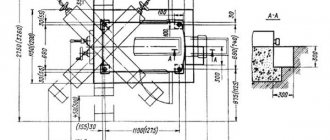
НГФ-110Ш4 Габариты рабочего пространства фрезерного станка
Габариты рабочего пространства фрезерного станка НГФ-110ш4
Эскиз хобота с серьгой горизонтально-фрезерного станка НГФ-110
- хобот
- серьга
- гайка
- втулка серьги
- гайка
Стойка в верхней части имеет направляющие типа «ласточкин хвост», в которых установлен хобот 1. Хобот можно перемещать по направляющим вручную. Зажим хобота на направляющих осуществляется клином, который при завертывании винта затягивается и закрепляет хобот на стойке.
В переднем конце хобота установлена серьга 2. Серьга на хоботе стягивается гайкой 5. Перестановка серьги с одного станка на другой в связи с индивидуальной подгонкой не допускается.
Бронзовый подшипник-втулка серьги 4 имеет коническую наружную поверхность и два продольных разреза, за счет которых гайкой 3 регулируется зазор в подшипнике.
Перед началом работы необходимо смазать маслом И-30А внутреннюю полость втулки серьги.
Регулировка зазора определяется по нагреву втулки серьги (при обкатке в течение одного часа при максимальной частоте вращения шпинделя нагрев втулки не должен превышать 50—60° С, при достаточно обильной смазке).
Оправка предназначена для крепления цилиндрических дисковых и других фрез.
Фрезы крепятся на оправке с помощью установочных колец и гайки.
Для обеспечения жесткости режущего инструмента свободный конец оправки устанавливается в опору серьги. Серьга закрепляется на хоботе.
Школьный фрезерный станок НГФ 110 технические характеристики
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Технические характеристики станков моделей НГФ-110Ш4
| Наименование параметра | НГФ-110ш3 | НГФ-110ш4 |
| Основные параметры станка | ||
| Основные размеры ГОСТ, ТУ | ТУ-79 РСФСР 355-72 | ТУ 79 РСФСР 441-79 |
| Класс точности по ГОСТ 8-82 | Н | Н |
| Размеры рабочей поверхности стола (длина х ширина), мм | 100 х 400 | 100 х 400 |
| Расстояние от оси горизонтального шпинделя до стола, мм | 30..200 | 30..200 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 85 | 85 |
| Расстояние от торца шпинделя до подшипника подвески (серьги), мм | 235 | 235 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 110 | 110 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное, мм | 250 | 250 |
| Наибольшее перемещение стола поперечное, мм | 85 | 85 |
| Наибольшее перемещение стола вертикальное, мм | 170 | 170 |
| Число Т-образных пазов | 1 | 1 |
| Перемещение стола на одно деление лимба продольное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба поперечное (на один оборот), мм | 0,05 (4) | 0,05 (4) |
| Перемещение стола на одно деление лимба вертикальное (на один оборот), мм | 0,025 (2) | 0,025 (2) |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | нет | нет |
| Число ступеней рабочих подач стола | нет | нет |
| Пределы рабочих механических подач стола. Продольных, поперечных, вертикальных, мм/мин | нет | нет |
| Угол поворота стола (в крайнем переднем положении), град | нет | нет |
| Шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 100, 160, 250 ,490, 630, 1000 | 125, 200, 310, 500, 800, 1250 |
| Количество скоростей горизонтального шпинделя | 6 | 6 |
| Внутренний конус горизонтального шпинделя | Морзе 3 | Морзе 3 |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 1 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 0,6 (1410..1440) | 0,55..0,75 (1390..1480) |
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 685 х 640 х 790 | 685 х 640 х 925 |
| Масса станка, кг | 200 | 340 |
- Станок настольный горизонтально-фрезерный НГФ110Ш4. Руководство по эксплуатации, 1984
- ТУ 79 РСФСР 441-79
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Школьные токарные станки. Обзор
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Конструкция и область применения станка
Модель НГФ-110 предназначена для горизонтальной обработки стальных заготовок методом фрезерования. При установке дополнительной вертикальной фрезерной головки функциональность станка значительно увеличивается.
Оборудование этого типа условно разделяется на несколько моделей. Наиболее распространенной является станок серии НГФ-110-Ш4. Он отличается от базовой версии широкой универсальностью (Ш) и относится к четвертому поколению. Разница между моделями не влияет на общий принцип компоновки элементов.
К конструктивным и техническим особенностям станка НГФ-110-Ш4 можно отнести следующие нюансы:
- конструкция стойки. В ее верхней части располагаются направляющие «ласточкин хвост», по которым происходит смещение хобота. Это осуществляется вручную. Для фиксации необходимо использовать специальный клин;
- упрощенная форма оправы. Она предназначена для установки фрез различной формы. Они зажимаются на оправе с помощью набора колец и гайки;
- многофункциональность рабочего стола. В нем предусмотрен механизм смещения по трем направлениям. Благодаря этому упрощается процедура фрезерной обработки заготовки.
Жесткость стойки обеспечивается за счет трапециевидной формы. Она разделена на две секции. В верхней располагается коробка скоростей. Для установки электродвигателя конструкторы предусмотрели нишу в нижней части конструкции стойки.
На консоли находится стол с салазками. На нем крепится обрабатываемая деталь, которая смещается относительно фрезы по трем направлениям. Подачи осуществляются от разных винтов. Поэтому работнику следует быть внимательным при одновременном изменении положения заготовки.
Отзывы
Станкам НГФ-110 уже более 50 лет, но на них по-прежнему работают любители мастерить своими руками. Отзывы о станке их владельцев.
Юрий 27 лет. Станок обалденный. Мой отец ставил на него вертикальную головку, и даже дверные ручки умудрялся фрезеровать. Постоянно точил стамески и правил ножи. Антон 46 лет. Хороший станок. Подходит для маленьких мастерских, гаражей. Я на нем делаю интересные вещи.
Созданные для обучения детей станки НГФ-110 пользуются популярностью у любителей мастерить. Они легко восстанавливаются и ремонтируются, благодаря простому механизму. Отличается оборудование высокой чистотой обработки. Установка тисков и ВФГ увеличивает количество операций, производимых на станках.
Как устроен хобот и коробка скоростей вместе с другими узлами?
Для установки хобот на этот настольный станок используются «ласточкины хвосты», что располагаются в верхней части агрегатной стойки и зажимаются при помощи специальных клиньев, для обеспечения жёсткости конструкции. Тот в свою очередь крепко затягивают, закручивая винт и шпиндель, что позволяет надёжно закрепить узел и обезопасить использование устройства в школе. В переднюю часть хобота вставляют специальную индивидуальную под каждую комплектацию серьгу, которую запрещается использовать повторно. Но даже с учётом всего этого, фрезерование на таком станке всё ещё нельзя осуществить.
Далее хобот стягивается с серьгой при помощи гайки и первая располагается подшипник состоящий из сплава бронзы и нескольких других металлов. Для удобства фрезера она имеет несколько продольных разрезов и наружную поверхность в виде конуса.
Устройство станка НГФ 110 Ш4
Базой любого станка считают его стойку, на которой монтируют каждый механизм и рабочий узел. Стойку выполняют снизу-вверх при помощи трапецеидального сечения, и располагают массивным основанием к полу. Таким образом обеспечивается жёсткая конструкция на любой поверхности. Включает в себя она несколько отделений – верхнее и нижнее. В первом располагают коробку скоростей (всего их 6), запасной шпиндель и 3 вала, а во второй электрический двигатель, который и запускает весь аппарат, позволяя ему заготавливать детали по чертежам мастера.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
НГФ110Ш4 — для себя, в гараж…
Приветствую вновь форумчан,обладателей НГФов,ВНФов и просто интересующихся.
Тему конечно следовало «дернуть» еще осенью прошлого года,но так сложилось,что
обстоятельства не позволили вплотную заняться агрегатом и он просоял в неприкосновенности
почти год.А ведь надо! — надо! Потому как чувствую,вопросы будут и идеи!
Достался мне сей аппарат благодаря одному из форумчан (кстати земляк, Омск). Поехал тогда
к нему за коробкой ТВшки и невзначай завели разговор про фрезер. Для своих хобийно
гаражных дел мне нужен был малогабаритный и универсальный агрегат с средней точностью
обработки и простотой конструкции узлов.Коим и стал вариант настольного горизонтального
фрезера типа НГФ110Ш4. применявшийся для обучения в ремесленных и школьных учреждениях.
И вот как раз к осени денежка скопилась и земляк позвонил — есть фрезер,заберай!
Порадовало почти комплектное состояние и мизерный износ узлов агрегата.Приехав забирать НГф на пикапе знакомого (Evgen_matross-спасибо!) Мы не особо представляли,что возникнут трудности с погрузкой…но ничего, в пятером вперли сочлененную колонну с плитой и моторм))) Но еще хуже было вести его до «базы»,хотя и увезали как положено таким грузам,все равно — когда стали преодолевать переезд Ж/д (под горочку)) ссзади за пикапом пристроился какой то идъот на тойоте..мне почему то казалось,что вот вот сорвется,снесет борт к чертям и проломит ему копот с мотором НГФина) Но ничего,оказалось все довольно жестко закреплено и потихоньку доставили до моей «базы».как на зло — вечер,темнеет и ни досок ни швеллера (мне аж стыдно стало) как его с пикапа снять в троем)) вобщем спустили без травм.
Весь вечер Я уже во всю расчленял колонну с основанием и заносил в «токарку» узлы агрегата. Восторг и непрерывный поток мыслей о приобретении в перемешку с запахом консервантной смазки заряжали мою голову.Спать и вовсе не хотелось (было уже 2.00 ночи!)
Вот такие вот были впечатления в тот день — чувствовал себя карапузом, которому купили долгожданный велосипед!
Ну а дальше по накатанной — не торопясь, стал по чайной ложке в день разбирать и смотреть, параллельно читая форум.
Комплектность досталась такая — тумба(плита),колонна,консоль,хобот с серьгой, оправка с шомполом, не хватало стола и гайки, гаек на серьгу и оправку, ну и так по мелочи.
С клиньями вообще засада — в наличии только от хобота и то немного гнутый. В принципе вопрос клиньев меня и останавливал с оживлением станка.
Стол как то быстро нашел! Здесь же на форуме. А вот винт с гайкой и клинья стали «пятилеткой»
Пока нет клиньев, занялся монтажом установочного места (тумбой). Соорудил из толстого уголка скрепив по бокам попереченами. Основание фрезера пришлось править «болгаркой», т.к. дефект литья припятствовал нормальному прилеганию к тумбе.
ну а там все на четырех болтах и прикручено.
Фото еще старые, с телефона деланные.Тем не менее постарался сделать много фотографий, в том числе знаменитой «плиты электромотора», которой частенько нет у многих при покупке НГФа.она не сложна в
конструкции,но удобно,когда есть образец.
На данный момент фрезер стоит на тумбе,
частично собраны координаты (кроме стола), подключена электрика на 220В (станок был монтирован на 380в)) через кондеры — 2х25мКф, 400в по схеме «звезда».
Как бы долго я не хотел — клины и винт сами не придут.Побороть ленивый порог клиностроения помог земляк Kot(Omsk) за что ему спасибо!!! Так ведь и в правду сказал — за то время,которое ты ждешь клинья, мог бы уже сам выстругать!.
И в правду, взял пару полосок 8ки сталь,обрезал «болгаркой»,потом доводил на наждаке и самопальным шабером из резца…в итоге забацал два клина (верт. и поперечн.) за недельку.
К сожалению фотографий процесса изготовления клиньев нет — не хотелось отвлекаться,пока » прет муза». За образец послужил клин от хобота. По очередно вставлял его в подачи и маркером делал пометки размерности…
Сейчас занимаюсь винтом подачи стола непосредственно — продольный. Подобрал от какого то домкрата легкового. Резьба трап,шаг 2 , гайка и винт сталь. гайка сырая. Фото добавлю в последующем.
Особая благодарность форуму! Так же продавцу станка!За адекватную цену и хороший станок!И
другу и товарищу по работе за предоставленный транспорт! ребята — Вам респект!!! :good: :good: :good:
На этом пока все, продолжение следует..
Что предлагает и как сделать заказ
может предложить не только станок, но и режущий инструмент, технологическую и инструментальную оснастку, СОЖ, т.е. все необходимое для его успешной работы. Инструмент, оснастка, СОЖ подбираются исходя из технологической проработки полученного технического задания. Наша служба сервиса обеспечивает всестороннюю оперативную поддержку и качественное гарантийное и постгарантийное обслуживание.
Чтобы сделать запрос на портальный фрезерный станок с ЧПУ свяжитесь с нами, пожалуйста, по бесплатному контактному телефону 8-800-333-0-222
или отправьте заявку с техническим заданием на электронный адрес Сделать запрос можно также с помощью форм обратной связи на нашем сайте или обратившись в представительство Вашего региона.
Правила эксплуатации оборудования
Для проведения подготовительных работ на станке НГФ-110-Ш4 необходимо детально изучить инструкцию по эксплуатации. В ней подробно описываются способы проведения профилактических работ, методики замены и точения фрез, эталонные характеристики оборудования.
Установка станка осуществляется только согласно рекомендациям производителя. Плоскость рабочего стола должна быть ровная. Для достижения этого можно использовать регулировочные ножки оборудования или площадку, на которую смонтирован станок.
Основные правила эксплуатации станка НГФ-110:
- запуск оборудования. После настройки исходных параметров необходимо заполнить резервуар СОЖ. Затем выполняется смазка компонентов коробки передач;
- регулировка скоростей шпинделя. Осуществляется с помощью рукоятей. Ее следует проворачивать до тех пор, пока указатель не займет нужное положение;
- правила крепления фрезы. Установить фрезу в оправку так, чтобы их пазы совпадали. Зафиксировать фрезу с помощью установочных колец. С помощью гайки выполняется окончательное крепление режущего инструмента;
- обязательное соблюдение техники безопасности. Работы необходимо осуществлять только в специальной одежде, с применением средств индивидуальной защиты. При смене фрезы на другую следует дождаться полной остановки шпиндельной головки.
Видео обзор станка серии НГФ-110 поможет более детально ознакомиться с его возможностями:
Фрезерные станки НГФ 110 подходят, чтобы обучать старшеклассников основам ремесла. Техника уже многие годы стабильно работает на производствах, в цехах.
Оборудование представляет класс техники для учёбы. «МАСГО» из города Ростов-на-Дону –специализированное предприятие, отвечающее за выпуск станка.
Небольшие габариты, скромный вес способствуют тому, что фрезерные станки НГФ 110 легко устанавливаются в специальных классах, помогают решать различные проблемы.
Ответственное лицо перед началом работы должно тщательно проверять, правильно ли установлен,настроен агрегат. Начало работы допускается только после того, как проведут инструктаж по технике безопасности.
Компания Дубоф изготавливает качественную мебель по индивидуальным замерам и пожеланиям. Они работают с высококлассным современным оборудованием, что позволяет предложить потребителям исполнение любых идей и дизайнерских решений.
340 килограммам равна масса станка. Конечный вес заготовки вместе с занимаемой площадью учитывают отдельно. Оборудование имеет следующие габариты в миллиметрах:
Основную работу выполняют на столе, монтируемом на установке отдельно. Хорошо, если есть возможность выбрать вариант с регулировкой по высоте.
Характеристики технического плана сопровождаются таким описанием:
- 6– горизонтальный шпиндель поддерживает столько скоростей.
- Шпиндельная головка допускает корректировку скоростей вращения. Её пределы – 125-1250 оборотов за минуту.
- Смещение вдоль, поперёк на дно лимба равно 0,05 мм. Для вертикали показатель – 0,25 мм.
- Чтобы зафиксировать обрабатываемую деталь, используют один Т-образный паз для стола.
- Определённые параметры соблюдаются при смещении стола. Для вертикали это 17 см, в случае с поперечным направлением – 8,5 см. Продольное движение – 25 см.
- 11 сантиметров – максимальный диаметр для фрезы, которая устанавливается на станке.
- 85 миллиметров – так удалён горизонтальный хобот от шпинделя, что облегчает фиксацию.
- Рабочий стол с габаритами 10 на 40 см.
Главный станочный привод начинает движение за счёт электродвигателя, его работы. Стандартная мощность современных установок – 0,55 кВт. Некоторые стандартные функции исключены:
- Усилия,прикладываемые дополнительно для каждой подачи.
- Поворотные движения.
- Ускорение хода рабочей части.
Станок не поможет мелкосерийным, профессиональным производственным объектам.
Освещение местного характера идёт от светильников, стоящих на станке. При монтаже используются гибкая гофра. Она позволяет регулировать положение по отношению к детали в обработке.
Подготовка станка к работе
Перед пуском необходимо:
- а) заполнить масляный резервуар маслом до рисок маслоуказателя;
- б) смазать с помощью шприц-масленки все точки вращения винтов подач, для чего необходимо отвернуть винты смазки, смазать и завернуть винты.
Во время эксплуатации станка необходимо постоянно следить за уровнем масла. Для предварительного детального ознакомления со станком рекомендуется обкатать его на холостом ходу, усвоить назначение и действие органов управления, опробовать переключение скоростей шпинделя, а также проверить поступление смазки.
При этом надо иметь в виду следующее: если при переключении скоростей шпинделя ощущается препятствие движению рукоятки, это значит, что шестерни уперлись зубом в зуб.
В этом случае не следует увеличивать усилие, нужно повернуть шестерни поворотом шпинделя за накатную гайку. После проворачивания шестерни продолжать переключение, не допускается переключение скоростей на ходу, так как это может привести к поломке зубьев шестерен.
Установка скоростей шпинделя
Установка выбранного числа оборотов шпинделя осуществляется поворотом рукоятки до момента, пока фиксирующий палец острием не войдет в соответствующее гнездо на шкале с цифрами и буквами А и Б при соответствующей установке ремня по схеме.
Для установки ремня необходимо снять ограждение, отвернув две фасонные гайки, а затем поставить ремень и ограждение.
Крепление фрезы на станке НГФ-110ш1
Крепление фрезы на станке НГФ-110ш1
В зависимости от вида применяемой фрезы крепление ее производится соответствующими способами:
- 1. Вставить фрезерную оправку коническим концом в отверстие шпинделя, совместив пазы во флянце оправки с сухарями на конце шпинделя, и закрепить оправку затяжным винтом при помощи ключа, предварительно протерев коническое отверстие шпинделя и конус оправки.
- 2. Снять с фрезерной оправки установочные кольца и надеть на оправку столько колец, чтобы после установки оправки она была как можно ближе к станине. При надевании фрезы на оправку нужно следить, чтобы направление резания фрезы совпадало с направлением вращения шпинделя. Если направление резания цилиндрической фрезы не совпадает с направлением вращения шпинделя, то следует снять фрезу и повернуть ее другим концом. Надев фрезу, надо установить на оправку остальные установочные кольца и затянуть гайку. При завинчивании гайки на оправку нужно следить за тем, чтобы гайка не закрывала шейку оправки.
- 3. Установить подвеску хобота так, чтобы конец (шейка) оправки вошел в подшипник подвески. Выполнение этих операций показано на рисунке 20, а и б.
- 4. Закрепить фрезу на оправке, завернув гайку ключом, и закрепить подвеску. При этом надо следить, чтобы зев ключа плотно садился на грани гайки и не мог сорваться при работе во избежание травмы.
- 5. Закрепить хобот и смазать подшипник подвески. Когда фреза и хобот закреплены, можно включить станок и привести фрезерную оправку с надетой фрезой во вращении. Если при вращении фреза бьет, следует остановить станок и исправить установку либо заменить фрезу или оправку. При необходимости выполнения работ торцовыми и концевыми фрезами, имеющими хвостовик с конусом Морзе, установка производится с переходными втулками.
Аналоги
Для обучения подростков фрезерному делу выпускалась серия станков НГФ-110 различных модификаций. В настоящее время производители предлагают многофункциональное настольное фрезерное оборудование. В основном это вертикально-фрезерные станки и универсальное оборудование с ЧПУ.
JET JUM-X2 – настольный фрезерный станок широкоуниверсальный. Имеет вертикальный и горизонтальные шпиндели. Наибольший диаметр фрезы дисковой 63 мм, торцевой 30 мм. Optimum MH50G – настольный станок с резьбонарезной функцией. Имеется привод подъема головы. Наибольший диаметр торцевой фрезы 80 мм.
Важно! На рынке фрезерных станков большой выбор настольных моделей. Они с механическим приводом всех передач, высокопроизводительные, многофункциональные.
НГФ-110 Расположение органов управления станком
Расположение органов управления станком НГФ-110
Перечень органов управления фрезерным станком НГФ-110
- рукоятка, переключения частот вращения шпинделя
- рукоятка, переключения частот вращения шпинделя
- маховичок продольной подачи
- маховичок поперечной подачи
- маховичок вертикальной подачи
- кнопочный пост управления
Расположение органов управления станком НГФ-110