Разметка является важнейшим этапом подготовительных работ. В разметке нуждаются те поверхности, которые будут подвергаться обработке.
От точности разметки будет зависеть качество конечного результата обработки.
Разметка актуальна практически для всех сфер ремонта, строительства и производства. Особенно актуальной разметка является для следующих областей:
- Слесарное производство
- Столярное дело
- Малярные операции
Важность разметки выражена народной пословицей: «Семь раз отмерь, один раз отрежь». В обзоре пойдет речь о том, как выбрать разметочный инструмент.
Разметочные приспособления
Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.
Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через
каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
- Лоты
Разделы Поиски Избранные
- Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 150 р СССР БЗ малый лист проект Венера- Галлей 1500 р Старинная пластинка Сирена Гранд Р. Пожар Московский Косаткин Солнце всходит и… хор Варшавского 140 р Тракторист-Машинист 1 класс тяжелый -УНЦ неврученка 1976 года. цена за 1 шт.030219-96 80 р 1969 год. 52-я годовщина Великой Октябрьской социалистической революции! Блок Квартблок! 4500 р Маленькая балерина Машенька фигурка фафоровая ЛФЗ 12 р Открытка почтовая не стандартная Китай — магазины 69 р Киплинг Р. Откуда взялись броненосцы. Сказка. Худ. Н. Чарушин. М. Малыш. 1989г. (Б3683) 30 р Зарубин. Открытка.Подписана. С праздником! 8марта. Заяц. Букет. Цветы. 100 р Значок Вологодская роспись Отличный из коллекции № А/2 59 р 2012 Гвинея Персоналии Пол Маккартни СОСТОЯНИЕ ИДЕАЛЬНОЕ 750 р 1946 СССР, Разновидность сдвиг рамки, абкляч, 25 лет первой марке СССР, состояние гаш. 300 р РОССИЯ 2022 С НОВЫМ ГОДОМ 1 МАЛЫЙ ЛИСТ (БЛОК ИЗ 4 МАРОК) В ПАПКЕ КУПИТЬ! (6) | |
| 100.00 р. | 01 минута |
| 110.00 р. | 01 минута |
| 250.00 р. | 01 минута |
| 300.00 р. | 02 минуты |
| 3.00$ | 02 минуты |
| Смотреть дальше → |
Вход:
| Для Вас и Вашего сайта: |
| • Аукцион на Вашем сайте! |
| • Открой свой магазин |
| • Партнерская программа |
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2022 года. Старина |
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок
Особенности инструментов по металлу
В работе с металлическими заготовками требуется особый инструмент, которым можно будет выполнять углубленные разметки и проводить контуры на твердотельной поверхности. Обычная маркировка не всегда себя оправдывает, поэтому та же чертилка для работы с металлом или угольник слесарный выполняются из высокопрочных марок стали. Это же относится и к штангенциркулям. Присутствие в их составе стойких к износу рабочих наконечников обусловлено не только обеспечением возможности выполнения углубленной в основу разметки. Мягкие металлы подвержены деформации, из-за которой утрачивается нормативная точность. По этой причине изготовители инструмента применяют победитовые напайки и делают основу из сталей специальных марок.
В плане технологических приемов измерения данный инструмент в целом соответствует аналогам, предназначенным для дерева
В конструкционном отношении разметочный инструмент по металлу практически идентичен тем же циркулям и рейсмусам, но важно учитывать и другую особенность. Корпусная основа в части рукоятки, к примеру, может быть универсальной
Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом. Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами.
Резьбомер
Этот мерительный инструмент используется для того, чтобы точно определять шаг и профиль резьбы. Конструктивно он представляет собой пакет металлических шаблонов, каждый из которых в точности повторяет конфигурацию той или иной резьбы. Резьбомеры, которые предназначены для определения шага метрических резьб, имеют маркировку М60° , а те мерительные приспособления, которые предназначаются для определения количества ниток на дюйм, при измерении дюймовых и цилиндрических трубный резьб, маркируются как Д55 .
Bosch Power for All
Немецкий производитель также решил собрать серию инструментов под один аккумулятор. Причем для бытового инструмента предлагается два варианта вольтажа аккумуляторов: 12 и 18 В. 12-вольтовые аккумуляторы-обоймы подойдут тем, кто ценит легкость и компактность инструмента. Легким шуруповертом проще собирать мебель, монтировать профиль под гипсокартон и выполнять другие отделочные работы.
Если вам нужно работать более мощным и прожорливым инструментом, например, пылесосом или перфоратором, стоит собирать серию под 18-вольтовый аккумулятор. Можно выбрать емкость от 2,5 до 6 А*ч, учитывая каким прибором будете работать и на протяжении какого времени. С этими аккумуляторами может работать также инструмент для сада, такой как кусторез, триммер и цепная пила. В целом сама по себе серия и аккумуляторы под нее стоят несколько дороже, чем у того же Ryobi, но долговечность и надежность в работе окупает все затраты.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее);
- слесарного молотка (его выбирают по весу и длине ручки);
- тисков;
- металлической подложки;
- инструмента для разметки.
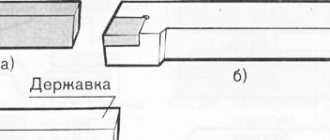
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам
На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.
Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Разновидности слесарных тисков
В целом все тиски можно разделить на две группы:
- Поворотные. Их механизм устроен так, что обрабатываемую деталь можно повернуть в нужную сторону, не вынимая из зажима тисков. Такие модели наиболее часто используются на станках при сверлении деталей. Поворотные тиски часто содержат наковальню, за счёт которой возрастает их прочность и расширяется круг выполняемых действий. Наковальня имеет разную длину и ширину, в зависимости от модели тисков.
- Неповоротные. В таких тисках обрабатываемая деталь плотно фиксируется зажимом и остаётся в статичном положении в течение всего периода работы.
Более узкая градация разделяет тиски по типу специализации:
- Ручные — компактные тески небольшого размера. Их можно удерживать руками. Применяются такие тиски при работе с деталями небольшого размера. Имеется два вида ручных тисков:
- Оснащённые рычагами. Это небольшие тиски, по форме напоминающие плоскогубцы с зажимом. Регулируя фиксатор, состоящий из двух рычагов, можно устанавливать ширину зазора для удерживаемой между губками детали.
Оснащены губками, которые сходятся между собой за счёт вращения рукоятки. В основании таких щипцов имеется специальная присоска, с помощью которой тиски легко фиксируются на гладкой поверхности и остаются в неподвижном положении во время обработки детали или заготовки.
Если предстоит работа с хрупкими малогабаритными деталями, лучше приобрести тески, пластины которых будут покрыты мягким материалом, что предохранит заготовку от случайного повреждения при сильном зажиме. Самый лучший вариант таких тисков — это те, у которых имеется наименьший люфт при разведённых губках.
Ручные слесарные тиски могут быть поворотными и неповоротными. Их можно просто ставить на стол, плотно фиксируя к его поверхности, а можно прикрепить сбоку за счёт крепёжного механизма.
- Стуловые. Были так названы благодаря тому, что их крепили на основание, по форме напоминающее стул. Сейчас их устанавливают на металлические верстаки. Такие тиски используются при проведении тяжёлых работ с применением силы: когда нужно согнуть детали, что-то расплющить или расклепать. Особенность стуловых тисков — способ развода губок. Подвижная пластина отодвигается от статичной по дуге. Неподвижная пластина снабжена лапой для более плотной фиксации. Стуловые тиски часто снабжены наковальней. Модели подвижны, их можно поворачивать в нужную сторону.
- Параллельные. Особенность этих тисков в том, что его губки раздвигаются равномерно. Подвижная пластина отодвигается от статичной губки параллельно без скачков. Размер детали, которая будет подвергаться обработке, не влияет на то, какая именно пластина будет её фиксировать.
Конструкция тисков устроена так, что оборудование можно устанавливать на верстак и даже на пол. Параллельные модели тисков могут быть как неповоротными, так и поворотными. Их можно смещать на произвольный относительно основания угол. Такое их качество считается наиболее удобным при использовании.
Модели тисков со свободным ходом обеспечивают надёжную фиксацию обрабатываемой детали. Регулирование зазора между губками осуществляется за счёт поворота ручки-фиксатора. При движении ручки вверх освобождается подвижная пластина. Когда ручка опускается, наоборот, происходит фиксация заготовки. Закрепить её можно, повернув рукоятку в сторону.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Приемы
Разметка, разметочные инструменты и приспособления используются несколько разными способами при разнообразных задачах.
Если деревообработка позволяет применять не только царапающие чертилки, а карандаши, фломастеры, и даже мел, то при изготовлении элементов из металлов предпочтительнее наносить риски острыми приборами. Это связано с тем, что точность исполнения требуется в пределах толщины полоски.
Сварочные работы в большинстве случаев допускают планировку маркером, так как в процессе сочленения заготовок зазор заливается швом.
Разметка прямых линий
При кажущейся простоте такой задачи существует достаточно много нюансов и в некоторых моментах они существенны. Например, небольшой перекос рейсмуса сужает черту, следовательно, при проведении параллельных направляющих необходимо правильно держать инструмент, строго перпендикулярно кромке. Ошибка увеличивается при намечании таких черт, находящихся друг от друга на большом расстоянии.
Во многих случаях приходится использовать линейку. Здесь самая распространенная оплошность – прогиб и отхождение от плоскости. Царапина при этом будет нанесена не корректно.
Существует еще один способ это применение фиксации струбциной или временной сваркой. В плотницком деле для формирования направления протеса приспособили нить с меловой поверхностью. Конечно толщина получается приличной, но при маркировке бревен такая операция позволительна.
Одним из современных аппаратов является лазер. Он оставляет четкую видимую линию. Нам остается только произвести фиксацию чертилкой или карандашом.
Какие инструменты нужно применять при разметке окружностей и приспособления для этого процесса
Формирование рисунка в виде круга делается циркулем. Это хорошо подходит для деталей размером от нескольких сантиметров до метра. Маленькие отверстия проще наносить с помощью лекала. Большие радиусы придется исполнять, создавая специальный аналог. Во многих случаях требуется сделать центр керном или сверлом. Если повреждения недопустимы, то используют присоску, например, при резке стекла.
В массовых производствах наиболее правильным будет применение шаблона, сделанного под конкретную заготовку. Здесь учитывается не только ровность, но и позиционирование линий относительно друг друга.
Нередко необходимо вычертить овал (эллипс). В этом случае берется шнур, фиксируется два центра и острым предметом обводится вокруг двух точек. Сумма расстояний между тремя исходными данными всегда имеет постоянную величину. Это достигается отмеренным участком шнура.
Плоскостная разметка Слесарное дело
Плоскостная разметка может быть выполнена непосредственным вычерчиванием, по шаблону (заключается в накладывании шаблона на размечаемую деталь и вычерчивании по нему с последующим накерниванием контуров линий) и по образц у, который используют в качестве шаблона.
Пример 1.Разметка замковой шайбы к закрепительным втулкам для шарикоподшипников.
2. Зачистить одну из плоскостей, закупоросить места разметки.
3. Провести две осевые линии под прямым углом одна к другой. Накернить центр.
4. Из центра раствором циркуля на заданные окружности провести три окружности радиусами 15,5; 19,5 и 25 мм.
5. Построить центральные углы.
6. Разметить наружные шлицы.
7. Разметить внутренний шлиц.
8. Накернить контуры шайбы.
Пример 2. Разметка шпоночной канавки на валике.
1. Зачистить размечаемые места на валике.
2. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
3. Найти центр на торце с помощью центроискателя.
4. Установить валик на призму и проверить его горизонтальность.
5. Нанести на торце валика рейсмасом горизонтальную линию, проходящую через центр.
6. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
7. Нанести на торце валика рейсмасом горизонтальную линию.
8. Прочертить рейсмасом линию на боковой поверхности валика.
9. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце — приблизительно на глубину канавки.
10. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
11. Накернить контуры шпоночной канавки.
Bosch Power for All
Немецкий производитель также решил собрать серию инструментов под один аккумулятор. Причем для бытового инструмента предлагается два варианта вольтажа аккумуляторов: 12 и 18 В. 12-вольтовые аккумуляторы-обоймы подойдут тем, кто ценит легкость и компактность инструмента. Легким шуруповертом проще собирать мебель, монтировать профиль под гипсокартон и выполнять другие отделочные работы.
Если вам нужно работать более мощным и прожорливым инструментом, например, пылесосом или перфоратором, стоит собирать серию под 18-вольтовый аккумулятор. Можно выбрать емкость от 2,5 до 6 А*ч, учитывая каким прибором будете работать и на протяжении какого времени. С этими аккумуляторами может работать также инструмент для сада, такой как кусторез, триммер и цепная пила. В целом сама по себе серия и аккумуляторы под нее стоят несколько дороже, чем у того же Ryobi, но долговечность и надежность в работе окупает все затраты.
Индикатор часового типа
Этот мерительный инструмент представляет собой устройство, где совсем небольшие перемещения, которые производит измерительный щуп, преобразуются в угловые перемещения стрелки. Индикаторы часового типа используются тогда, когда требуется со значительной степенью точности определить те отклонения, которые по своей геометрической форме некая деталь имеет по отношению к заданным параметрам. Кроме того, эти приборы используются для контроля взаимного расположения поверхностей.
Общие положения
Под слесарными работами понимается сборка и ремонт всевозможных узлов, обработка материалов (стали и металлические сплавы) в самых разных отраслях народного хозяйства: машиностроение, бытовое обслуживание население (ремонт замков и т. д.), сервисное обслуживание и ремонт автомобилей. Соответственно, выделяют разные виды слесарных работ.
Рабочее место слесаря может выглядеть по-разному. В общем случае это определенная площадь цеха (участка), оснащенная всем необходимым оборудованием и инструментом. Виды слесарных работ могут разительно отличаться друг от друга. Поэтому в одном случае рабочее место представляет собой письменный стол в теплом и уютном помещении, в другом – это палатка без удобств где-нибудь в тайге (при строительстве и ремонте газо- и нефтепроводной инфраструктуры).
Наиболее распространенным и всеми узнаваемым орудием труда слесаря является верстак. Это, по сути, стол, на котором имеются все необходимые инструменты для осуществления закрепленных за данным рабочим местом технологических операций. Также обязательно должно быть приспособление для закрепления рабочих чертежей изделий.
Как правило, сама столешница выполняется из твердых пород древесины и покрывается листовой сталью толщиной от одного миллиметра. Под столом целесообразно оборудовать ящики для складирования инструмента и материалов. Отсутствие защитного металлического экрана на верстаке считается грубейшим нарушением норм и правил охраны труда.
Билеты и ответы по программе обучения слесарей 2-3 разряда
Вопросы и ответы по программе обучения слесарей 2-3 разряда предназначены для проверки знаний уровня обучения персонала на производстве
Встречающиеся вопросы по технике безопасности соответствуют общему курсу технике безопасности на производстве.
1. Разметка, её виды и назначение
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
2. Инструменты и приспособления для нанесения разметки, виды и их назначение
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
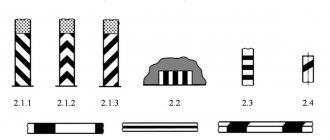
К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой.
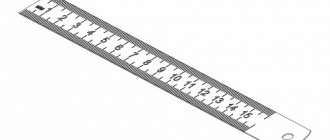
К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки. Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
3. Процесс плоскостной разметки, определение порядка разметки, способа выполнения, проверка разметки и кернение деталей.
Плоскую или пространственную разметку детали проводят на основании чертежа.
До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку. Разметочная база – это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали. Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка.
4. Разметка по шаблонам, точность разметки
Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5–2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали.
Точность разметки (точность перенесения размеров с чертежа на деталь) зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесения размеров, от степени точности метода разметки, а также от квалификации разметчика. Точность разметки обычно составляет от 0,5 до 0,08 мм; при использовании эталонных плиток – от 0,05 до 0,02 мм.
5. Техника безопасности при разметке
6. Рубка металла, инструмент для рубки.
Разрезаемый материал (жесть, полосовое железо, стальная лента, профиль, пруток) следует положить на стальную плиту или на наковальню так, чтоб он прилегал всей своей поверхностью к поверхности плиты или наковальни. Материал, от которого нужно отрубить заготовку, может быть закреплен в тисках. Если металл имеет длину больше плиты или наковальни, его свешивающийся конец должен опираться на соответствующие подпорки.
Лист или кусок жести с размеченным на нем контуром элемента кладут на стальную плиту для разрезания жести. Острие зубила ставят на расстояние 1–2 мм от размеченной линии. Ударяя молотком по зубилу, разрезают жесть. Передвигая зубило вдоль контура и, одновременно ударяя по нему молотком, вырубают фасонный элемент по контуру и отделяют его от листа жести.
Вырезание элемента из толстого листового материала выполняют сначала с одной стороны листа, затем его переворачивают на другую сторону и вырезают окончательно (продвигая зубило по полученному следу от острия зубила). Вырезанный элемент по контуру обрабатывают ручным напильником.
Искривленную или помятую жесть перед разметкой следует отрихтовать на плите резиновым или деревянным молотком. Перед укладкой листа на плиту при рихтовке, разметке и рубке следует тщательно очистить и протереть плиту. Жесть должна прилегать к плите всей своей поверхностью. Нельзя пользоваться тупым или выщербленным зубилом и выщербленным или расклепанным молотком.
При разрезании вязких материалов (толстая жесть или полосовое железо) с целью предохранения зубила от заклинивания режущую часть зубила следует смазывать маслом или водой с мылом, что уменьшает трение и дает возможность получать гладкую поверхность разреза.
Зубило используют для разрезания материала в случаях, когда трудно или невозможно использовать ножницы либо пилу из-за сложности требуемой конфигурации детали, когда отсутствуют (вообще или в данный момент) необходимые ножницы, когда разрезаемый материал слишком твердый.
Для разрезания используют зубило, для вырезания – крейцмейсель.
7. Конструкция, размеры и углы заточки зубила и клейцмейселя
Слесарное зубило – это инструмент из инструментальной углеродистой стали У7А или У8А прямоугольного или скругленного профиля, один конец которого имеет форму клина. Размеры зубила: длина 100–200 мм, толщина 8—20 мм, ширина 12–30 мм. Слесарное зубило служит для рубки или снятия слоя металла, когда не требуется точность обработки. Им можно производить также разрезание, обрезание и вырезание материала.
В зависимости от вида разрезаемого или обрезаемого материала угол заострения зубила составляет: 60° – для стали, 70° – для чугуна и бронзы, 45° – для меди и латуни, 35° – для цинка и алюминия.
Крейцмейсель – это слесарный инструмент, похожий на зубило, но имеющий узкую или фасонную (канавочник) режущую часть. Он служит для вырезания прямоугольных или фасонных канавок. Изготовляется из инструментальной углеродистой стали У7А или У8А. Размеры крейцмейселя: длина 150–200 мм, ширина 12–25 мм, толщина 8—16 мм; размеры канавочника: длина 80—350 мм, ширина 6—25 мм, толщина 6—16 мм.
Существует несколько видов крейцмейселей: прямоугольные, полукруглые и специальные
Вырезание – это выполнение с помощью крейцмейселя канавок, углублений, а также вспомогательных бороздок при разрезании большой поверхности.
8. Техника безопасности при рубке металлов
9. Правка и гибка металлов
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Правку производят горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл (угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его физико-механических свойств молотком, изготовленным из соответствующего металла. Используют молотки из следующих цветных металлов: меди, свинца, алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием. Гибку производят холодным или горячим способом вручную либо с использованием приспособлений и машин. Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании
10. Инструменты и приспособления для правки/гибки металла
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с помощью молотка с использованием слесарных щипцов или кузнечных клещей на плите для правки, в тисках или в формах или на наковальне. Можно также гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
11. Гибка труб
Гибку труб можно производить горячим или холодным способом с использованием специальных шаблонов или роликов при помощи гибочных приспособлений (рис. 12) или трубоги-бочных машин.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30 мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком, свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших диаметров (в зависимости от толщины стенки и марки металла, из которого изготовлена данная труба) гнутся, как правило, с подогревом места гиба и наполнением трубы соответствующим материалом. При этом концы трубы заглушают пробками, что уменьшает возможность ее поломки или сплющивания при гибке. Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное усилие прилагалось в плоскости, перпендикулярной шву.
12. Техника безопасности при правке и гибке
13. Резка и распиловка металла, инструменты для резки и распиловки
Разрезкой называется операция разделения материала (предмета) на две отдельные части с помощью ручных ножниц, зубила или специальных механических ножниц. Распиловкой называется операция разделения материала (предмета) с помощью ручной либо механической ножовки или круглой пилы.
Простейшим инструментом для разрезки металла являются обычные ручные ножницы, правые и левые (верхняя режущая кромка может находиться справа или слева от нижней режущей кромки).
Ножницы могут быть ручными или стационарными, закрепленными на верстаке. К механическим устройствам и оборудованию относятся вибрационные ножницы и машинки, рычажные механические ножницы, а также гильотинные ножницы и прессы. Резка листового материала, особенно вырезка фасонных деталей, производится газовой ацетилено-кислородной горелкой, а в ряде случаев – на фрезерных станках пальцевыми и другими специальными фрезами. Резка пруткового материала может производиться на токарных станках отрезными резцами. Отрезка труб производится специальными труборезами. Для распиловки материалов используются ручные и механические ножовки с постоянной или раздвижной рамкой, ленточные пилы, круглые пилы и другие механизмы.
14. Опиливание металла, припуск на опиливание
Опиливание – это процесс снятия припуска напильниками, надфилями или рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой поверхности тонкого слоя материала. Опиливание относится к основным и наиболее распространенным операциям. Оно дает возможность получить окончательные размеры и необходимую шероховатость поверхности изделия.
Опиливание может производиться напильниками, надфилями или рашпилями. Напильники подразделяются на следующие виды: слесарные общего назначения, слесарные для специальных работ, машинные, для затачивания инструмента и для контроля твердости.
15. Напильники, типы и назначение
Напильники изготавливают из инструментальной высокоуглеродистой стали У12А, У13А, а также из стали марок Р9, Р7Т, ШХ9, 111X15.
Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространен способ насекания. Насечка напильников общего назначения двойная перекрестная, а у напильников для специальных работ – двойная и одинарная. Благодаря перекрестной насечке на опиливаемой поверхности не получается рисок от следов движения зубьев. Насекание зубьев производится на заготовках до их термической обработки. После насекания напильники закаливаются до твердости не ниже HRC 54.
При ремонте износившихся напильников перед нанесением насечки производится отпуск и шлифовка поверхности напильников. Все напильники должны быть тестированы.
В зависимости от формы различают следующие типы напильников (рис. 19): а – слесарные плоские тупоносые; б – круглые; в – полукруглые, г – квадратные; д – трехгранные; е – плоские остроносые; ж – ножовочные; з – овальные; и – линзовые; к – ромбические; л – полукруглые широкие; ж – рашпили, н – для опиловочных станков; о – для мягких металлов, а также выгнутые напильники.
По величине и густоте насечек в зависимости от числа насечек на 10 мм длины напильники разделяются на драчевые №0, и 1, личные №2 и 3 и бархатные №4 и 5. Драчевый №0 имеет самую грубую насечку. При длине драчевого напильника 100 мм число насечек на длине 10 мм составляет 14, в то время как бархатный №5 имеет очень мелкую насечку – 56 насечек на 10 мм при той же длине напильника.
16. Опиливание различных поверхностей деталей
Различают следующие виды опиливания: плоских и криволинейных поверхностей; угловых поверхностей; параллельных поверхностей; сложных и фасонных поверхностей.
Выбор напильника зависит от вида материала, вида опиливания, величины снимаемого слоя и величины обрабатываемой детали. Например, при окончательной обработке куба, выполненного из стали с длиной грани 30 мм, нужно использовать напильник с двойной насечкой №5 (бархатный) длиной 160 мм.
Форму напильников выбирают в зависимости от конфигурации обрабатываемого места. Плоские напильники используют для опиливания плоских, криволинейных выпуклых и наружных сферических поверхностей; квадратные напильники – для опиливания квадратных и прямоугольных отверстий; трехгранные – для обработки трехгранных поверхностей, для заточки пил, а также для опиливания плоских поверхностей, расположенных под острым углом; ножовочные – для опиливания кромок острых углов, а также для выполнения узких канавок; ромбические – для обработки очень сложных контуров изделий; круглые – для выполнения полукруглых и круглых отверстий; овальные – для опиливания овальных отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых поверхностей.
17. Техника безопасности при опиливании
18. Сверление, зенкерование, развертывание отверстий
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное движение вдоль оси просверливаемого отверстия. Сверление применяется в первую очередь при выполнении отверстий в деталях, соединяемых при сборке.
Зенкерование – это увеличение диаметра ранее просверленного отверстия или создание дополнительных поверхностей. Для этой операции служат зенкеры, режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную поверхности.
Цель зенкерования – создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание
19. Инструменты и приспособления, применяемые при сверлении
К сверлильным станкам с механическим приводом относятся вертикально-сверлильные, радиально-сверлильные, горизонтально-расточные и специальные сверлильные станки. Вертикально-сверлильные станки могут иметь устройства для применения многошпиндельных головок. Специальные сверлильные станки могут быть агрегатными, многопозиционными и многошпиндельными. На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
Для выполнения операции сверления используются сверла с коническим или цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания сверла, сверлильные самоцентрирующие патроны двух– и трехщековые, рукоятки для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты, угольники, ручные тиски, наклонные столы, а также разного вида приспособления, ручные и механические сверлильные станки и дрели.
20. Конструкция сверл
Сверло – это режущий инструмент, которым выполняют цилиндрические отверстия.
По конструктивному оформлению режущей части сверла делятся на перовые, с прямыми канавками, спиральные с винтовыми канавками, для глубокого сверления, центровочные и специальные. Спиральные сверла в зависимости от их выполнения делятся на скрученные, фрезерованные, литые (для больших диаметров), с пластинками из сплавов карбидов металлов и сварные.
Сверла изготавливают из инструментальной углеродистой стали У10А, У12А, легированной стали 9ХС или из быстрорежущей стали Р18, Р9, РЭМ. Часто используются сверла, облицованные пластинками из сплавов карбидов вольфрама и титана.
Спиральным сверлом выполняют отверстия, к которым предъявляются высокие требования по точности, отверстия, предназначенные для дальнейшей обработки развертыванием, расточкой или протягиванием, отверстия под нарезание резьб.
Спиральное сверло состоит из хвостовика и рабочей части, которая делится на направляющую и режущую части. Между направляющей частью и хвостовиком находится шейка.
Хвостовик – это часть сверла цилиндрической или конусной формы (сверла по дереву имеют четырехгранный конический хвостовик), которая служит для закрепления сверла при конической форме в конических переходных втулках с конусом Морзе, а при цилиндрической – в двух-или трехкулачковом сверлильном патроне. Конусные хвостовики заканчиваются лапкой, которая служит для выбивания сверла из шпинделя или конусной переходной втулки. Цилиндрический хвостовик заканчивается поводком. Сверла с цилиндрическим хвостовиком обычно имеют малые диаметры (до 20–30 мм).
Рабочая часть сверла состоит из направляющей и режущей частей. Направляющая часть сверла – это часть, находящаяся между шейкой и режущей частью. Она служит для направления сверла вдоль оси отверстия. Направляющая часть имеет винтовые канавки для отвода стружки и стержень сверла. На наружной винтовой поверхности направляющей части сверла имеется ленточка.
Режущая часть спирального сверла состоит из двух режущих граней, соединенных третьей гранью – так называемой поперечной перемычкой. Ленточкой называется узкий поясок вдоль винтовой канавки, плавно сбегающий к хвостовику. Цель ленточки – принять на себя часть трения сверла о стенки отверстия, появляющегося во время вхождения инструмента в материал. Диаметр сверла измеряется по расстоянию между ленточками.
Для того, что бы перейти на другую страницу, воспользуйтесь навигацией ниже
Страницы: 1