Электронная библиотека
Общетехнические дисциплины / Режущий инструмент / 7.6.4. Особенности червячных фрез для нарезания червячных колес
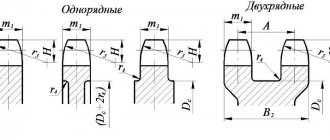
Червячные фрезы могут быть нарезаны червячными фрезами, резцами-летучками и окончательно обработаны червячными шеверами. Червячные фрезы работают с радиальной или тангенциальной подачей (рис. 7.36, а,б).
При работе с радиальной подачей фреза устанавливается так, что зубья касаются наружной поверхности обода колеса. При вращении фрезы и заготовки затем производится сближение их осей до величины , обеспечивающей необходимые размеры зубьев нарезаемого колеса. В дальнейшем производится нарезание зубьев при постоян
ном межцентровом расстоянии и при совместном вращении фрезы и заготовки без перемещения фрезы вдоль оси.
Рис. 7.36. Схемы нарезания червячного колеса червячной фрезой:
а) с радиальной подачей, б) с тангенциальной подачей
При тангенциальной подаче оси фрезы и заготовки устанавливаются на требуемое межцентровое расстояние , затем осуществляется тангенциальная подача вдоль оси, причем средняя линия зубьев фрезы перемещается касательно к начальной окружности нарезаемого колеса. У таких фрез угол заборного конуса на длине, равной 2,5…3 шагам, выполняется для уменьшения нагрузки на первый зуб фрезы.
Тангенциальный метод нарезания колес менее производителен, чем радиальный, но обеспечивает повышение качества поверхности зубьев за счет увеличения числа зубьев фрезы, находящихся в контакте с заготовкой. Стойкость тангенциальных фрез оказывается выше из-за того, что сила резания распределяется на большее число зубьев фрезы.
Чтобы обеспечить геометрически правильное зацепление нарезаемого колеса с червяком, фреза должна быть спрофилирована идентично профилю витков червяка. Собственно профилирование червячных фрез, обрабатывающих червячные колеса, не отличается от профилирования червячных фрез для цилиндрических зубчатых колес (см.
разд. 7.1 и 7.2). Исходные данные для расчета фрезы задаются в осевом сечении червяка: модуль, угол зацепления, осевой шаг, осевая толщина зуба, наружный диаметр, средний диаметр, угол наклона витка, число заходов червяка, число зубьев колеса, радиальный зазор в передаче, диаметр окружности выступов червячного колеса, направление витков червяка.
Габаритные размеры фрезы в поперечном сечении выбираются не произвольно, что допустимо у фрез для цилиндрических колес, а зависят от диаметра червяка. Средний (делительный) диаметр зубьев фрезы равен среднему диаметру червяка:, шаги зубьев фрезы и колеса также равны между собой. Внутренний диаметр фрезы принимается равным обычно внутреннему диаметру червяка .
Углы подъема винтовой линии на делительном цилиндре, модули и число заходов фрезы и червяка должны совпадать.
Наружный диаметр фрезы делается больше наружного диаметра червяка на удвоенную величину радиального зазора с учетом припуска на переточку (рис.7.37):
,
где 0,1m – припуск на переточку, компенсирующий уменьшение радиального зазора в передаче при сохранении межосевого расстояния в процессе нарезания независимо от степени переточки фрезы.
Рис. 7.37. Определение габаритного размера червячной фрезы
Так как заходность фрезы должна равняться заходности червяка, то часто фрезы приходится изготавливать многозаходными. Поэтому углы подъема витков фрез для червячных колес получаются больше, чем для цилиндрических колес, иногда до 35…400.
В зависимости от формы профиля червяка фрезы для обработки червячных колес могут быть эвольвентными, архимедовыми и конволютными. Выбор типа основного червяка зависит от типа фрезы (черновая или чистовая): архимедовы – для чистовых фрез, а эвольвентные и конволютные — для черновых.
Рис. 4. Червячная фреза с заборным конусом
Делая заборный конус, мы более равномерно распределяем работу резания на другие зубья вдоль оси фрезы. Вследствие этого происходит более равномерное изнашивание инструмента. Длина заборного конуса lk
делается 1,5-2 шага, а угол
jk
= 18-30°.
Число зубьев фрезы должно быть по возможности наибольшим. С увеличением zи
увеличивается число резцов, уменьшается шероховатость поверхности, уменьшается толщина срезаемого слоя. Число зубьев насадных цельных фрез ограничивается условиями затылования, а сборных — условиями крепления зубьев. Для червячных фрез обычной точности принято
zи
= 12-9, для прецизионных
zи
= 16-12, для сборных затылованных
zи
= 10-8.
Канавки, образующие переднюю поверхность зубьев и пространство для размещения стружки, могут быть винтовыми, перпендикулярными виткам зубьев фрезы на делительном диаметре в расчетном сечении, и прямыми, проходящими через ось, если передний угол g
= 0
, или параллельными оси, если
g¹0.
Стандартные фрезы изготовляют с канавками первого типа. Шаг винтовой канавки Рк =
pDctgw
. Передние углы для левой и правой режущих кромок у таких фрез получаются одинаковыми.
Фрезы с прямыми канавками проще в заточке, и изготовляемые на основе архимедова червяка имеют меньшее теоретическое изменение профиля при переточках. Однако передние углы для левой и правой режущей кромок у них разные. С одной стороны, в осевом направлении gо
= +t
, с другой стороны,
gо
=
—t
. Поэтому фрезы с прямыми канавками делают с небольшими углами подъема витков
t= 3-5°.
Глубина канавки для фрез с одним затылком
Hk
=hи+К +r
При двойном затыловании
где hи
— высота зуба фрезы, обычно
hи= 2,5m; К и К1—
величина затылования шлифованной и нешлифованной части зуба,
К1 = (1,25 — 1,6) К;r—
радиус закругления дна канавки, обычно
r
= 1-3 мм.
Для фрез, имеющих модуль более 5 мм, как правило, делается двойное затылование, так как из-за опасности срезания кругом режущей кромки следующего зуба при одинарном затыловании значительная часть зуба получается незатылованной. Поэтому первое затылование на величину К1
делают резцом до термообработки фрезы, а второе на величину
K
— шлифовальным кругом после термообработки. Считается нормальным, если длина шлифованного затылка равна
0,5Рz,
т. е. доходит до сечения фрезы 2-0. Угол канавки
e= 20-30°.
Рис.5. Параметры профиля зубьев фрезы
Размеры профиля зубьев показаны на рис. 5. Для фрез, профилируемых на основе конволютного червяка, профиль лежит в нормальном сечении к виткам, и его размеры определяются в этом сечении. Угол профиля таких фрез aи
принимается равным углу профиля
a
исходного контура зубчатой рейки.
Для фрез, профилируемых на основе архимедова червяка, профиль задается в осевом сечении фрезы. Вследствие затылования боковых поверхностей углы профиля для левой aил.
, и правой
aип
. стороны у них будут разными.
Для некорригированного зацепления шаг между зубьями фрезы в нормальном сечении Pn
=pmn
, в осевом сечении
Рx= Рnсоst.
Советы по использованию
Даже при использовании дорогостоящих, высококачественных насадок для фрезеров в процессе обработки заготовок неизбежно затупляется их рабочая часть. Речь идет об утрате фрезой ее ключевых качеств, которые периодически требуется восстанавливать. В подобных ситуациях единственным решением проблемы будет правильная заточка. Для этого понадобится специализированное оборудование, позволяющие оперативно, с минимальными усилиями и максимальной точностью восстановить геометрию.
Точность всех выполняемых операций и, следовательно, качество изделия напрямую зависят от состояния фрезерного аппарата и правильности обслуживания самого рабочего элемента. Так, затачивание фрезы выполняется по переднему краю, а ее затылование – по противоположной части поверхности. Расчет степени обработки рабочей части и углов осуществляется с учетом степени износа.
Существуют эффективные способы модернизации инструмента и улучшения эго эксплуатационных показателей после заточки кромки. Это позволяет повысить производительность и параллельно обеспечить максимальный срок службы самих фрез. Наиболее распространенными и действенными способами усовершенствования являются такие.
- Использование сборных конструкций, элементы которых выполнены из высокопрочных марок стали.
- Модернизация рабочих поверхностей профиля.
- Изменение схемы резания, а также геометрии (включая утолщение) фрез.
Важно учитывать, что на износоустойчивость и срок эксплуатации описываемого инструмента влияет способ фрезерования. В частности, речь идет о распределении нагрузок на зубья
Естественно, одну из ключевых ролей играют свойства инструментального материала, исходя из чего производители постоянно ищут новые варианты. Максимально продлить срок службы любой червячной фрезы позволит четко соблюдать технологию при выполнении работ
Помимо всего перечисленного, рекомендуется уделять внимание особенностям материала заготовки
Особенности
Червячная фреза представляет собой инструмент для создания шлицевых валов разного профиля, а также зубчатых цилиндрических колес и звездочек. Подобные изделия выполняются из быстрорежущих, твердосплавных марок стали.
Главной особенностью подобных оснасток для фрезеров является не столько форма и конструктивные нюансы, сколько область их применения. В то же время для них характерно наличие затылованных, остро заточенных зубьев.
Особенности применения фрез определяют перечень материалов для их изготовления. Ключевые стандарты и нормы, включая чертежи с указанием углов, которых должны в обязательном порядке придерживаться производители, закреплены в ГОСТ 15127-83. В противном случае червячная фреза не будет иметь необходимые эксплуатационные характеристики. Стоит отметить, что описываемый фрезерный инструмент имеет достаточно сложную конструкцию, которая напрямую зависит от его предназначения.
Так, в ситуациях с цилиндрическими, зуборезными моделями речь будет идти о следующих важных моментах.
- Основой будущего изделия является болванка цилиндрической формы, которая при этом может быть любой длины и диаметра. Параметры в данном случае определяются габаритами и конструктивными особенностями будущей фрезы.
- Непосредственно рабочий сегмент представляет собой зубья соответствующей формы, которые располагаются на определенном расстоянии друг от друга. Еще один важный элемент – это наличие технологических канавок, предназначенных для отвода снимаемой стружки.
- В подавляющем большинстве случаев на торцах присутствуют незначительные скосы, отделяющие рабочую часть от крепежного элемента самого фрезера.
- Современные фрезы совместимы практически с любыми моделями специального оборудования благодаря наличию в их центральной части отверстия. Проворачивание инструмента в процессе обработки деталей предотвращает шпонка, размеры которой зависят от потенциальной нагрузки.
Форма зубьев прописана в стандартах и определяется особенностями применения инструмента. В частности, нередко используются фрезы по металлу с малым профильным углом, за счет которых получается минимизировать риск образования микронеровностей на обрабатываемой поверхности.
В данном случае стоит акцентировать внимание на следующих нюансах
Применение в работе подобных фрез существенно улучшает качество выполняемых работ
За счет малого угла припуск на финишное резание распределяется более рационально. Выпускаются многозаходные варианты, успешно используемые при изготовлении колес, имеющих модуль в диапазоне 4-5 мм. Увеличение подачи, а следовательно, значительное повышение производительности обусловлены соответствующей жесткостью оправы. Высокое качество обработки заготовок и будущих изделий определяется отсутствием даже микроскопических неровностей на поверхности зубьев. Важно учитывать, что данная разновидность червячных фрез предназначена для использования на фрезерных станках, предусматривающих жесткую фиксацию рабочего элемента. При этом рекомендуется радиальная подача, позволяющая в таких ситуациях значительно повысить производительность.
На данный момент активно растет популярность оснастки со вставными элементами в виде гребенок. На рынке специального инструмента производители предлагают модели с модулем в пределах 4-30 мм.
В контексте конструктивных особенностей этих фрез важно выделить следующие моменты
- В производстве основной части оснастки используют легированную сталь. При этом необходимый показатель жаропрочности достигается за счет различных добавок.
- Сами гребенки выполняются из быстрорежущих марок стали, основными и определяющими характеристиками которых являются максимальная устойчивость к высоким температурам и прочность.
- Эксплуатационные показатели таких типов фрезерных насадок многократно повышаются благодаря сменным рабочим элементам. Помимо этого компании-производители максимально улучшают эффективность инструмента за счет использования специальных сплавов, имеющих те или иные характеристики.
На сегодняшний день в продаже можно найти более чем широкий ассортимент рассматриваемых приспособлений. В их перечень, к примеру, входят сборные модели фрез без затыловывания. Главные их особенности – это 10-миллиметровый модуль, а также увеличенные, по сравнению с более распространенными вариантами, углы в хвостовой части. Естественно, точность выполнения работ напрямую зависит от качества шлифования поверхности.
Конструкции инструмента
При производстве рассматриваемого инструмента должны учитываться нормы, которые установлены в ГОСТ 15127-83 (фреза червячная в противном случае не сможет обеспечить высокое качество получаемой поверхности). Изделие характеризуется достаточно сложной конструкцией, при этом она может существенно отличаться в зависимости от предназначения фрезы. Червячные зуборезные фрезы цилиндрические состоят из следующих элементов:
- При изготовлении в качестве основы применяется цилиндрическая болванка. Она может иметь самые различные размеры и длину, все зависит от конкретной поставленной задачи при изготовлении.
- Рабочая часть представлена зубьями, которые имеют особую форму. При этом зубья расположены на определенном удалении друг от друга, есть технологические канавки для отвода стружки.
- По торцевым сторонам, как правило, есть небольшие скосы, предназначенные для отделения рабочей части от крепежного элемента станка.
- Сегодня фрезы червячные могут устанавливаться на различных фрезеровальных станках, для чего в центральной части изделия есть отверстие. Проворачивание инструмента на момент обработки заготовки исключается за счет отверстия для шпонки. Ее размеры выбираются в зависимости от того, на какую нагрузку рассчитано изделие.
Скачать ГОСТ 15127-83
Форма зубьев получается при соблюдении государственных стандартов. Она во многом определят то, для получения каких деталей применяется инструмент.
Могут применяться варианты исполнения с уменьшенным профильным углом. Этот инструмент позволяет уменьшить количество микронеровностей на поверхности. Среди особенностей применения отметим следующие моменты:
- Применение инструмента с уменьшенным профильным углом позволяет улучшить процесс резания. При этом обеспечивается рациональное распределение припуска на финишное резание.
- Встречаются варианты исполнения многозаходного типа, которые могут применяться для получения колес с модулем 4-5 мм.
- Существенное увеличение жесткости оправы позволяет увеличить подачу и повысить производительность. Уменьшение количества микронеровностей на поверхности зуба также обеспечивает получение качественной детали.
- Использоваться подобный инструмент может исключительно на станках, габариты которых позволяют проводить установку. Рекомендуется применять радиальное направление подачи для существенного увеличения показателя производительности.
Эвольвентная винтовая поверхность характеризуется тем, что поверхность может обрабатываться при применении плоского шлифовального круга. При изготовлении подобной поверхности может возникнуть ряд трудностей.
Характеристики режущей кромки могут существенно отличаться. Примером можно назвать архимедовою винтовую поверхность, которая получается прямым отрезком с пересечением осью под определенным углом. Проводится изготовление фрез по ГОСТ 8027-86, за счет чего обеспечиваются требуемые эксплуатационные характеристики. Вес червячных фрез варьируется в большом диапазоне, зависит от типа применяемого материала при изготовлении и его размеры.
Скачать ГОСТ 8027-86
Модели с модифицированным профилем применяются для нарезания зубчатых колес с последующим проведением процедуры шевингования и шлифования. Конструкция с модифицированным профилем характеризуется тем, что зуб выполняется с утолщением у вершины. За счет этого существенно уменьшается угол профиля, а остальные параметры инструмента остаются практически неизменными.
Передняя поверхность зубьев червячной фрезы затачивается под различным углом в зависимости от того, какого именно обработка будет проводится. Примером можно назвать черновое и чистовое точение.
В последнее время все чаще применяются модели со вставными гребенками. В продаже встречаются варианты исполнения с модулем от 4 до 30 мм. К конструктивным особенностям подобной червячной фрезы отнесем следующие моменты:
- Основная часть изготавливается при применении легированной стали. За счет добавления определенных химических элементов существенно повышается жаропрочность. При этом основание создается таким образом, чтобы можно было создать определенную рабочую поверхность.
- Гребенки изготавливаются из быстрорежущей стали. Она характеризуется устойчивостью к высокой температуры, а также износоустойчивостью.
- Применение сменных гребенок существенно повышает качество режущей части. При этом производители могут повысить эффективность применения инструмента в несколько раз за счет использования специального сплава.
Можно приобрести и сборные незатылованные червячные фрезы. Этот вариант исполнения характеризуется модулем до 10 мм. Отличительная особенность заключается в увеличенных задних углах, если сравнивать с распространенными моделями. Высокая точность достигается за счет шлифования поверхности на специальном оборудовании
Для существенного повышения скорости обработки можно использовать сборные червяные фрезы с твердосплавными зубьями. В последнее время большое распространение получили твердосплавные пластины, которые могут выдерживать длительную обработку. В этом случае модуль не более 4 мм. Установка сменных элементов проводится в корпусе с отрицательным передним углом, который достигает 15 градусов. Применение подобного варианта исполнения позволяет повысить показатель производительности в 2-3 раза. Чаще всего инструмент устанавливается для нарезания колос с последующим шевингованием.
Что это такое?
Модульная фреза – это многолезвийный инструмент, который широко применяется в единичном и серийном производствах для изготовления зубчатых колес, шестерен и реек. В отличие от долбяков и зуборезных гребенок модульные фрезы обладают высокой скоростью работы, не требуют специального оборудования и дают высокую точность.
Для разных технологических операций и условий производства существуют различные их конструкции.
Дисковая. Главное преимущество – универсальность. Обработку можно производить на любых горизонтально-фрезерных станках, но деталь нужно закрепить в делительном устройстве. Недостаток – требуется много места для выхода инструмента из заготовки (радиус фрезы плюс зазор 3–5 мм). Поэтому нарезать ступенчатые колеса или цельные шевронные нельзя. Зато можно обрабатывать сразу несколько заготовок одновременно. А это значительно увеличивает производительность и снижает затраты на изготовление зубчатых колес. Но поскольку за один проход можно обработать всего одну впадину между зубьями, общая скорость нарезания колеса невысокая.
Высокая точность червячной фрезы обусловлена самим способом обработки. При нарезании зубьев заготовка и инструмент имитируют зубчатое зацепление, и такой метод называется обкаткой. При таком способе обработки не нужно большого количества инструментов – одной и той же фрезой можно нарезать колеса с различным числом зубьев. А с дисковыми и пальцевыми фрезами их профиль переносится на впадины колеса, поэтому такой способ назван методом копирования. При этом все погрешности переносятся на конечное изделие, поэтому после обработки детали часто отправляются на шлифование.
Для установки модульных фрез на станок нужны специальные приспособления.
- Дисковые и червячные модели закрепляются на оправке. Для этого у них есть центральное отверстие с фасками, которые упрощают монтаж. После этого оправка фиксируется на шпинделе.
- Пальцевые фрезы имеют хвостовую часть в виде цилиндра, конуса Морзе или инструментального конуса 7: 24. Она сразу может устанавливаться в шпиндель.
Если посадочные размеры инструмента и шпинделя станка не совпадают (например, диаметры центрального отверстия и шпинделя), то применяются переходные втулки. Они стандартизированы по ГОСТу. Более того, с их помощью можно менять тип крепления. Например, фрезу с конусом Морзе закрепить в шпинделе с коническим отверстием 7: 24.
Таблица углов заточки червячных фрез
| Тип фрез | Передний угол, град | Ширина упрочняющей фаски f, мм | 3адний угол, град | |||
| Основной, ? | Упрочняющей фаски ?ф | Вершины зуба ? | Левой Боковой Кромки ?л | Правой боковой кромки, ?п | ||
| Мелко Модульные | – | 6…10 | 1,25…2,0 | 1,5…2,0 | ||
| Мелкомодульные напайные и сборные | 10…12 | 2 | 2 | |||
| Острозаточенные | 15..25 | 0,6…0,8 | 10…15 | 12 | 12 | |
| С поворотными зубьями | ?15 | ?25 | 0,4…0,6 | 15 | 6 | 4 |
| Сборные и составные с затылованными зубьями | 10…25 | 0,4. 0,8 | 5,5 | 5,5 | ||
| Напайные и сборные чистовые червячные | -30 | 20 | 5 | 5 | ||
Таблица 31
| Конструктивный параметр | Наружный диаметр D0, мм | ||
| 25 | 32 | 50 | |
| Модуль, мм | 0,2; 0,3; 0,4; 0,5 | 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8 | 0,4; 0,5; 0,6 , 0,7; 0,8; 0,9; 1,0 |
| Диаметр посадочного отверстия d, мм | 8 | 13 | 22 |
| Диаметр буртиков D1, мм | 16 | 20 | 32 |
| Число зубьев по торцу z | 10… 12 | ||
| Длина фрезы L, мм | 10; 16 | 20 | 32 |
| Длина режущей части L1, мм | 8; 12 | 15 | 25 |
Конструкция фрезы с твердосплавными ножами показана на рис. 33. Острозаточенные ножи 3 устанавливаются в продольных газах корпуса фрезы 1 и закрепляются в них при помощи винтов 5, прокладок 4 и секторов 2. Так как ширина ножа равна осевому шагу фрезы, то расположение ножей в корпусе фрезы строго по винтовой линии обеспечивается с помощью секторов 2 с выступами, каждый из которых имеет разницу по высоте на величину ?.
Широкое распространение получили неперетачиваемые многогранные пластинки из твердых сшивов в качестве режущих элементов различных металлорежущих инструментов. Применение таких пластинок положило начало новому прогрессивному направлению в конструировании инструментов. Использование в качестве режущего элемента неперетачиваемых пластинок позволяет повысить режимы резания и обеспечить удобство эксплуатации, особенно сложных металлорежущих инструментов.
Твердосплавные червячные фрезы с острозаточенными режущими элементами имеют ряд недостатков. 3убья фрез, имеющие углы заострения меньше 90°, не обеспечивают надежность работы фрезы при нарезании стальных зубчатых колес из-за частых сколов наружных и переходных режущих кромок. Напайные зубья фрез подвержены напряжениям от пайки и не могут быть качественно обработаны алмазно-абразивными инструментами. Одним из существенных недостатков таких фрез является также необходимость перешлифовки зубьев фрез по задним поверхностям при каждой заточке фрез.
Рис. 33. Острозаточенная сборная твердосплавная червячная фреза
Указанные выше недостатки исключает применение в качестве зубьев фрез поворотных неперетачиваемых пластинок твердого сплава – Эти пластинки имеют угол заострения 90° и более, дают возможность использовать для них более износостойкие марки твердых сплавов (Т15К6 и др.) и позволяют осуществлять их полную обработку только алмазными кругами.
Применение поворотных неперетачиваемых пластинок в качестве зубьев червячных фрез целесообразно Для модулей 1,5… 4,0 мм.
Наиболее эффективно применение червячных фрез с поворотными неперетачиваемыми пластинками-зубьями при скоростном зубофрезеровании под шевингование или зубошлифование стальных зубчатых колес с твердостью до НВ 350. На рис. 34 показана такая фреза модуля 2,5 мм с наружным диаметром 117 мм.
В пазы корпуса устанавливают пластинки-зубья ромбовидной формы, позволяющие четырехкратное использование режущих сторон без переточки. После износа четырех сторон профиль может быть многократно восстановлен шлифованием. С учетом четырех поворотов пластинок-зубьев, перешлифовок и возможных их перестановок комплект из четырех штук может обеспечить фрезе до 40 периодов стойкости. Длина зубьев уменьшается после каждой перешлифовки на 0,5 мм и затем их можно использовать со сменными подкладками в прежнем корпусе или в новом. Пластинки-зубья устанавливают в корпусе с выступанием до 1 мм относительно опорной стороны гребней.
Рис. 34. Твердосплавная червячная фреза с неперетачиваемыми пластинами
Назначение
Модульные фрезы используются на зуборезных фрезерных, универсальных токарных со специальной головкой, многооперационных станках с ЧПУ и некоторых других видах оборудования. С их помощью можно изготовить:
- цилиндрические зубчатые колеса с прямыми, косыми и круговыми зубьями;
- конические шестерни разного размера;
- шевронные колеса с различным сечением канавки между зубьями;
- шестерни с циклоидальным профилем зубьев – для их изготовления требуются специальные фрезы;
- зубчатые рейки;
- валы-шестерни различных форм и конфигураций;
- калибры для измерения точности зубчатых колес.
Для обработки заготовок из разного материала требуются различные инструменты.
- Для заготовок из углеродистых сталей применяются фрезы из сталей марок 9ХС, ХВГ, ХВСГ и других. Их подвергают поверхностному закаливанию токами высокой частоты, поэтому твердость режущих кромок повышается до 62–64 HRC.
- Заготовки из конструкционных материалов обрабатываются фрезами из быстрорежущих сталей Р6М5 и Р6М3. Твердость режущих граней составляет 63–65 HRC. Такие инструменты имеют более высокую стоимость.
- Для нарезания зубьев на легированных деталях используются составные фрезы. Тело инструмента – высокопрочная сталь, а режущие пластины выполнены из твердых сплавов. Они закрепляются механически.
Для получения качественного изделия фрезерование осуществляется за 2 подхода: черновой и чистовой. Квалитет точности обработанной поверхности – 9–10. Полученные изделия можно сразу установить на машину или отправить их на дальнейшее шлифование. Качество обработанной поверхности зависит еще от размеров инструмента. Чем больше диаметр модульной фрезы, тем лучше условия резания и выше точность изделия. Параметры инструментов строго регулируются документами и указываются в каталогах.
Нарезание червяков и червячных колес
Червячные передачи имеют широкое применение в машиностроении благодаря своей компактности, бесшумной и плавной работе.
Сечение витков цилиндрического червяка с осевой плоскостью представляет собой прямолинейную рейку, а у глобоидного — круговую рейку.
Среди цилиндрических червяков наибольшее применение для неответственных передач получил винтовой червяк (с архимедовой спиралью), представляющий собой обычный винт с трапецеидальной резьбой (рис. 106, а). При простоте обработки червячная пара с таким червяком обладает низким к. п. д. и подвержена быстрому износу, поэтому ее применяют в неответственных, тихоходных и слабонагруженных передачах. Другой разновидностью цилиндрического червяка является эвольвентный червяк (рис. 106, б). Он представляет собой как бы цилиндрическое зубчатое колесо с винтовыми эвольвентными зубьями.
В сечении червяка плоскостями, перпендикулярными оси основного цилиндра, получаются эвольвенты. Такие червячные пары часто используют в ответственных передачах при больших нагрузках и скоростях.
Простой разновидностью цилиндрического червяка является червяк с прямолинейным профилем в нормальном сечении витка и с эвольвентной боковой стороной витка в сечении, поперечном оси (рис. 106, в). Такой червяк называется конволюнтным и является разновидностью эвольвентного червяка. Эти червяки более просты в обработке, чем эвольвентные, и обеспечивают достаточную точность зацепления червячной передачи, имеют высокий к. п. д. и износоустойчивость.
Глобоидные червяки обладают большой поверхностью соприкосновения витков с зубьями червячного колеса, что обеспечивает снижение давления, а следовательно, и износ поверхностей зубьев червячной пары. Из-за сложности изготовления их широко применяют только в передачах для больших мощностей.
Наиболее простым и дешевым способом изготовления витков червяка с архимедовой спиралью является нарезание резцом на токарно-винторезном станке. Резец устанавливается так, что его прямолинейная режущая кромка лежит в осевой плоскости червяка. При этом винтовая поверхность образуется вращением заготовки и движением режущей кромки, проходящей через ось червяка. Винтовая поверхность такого червяка называется архимедовой, так как в сечении червяка, перпендикулярном его оси, получается архимедова спираль (рис. 106, а).
На рис. 106, б показан способ нарезания витков эвольвентного червяка. В этом случае резец устанавливается так, что одна его прямолинейная режущая кромка располагается выще, а вторая — ниже осевой плоскости червяка на величину радиуса r0 основного цилиндра винтовой эвольвентной поверхности.
Образование винтовой поверхности происходит при вращении заготовки и движении режущей кромки резца касательно к образующему цилиндру диаметра 2r0. Такая винтовая поверхность называется эвольвентной, так как в торцовой плоскости червяка получается эвольвента.
При нарезании витков конволютного червяка (рис. 106, в) резцы устанавливают так, что их режущие кромки находятся в плосдости, нормальной к винтовой поверхности.
Образование винтовой поверхности конволютного червяка происходит таким же образом, как и поверхности эвольвентного червяка — при движении прямолинейной режущей кромки резцов, когда она остается касательной к образующему цилиндру.
Описанный метод нарезания червяков резцами точный, но малопроизводительный. В серийном производстве витки червяков вы-полняют фрезерованием дисковыми или червячными фрезами, а также обкаткой долбяками.
Фрезерование дисковыми фрезами осуществляется на специальных резьбонарезных станках. Фреза имеет профиль впадины в нормальном сечении и устанавливается под углом наклона винтовой линии β (рис. 107). Фрезеруется сразу полная глубина винта. За один оборот изделия фреза перемещается на величину одного шага. Вследствие искажения профиля витков нарезание.дисковыми фрезами является предварительной обработкой профиля червяка.
Наряду с нарезанием червяков дисковой фрезой различные виды червяков обрабатываются червячной фрезой на обычных зубо-фрезерных станках. Станок настраивается как на нарезание ци-линдрического зубчатого колеса с винтовыми зубьями, число которых принимается равным числу заходов червяка.
Наиболее точным и высокопроизводительным способом обработки червяков является нарезание червяка долбяком (рис. 108). Долбяк 1, установленный относительно осевой плоскости нарезаемого червяка 2, имеет движение подачи вдоль оси червяка. Кроме того, долбяку и червяку сообщается вращательное движение обкатки за счет настройки кинематической цепи станка. В результате сочетания этих движений нарезаются все витки червяка.
Для нарезания червяков с углом подъема винтовой линии менее 5—6° долбяк делают с прямыми зубьями, при угле подъема более 5—6° — с косыми зубьями. Однако необходимость изготовления долбяков для каждого угла подъема витков нарезаемых червяков увеличивает затраты на подготовку производства, поэтому применение этого способа экономично только в крупносерийном или массовом производстве.
Наибольшее применение при нарезании глобоидных червяков получили многорезцовые головки, которые совершают вращательное движение в плоскости, проходящей через ось червяка (рис. 109).
Профилирующие резцы 1 и 4, режущие кромки которых имеют профиль основного сечения витка, обрабатывают виток по боковым его сторонам, резец 3 головки обтачивает червяк по наружному глобоиду.
Операция нарезания червяка резцовыми головками разделяется на два перехода. В первом переходе обработка производится с радиальной подачей стола до номинального межосевого размера. Первый переход предназначен для прорезки впадины на глубину профиля. Второй переход выполняется при постоянном межосевом расстоянии и предназначен для получения заданной толщины витка с шероховатостью поверхности не ниже 2,50 мкм (6-й класс). Боковые стороны витка обрабатываются поочередно, с круговой подачей резцов.
Перед чистовой обработкой необходимо углубить резец в нарезаемый червяк для снятия припуска под чистовое нарезание. Это осуществляется поворотом стола станка с резцовой головкой через цепь дифференциала. Обработка ведется со скоростью резания v ≤ 1 м/мин и подачей на резец s = 0,02—0,04 мм при обильном охлаждении смесью растительных и животных масел. Для чистовой обработки углубление на сторону витка составляет0,5—1 мм.
После нарезания витков червяк подвергают термообработке, цементируют, закаливают и отпускают до заданной твердости.
Шлифование витков производится на зуборезном станке специальной шлифовальной головкой, поворачивающей ось шлифовального круга на соответствующий угол подъема каждой точки витка. Отделку глобоидных червяков осуществляют притиркой или обкаткой закаленным полированным роликом на специальном станке. Шероховатость поверхности достигается 0,08 мкм (10-й класс)..
Обработка червячных колес осуществляется на зубофрезерных станках червячными фрезами тремя методами:
- 1) методом радиальной подачи;
- 2) методом тангенциальной подачи;
- 3) комбинированным методом.
При методе радиальной подачи заготовка 1 (рис. 110, а), находясь все время в зацеплении с червячной фрезой 2, совершает радиальную подачу на фрезу до установленного размера, при этом фреза совершает только вращательное движение. На червячном колесе получается правильней профиль зубьев при полном зацеплении червячной фрезы с заготовкой.
Недостаток указанного способа заключается в том, что червячная фреза работает не всеми режущими кромками и изнашиваются только зубья средней части фрезы.
При методе тангенциальной подачи (рис. 110, б) заготовку чер-вячного колеса 1 устанавливают на размер межцентрового расстояния А и фрезу вводят с заготовкой осевым перемещением. Фреза 3 имеет коническую заборную часть и, работая всеми режущими кромками, изнашивается равномерно. В процессе резания фреза не только вращается, но и перемещается поступательно вдоль своей оси. При этом заготовка, кроме основного вращательного движения, связанного с зацеплением, имеет дополнительное вращательное движение, зависящее от осевого перемещения фрезы, иначе зубья червячной фрезы срезают зубья червячного колеса.
Комбинированный метод нарезания червячных колес представляет последовательное сочетание первых двух методов. Причем метод радиальной подачи применяют для предварительного нарезания зубьев, а метод тангенциальной подачи — для окончательной обработки.
При комбинированном методе применяют как червячные фрезы, так и профильные резцы. Применение профильных резцов для окончательной обработки червячного колеса обеспечивает наиболее высокую точность.
Обработка зубьев глобоидных, колес аналогична обработке обычных червячных колес и выполняется специальным инструментом. На рис. 111 показана схема нарезания глобоидного червячного колеса и конструкция фрезы. Нарезание зубьев червячного глобоидного колеса выполняется в два перехода — нарезание на глубину профиля при радиальной подаче стола до номинального межосевого размера и чистовое нарезание при неизменном межосевом размере с круговой подачей.
Перед чистовым проходом резец углубляют в нарезаемое колесо для снятия припуска под чистовое нарезание. Это осуществляется поворотом стола станка с обрабатываемым колесом через цепь дифференциала. Фрезерование заканчивается при достижении заданной толщины зуба и шероховатости поверхности не ниже 20 мкм (5-й класс).
Отделку глобоидных червячных колес при массовом выпуске производят шевингованием глобоидным шевер-червяком (рис. 112); припуск на шевингование не превышает 0,05—0,1 мм. В индивидуальном производстве этот метод не оправдывает, так как такой шевер — дорогостоящий инструмент.
Особенности конструкции
Современная зуборезная фреза представлена фасонным вариантом исполнения с затылованным зубом. Среди конструктивных особенностей отметим нижеприведенные моменты:
- Устройство имеет центральное отверстие, которое предназначено для установки оправки. Дисковая зуборезная модульная фреза при помощи оправки крепится в шпинделе. Диаметр отверстия под оправку выбирается в зависимости от стандартов, установленных в ГОСТ. За счет этого существенно упрощается задача, связанная с выбором наиболее подходящей оснастки. По торцевым сторонам создается небольшая фаска, за счет которой упрощается монтаж.
- Инструмент получает главное вращательное движение с определенной скоростью. При этом заготовка закрепляется на столе, который также получает возвратно поступательное движение. Все параметры выбираются в зависимости от типа инструмента, а также применяемого материала при изготовлении заготовки.
- Длина рабочей части также варьируется в достаточно большом диапазоне. Все зависит от размеров обрабатываемой заготовки и других моментов. Длина модульной фрезы оказывает влияние на основные параметры обработки, так как за счет увеличения рабочей поверхности увеличивается количество снимаемого материала за один проход.
- Современная конструкция модульной фрезы характеризуется определенным профилем зуба. Он выбирается в зависимости от впадин между зубьями нарезаемого колеса. Форма зуба представлена рабочим участком, который оформлен по эвольвенте с переходной кривой. Оформление проводится по радиусу с определенными координатами центра.
Рассматриваемые модульные цилиндрические и шлицевые фрезы представлены весьма сложной конструкцией. При этом зубья могут быть расположены под углом 30 градусов или другим, все зависит от типа заготовки.
Особое внимание уделяется форме профиля. Для аналитического расчета формы зуба и других параметров могут проводиться самые различные расчеты
Наиболее важными можно назвать следующие:
При расчетах уделяется внимание исходным данным. Геометрическая форма может характеризоваться достаточно большим количеством особенностей
Примером можно назвать число зубьев и показатель модуля. При определении основных показателей проводится расчет координат профиля эвольвентного участка зуба. Следующий шаг заключается в расчете радиуса заменяющихся окружностей. Уделяется внимание расчету размеров зуба профильной части. Этот показатель также во много определяет то, какой формой будет обладать полученное изделие.
Рассматриваемые расчеты проводятся при применении самых различных формул. Самостоятельно выполнить расчеты достаточно сложно, погрешность может привести к снижению точности рабочей поверхности.
К выбору материалов также предъявляется достаточно большое количество требований. Установленные стандарты в ГОСТ 5950-73 определяют то, что при изготовлении модульной фрезы должны использоваться марки 9ХС, ХВГ, ХВСГ. Показатель закалки должен быть в пределе от 62 до 64 HRC. За счет выполнения термического улучшения сплава существенно расширяется область применения изделия, а также снижается скорость износа поверхности.
В случае, когда проводится обработка заготовок из легированных конструкционных сталей выбирается быстрорежущая сталь Р6М5 и Р6М3. Эти стандарты указываются в ГОСТ 19265-73, показатель твердости должен быть в пределе от 63 до 65 HRC. До более высокой твердости могут закалывать сталь Р9К5, которая обходится намного дороже других марок.
Тип применяемого материала при изготовлении модульной фрезы во многом определяет область применения, допустимые режимы резания и стоимость изделия. Как правило, тип применяемого материала указывается производителем при маркировке.
Червячная фреза для нарезания зубьев и звездочек
Для механической обработки заготовок из различных материалов зачастую применяется фрезеровальное оборудование. Оно характеризуется тем, что основное вращение получает инструмент, а заготовка во время обработки находится в неподвижном состоянии. В качестве инструмента часто применяется червячная фреза. Отличительной особенностью подобной фрезы можно назвать область применения, которая заключается в нарезании шлицевых валов с различным профилем, получение зубчатых колес. В большинстве случаев они отличаются острозаточенные затылованными зубьями, при изготовлении могут применяться самые различные сплавы, которые во многом определяют режим обработки и другие наиболее важные моменты.
Фрезы прорезные (шлицевые) и отрезные
Фрезы прорезные (шлицевые) применяют для прорезки узких щелей и шлицев в гайках, головках винтов и шурупов.
Фрезы отрезные дисковые – инструмент, предназначенный для прорезки прямых шлицев, пазов и отрезных работ в изделиях из стали и черных металлов. Отрезные фрезы бывают трех типов:
- с мелким зубом (тип-1),
- со средним зубом (тип-2)
- с крупным зубом (тип-3).
Фрезы с мелким и средним зубом применяются для резки тонких заготовок, тонкостенных труб, для прорезания неглубоких шлицев в головках винтов, а с крупным зубом – для прорезания глубоких и узких пазов и для отрезных работ. Для обработки стали и чугуна применяют фрезы с большим числом зубьев, чем для обработки алюминия и легких сплавов. Как правило, отрезные фрезы изготавливаются из быстрорежущей стали Р6М5 и Р18. Технические условия на фрезы прорезные и отрезные определены ГОСТ 2679-93.
Архив новостей:
- Фрезы для пазов сегментных шпонок изготовляют по ГОСТу 6648-59. Крепление фрез в шпинделе станка производится при помощи цилиндрического хвостовика. Размеры этих фрез приведены на Рис.1. и Рис.2. Рис.1. Фрезы хвостовые для шпонок сегментных. Рис.2. Фрезы насадные для пазов шпонок сегментных…
«>Фрезы для пазов сегментных шпонок - Фрезы для станочных Т-образных пазов изготавливают двух типов: тип I — с коническим хвостовиком без лапки; тип II — с коническим хвостовиком с лапкой. Размеры фрез для Т-образных пазов приведены на Рис.1. Рис.1. Фрезы для станочных Т-образных пазов.
«>Фрезы для станочных Т-образных пазов - Фрезы фасонные изготовляют полукруглого выпуклого профиля и полукруглого вогнутого профиля. Другие фасонные фрезы не стандартизованы, и их изготовляют по ведомственным и заводским нормалям. Технические условия на изготовление и приемку фрез полукруглого профиля стандартизованы по ГОСТу 4051-48. Раз…
«>Фрезы полукруглые вогнутые и выпуклые - Фрезы для фрезерования канавок между зубьями фасонных затылованных фрез бывают одноугловыми и двухугловыми. Первые используются для фрезерования прямых канавок, а вторые — для фрез с винтовыми канавками. размеры этих фрез приведены на Рис.1. и Рис.2. Рис.1. Угловые фрезы для канавок затылованных…
«>Фрезы для фрезерования канавок - Двухугловые фрезы несимметричные применяют для фрезерования прямых и винтовых канавок во фрезах и других режущих инструментах. Размеры двухугловых фрез приведены на Рис.1. Рис.1. Двухугловые несимметричные фрезы.
«>Фрезы угловые (двухугловые)
Следующая страница >>
Daoist Yoga
Related Posts via Categories
Концевые фрезы с коническим хвостовиком – быстрое и удобное фрезерование Отрезная дисковая фреза – очень прочный и устойчивый к износу инструмент Пальчиковая фреза – причудливое название для важного предмета Фреза коническая круглая – непростая жизнь одного инструмента Режимы резания при фрезеровании – как выполнить аналитический расчет? Фреза с цилиндрическим хвостовиком – требования ГОСТа к инструменту Фрезы для торцевого фрезерования – особенности многолезвийного инструмента Фрезерование пазов – как качественно выполнить операцию? Токарно-фрезерные обрабатывающие центры – высокоэффективные универсальные станки ФСШ-1А – станок для качественного фрезерования деревянных заготовок
Виды червячных фрез
Выделяют довольно большое количество различных моделей, классификация проводится по нескольким признакам. В зависимости от типа проводимой обработки выделяют следующие варианты исполнения:
- Черновые. Подобный вариант исполнения применяется для предварительного формирования поверхности, передний угол составляет 5-7 градусов. Ключевой особенностью можно назвать небольшую толщину зубьев. Этот инструмент получил самое широкое распространение в различных областях промышленности, так как применяется при проведении промежуточной операции.
- Чистовые. После проведения черновой обработки полученная деталь зачастую не обладает требуемыми параметрами. Для того чтобы их достигнуть проводится чистовая обработка, которая предусматривает применение определенных червячных фрез.
- Прецизионные. Этот вариант исполнения, при изготовлении которого также учитывается госстандарт, предназначается для нарезания зубьев в турбинных передачах. Отличительной особенностью можно назвать увеличенный диаметр изделия.
- Фреза червячная питчевая относится к категории специальных инструментов, применяется для получения звездочек.
Довольно большое распространение получила фреза червячная модульная, которая бывает однозаходной или многозаходной. Второй вариант исполнения применяется для чистового точения, так как изготавливается при применении жаропрочных материалов.
Все чаще в машиностроительной области встречаются сборные червячные фрезы. Их ключевыми особенностями назовем следующие моменты:
- Основная часть представлена цельным элементом. За счет этого обеспечивается высокая прочностью и длительный эксплуатационный срок.
- Рабочая поверхность получается за счет применения вставных гребенок или путем их крепления методом сварки.
Большинство модульных вариантов исполнения с небольшим диаметром производится в цельном виде. За счет этого существенно повышается их прочность.
Основным признаком классификации также можно назвать тип применяемого материала при изготовлении изделия. К особенностям применяемых сплавов отнесем следующие моменты:
- Износоустойчивость. Подобное свойство считается основным для всех инструментов, которые применяются для механической обработки. Если показатель низкий, то режущая кромка начинает быстро тупится. В результате этого снижается точность обработки, а также уменьшается эксплуатационный срок.
- Жаропрочность. Процесс резания основан на трении, при котором возникает тепловая энергия. Слишком высокая температура становится причиной повышения пластичности, в результате чего происходит деформация поверхности и ухудшение ее характеристик.
- Высокая твердость поверхности. Именно твердость применяемого материала определяет эффективность червячной фрезы на момент работы.
- Устойчивость к внутренним деформациям. Во время резания силы могут быть распределены самым различным образом. Внутренние деформации, связанные с нагревом и другим воздействием на материал, становятся причиной появления трещин и других дефектов. Если они проявились, то оснастка не может использоваться в дальнейшем.
Современные сплавы существенно расширили возможность фрезеровального оборудования, позволили повысить производительность и качество получаемых изделий. Фреза червячная новикова часто изготавливается при применении инструментальных сталей, которые могут выдержать воздействие высокой температуры и при этом сохранить износостойкость.
1 Классификация инструментов по роду обработки и конструкции
В зависимости от типа обработки, червячные фрезы принято делить на четыре типа:
Инструменты также принято делить на однозаходные или многозаходные. Последний тип чаще всего применяется для чернового нарезания с последующей за ним чистовой обработкой. Также существует классификация по направлению витков – левосторонние и правосторонние в сборной или цельной конструкции. Модульная фреза с маркировкой до 10 обычно изготавливается цельной, остальные виды чаще всего сборного типа (сварные или со вставными гребенками).
Изготовление и модернизация червячных фрез согласно ГОСТу 9324 предполагает применение специальной маркировки, которая должна включать в себя показатели угла зацепления, модульный номер, высоту зуба и угол подъема линии винтов.
Государственные стандарты
При производстве инструментом должны применяться определенные стандарты, которые обеспечивают длительную службу и работы с заданными параметрами. Примером можно назвать то, что изготавливают фрезы дисковые зуборезные модульные по ГОСТ 28527-90. Также применяется и стандарт ГОСТ 10996-64, который определяет определенные геометрические формы и свойства рабочей поверхности.
Встречается довольно большое количество различной нормативной документации, которая может применяться при производстве инструментов. Также встречаются таблицы модульных фрез. Они применяются для выбора наиболее подходящего варианта исполнения и определенная основных характеристик.
Сегодня государственный стандарт соблюдается всеми производителями. При этом зарубежные производители применяют другие стандарты, но параметры практически идентичные.
Рассматривая государственные стандарты отметим нижеприведенные моменты:
- Стандартизируется наружный диаметр изделия. Подобный показатель определяет производительность и некоторые другие параметры обработки.
- Стандартизации подлежит и диаметр внутреннего отверстия. За счет этого упрощается процесс подбора наиболее подходящей оснастки. В продаже встречается просто огромное количество различных оправок, предназначение которой заключается в фиксации модульной фрезы.
- При производстве рабочей и основной части могут применяться только определенные материалы. Некоторые малоизвестные производители применяют сплавы, которые не включены в стандарты для экономии. Этот момент приводит к тому, что поверхность быстро изнашивается. Чаще всего применяется быстрорежущая сталь Р6, но также встречаются различные тугоплавкие сплавы.
- Для нарезания требуемой рабочей поверхности проводится затачивание режущей кромки под определенным углом. Подобные стандарты должны учитываться по причине того, что неправильный угол заточки приводит к быстрому износу и многим другим проблемам.
В заключение отметим, что выбор рассматриваемого инструмента проводится по достаточно большому количеству различных признаков. Примером можно назвать то, что при изготовлении рабочей части могут использовать быстрорежущую сталь или тугоплавкий сплав. Режущая кромка выполняется в виде литой конструкции или напаек из специальных материалов. При выборе учитываются размеры заготовки, тип применяемого материала при их изготовлении и другие параметры.