Специальные инструменты для гибки металла позволяют создавать высококачественные детали, не повреждая материал в процессе обработки. При деформации заготовка принимает требуемую форму — она может быть изогнута под углом, с необходимым радиусом, в виде скобы, петли, угольника и т. д.
Тонкие детали изгибают холодным методом, а для заготовок толщиной от 4 мм применяют технологию горячей гибки. При выборе оборудования для этой процедуры необходимо рассчитать объем выпускаемой продукции и определить свойства материалов, которые будут обрабатываться. В небольших цехах можно использовать ручные станки, которые легко перемещать с места на место. Для массового и серийного производства рекомендованы более производительные инструменты, подходящие для обработки разных типов материалов.
Станки, используемые на предприятиях, осуществляющих гибку металла:
- Гидравлические — применяются для обработки заготовок из прочного материала, не поддающегося изгибанию ручными инструментами. Такая техника обеспечивает высокую скорость и точность работ, а также безупречное качество готовых изделий.
Изображение №1: гидравлический станок
- Электромеханические — подходящие для обработки деталей толщиной до 2,5 мм и длиной до 3 м. Такие инструменты используются для создания изделий нестандартных размеров и для серийного производства.
Изображение №2: электромеханический станок
Приемы и инструменты, используемые для гибки деталей из металлической полосы
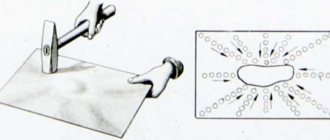
Выбирая ручной инструмент для гибки металла из полосы, необходимо учитывать его свойства и толщину, а также размеры заготовки. При этом соблюдаются следующие рекомендации:
- Если толщина заготовки менее 0,2 мм, целесообразно использовать деревянные или металлические подкладки, чтобы при ударах молотком на них не оставалось следов.
- При толщине заготовки от 0,2 до 0,5 мм используются легкие молотки.
- Для предварительного сгибания металлических листов толщиной от 3 мм применяют тяжелые молотки, а от 8 мм — кувалды.
- Вес тисков подбирается исходя из усилий, прилагаемых для гибки.
- При фиксации заготовок в тисках применяют подкладки из мягкой стали, цветного металла и пр.
Для создания контура профиля изделия с учетом радиусов и углов наклона используются плоскогубцы. Гибка производится по заранее намеченным линиям. Угол наклона проверяют с помощью шаблона.
Изображение №3: плоскогубцы для гибки металла
Также для обработки листового материала применяются ручные листогибочные машины и аппараты с механическим приводом. Они имеют оснастки для изгибания различных профилей. Принцип работы заключается в действии поворотной траверсы, при движении сгибающей заготовку под требуемым углом.
Изображение №4: ручная листогибочная машина
Какие инструменты для правки и гибки металла и проволоки используются чаще всего?
Часто у мастеров возникает желание приобрести все варианты инструментов, которые есть в продаже. Однако это неразумно. Вначале нужно понять, с какими объемами продукции
вы планируете работать. Например, если речь идет о небольшом цехе, то будет вполне достаточно простых ручных станков, инструментов. Такое оборудование легко можно брать с собой, чтобы работать на выезде, на разных строительных объектах.
Также нужно понимать, с какими типами материала вы планируете работать. Если речь идет не только о тонколистовом металле, но и о более массивных изделиях, потребуется купить производительные станки.
Если вам требуется провести какие-либо работы с металлом, обращайтесь к нам. Уральский завод листовых конструкций проводит качественную гибку в Екатеринбурге. У нас есть все необходимое оборудование, а также – мастера высокого класса. Стоимость гибки составляет от … до … рублей. Мы работаем быстро и гарантируем высокое качество.
Приемы и инструменты, используемые для гибки деталей из труб
Для изгибания заготовок из труб используют ручной и механизированный способы. Для исключения появления складок и сплющивания стенок применяются наполнители. Допустимые радиусы гибки указаны в таблице.
Изображение №5: допустимые радиусы гибки труб
Приспособления, применяемые для сгибания медных трубок разных диаметров:
- многоручьевой трубогиб;
- ручной рычажный трубогиб — подходит для изгибания газовых стальных холодных труб диаметром 1/2 , 3/4 и 1 дюйм без наполнителя;
- специальная головка с ручным приводом — применяется для придания нужной формы холодным стальным трубам диаметром не более 50 мм на угол 180° без наполнителя.
Сам себе вальцовочник
Бывает необходимость самостоятельного изготовления трубы из металлического листа. Самодельные трубы можно использовать в разных целях: в качестве дымохода, воздуховода, самоварной трубы и т д. Народные умельцы придумали немало способов, как согнуть листовой металл в трубу. Рассмотрим некоторые самые простые варианты.
Вариант 1
Не имея в своем хозяйстве для гибки металла специального приспособления, можно свернуть лист в форме трубы, используя для этих целей либо какую-то круглую болванку, либо готовый отрезок старой трубы. Большинство использует именно трубу.
Итак, раскладываем на поверхности земли или бетонного пола лист металла. Теперь займемся подготовкой шаблона, на который будем накручивать металл. К обоим торцам старой трубы привариваем крестообразно по две маленькие трубки (перпендикулярно друг к другу). Их диаметр должен быть достаточным для того чтобы вставить лом. Это будет наше гибочное приспособление. Далее, кладем трубу на край листа и начинаем оборачивать лист вокруг нее. Для этой работы потребуются 3 человека: один стоит на трубе, двое других с помощью ломов вращают трубу. Каждый оборот выполняется на 90 градусов. Лом переставляется в 0 градусов.
Так постепенно скручиваем весь лист вокруг трубы и получаем несколько новых цилиндрических витков. Обычно самый край листа остается прямым. Чтобы загнуть и его, в качестве приспособления для гибки металла нужно использовать деревянную киянку или резиновый молоток.
Чтобы получить трубу нужного диаметра, с помощью мерной ленты отмеряем длину ее окружности (для этого диаметр умножаем на 3,14) и болгаркой отрезаем нужный кусок. После этого снимаем его с заготовки и выполняем сварочные работы по шву вашей новой трубы. Таким способом можно изготовить сколько угодно труб без применения специального листогиба.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Советы и рекомендации по изготовлению арматурогиба
При изготовлении гибочного станка для арматуры своими руками важно следовать ряду советов и рекомендаций:
- Все конструкционные элементы следует подбирать с запасом прочности. Экономия на одной из деталей может повлечь ряд проблем и потребовать значительных финансовых вложений для восстановления работоспособности арматурогиба.
- Перед началом работы нужно убедиться в правильности сборки и надёжном креплении деталей.
- Рекомендуется использовать детали из легированной или инструментальной стали, так как они способны выдерживать значительные нагрузки и обеспечить максимально возможную долговечность станка.
- Важно заранее определиться с типом конструкции, чтобы она обеспечивала необходимую функциональность. Переделки в будущем сделать не во всех случаях возможно, а изготовление нескольких станков не всегда финансово выгодно.
Несмотря на кажущуюся простоту конструкцию станка, к его сборке стоит отнестись серьёзно. Детали должны быть максимально подогнанными, чтобы избежать проблем во время работы и отбраковки арматуры.
Изготовить арматурогиб своими руками можно без проблем. Его стоимость даже с учётом затраченного на создание времени и закупку материалов будет в десятки раз ниже, чем на покупку станка, изготовленного промышленным способом. Со своими задачами он будет справляться так же, но при этом, зная его конструкцию, можно без проблем его ремонтировать и обслуживать, а при необходимости даже улучшать конструкцию.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Гибка и гнутье листового металла
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба.
Станки для гибки металла, используются как на предприятиях, так и в частных мастерских. При выборе оборудования нужно учитывать размеры и толщину обрабатываемых заготовок. От этого зависит вид, размер и характеристики станка.
Пошаговая инструкция по созданию арматурогиба своими руками
Для конструирования гибочного необходимо пройти ряд этапов.
- Подбор чертежа.
- Подготовительные работы.
- Сборка.
Каждый из них требует чёткого осознания тех целей, для которых требуется применение данного оборудования, а также грамотное распределение выделенных финансов.
Подбор чертежа
Изобретать заново арматурогиб не стоит, так как в открытом доступе в интернете можно найти множество различных чертежей, позволяющих создавать эффективные конструкции, проверенные временем. Это упростит поиск необходимых материалов, расчёт сметы затрат, подбор инструментов, а также позволит оценить количество времени на изготовление.
Пример чертежа арматурогиба с подшипником.
При этом стоит понимать, что создавать инструмент нужно только для конкретных целей, а не делать его универсальным и в итоге никогда не воспользоваться этим функционалом. Если впоследствии появится необходимость расширения функций, то лучше ею воспользоваться потом, заложив для этого достаточный запас прочности.
Подготовительные работы
На этапе подготовки необходимо определиться со следующими моментами:
- Определиться, для каких целей будет применяться арматурогиб.
- Подобрать чертёж нужной конструкции. При необходимости внести изменения.
- Закупить материалы.
- Подобрать инструменты для сборки.
Если бюджет ограничен, то в таком случае можно на начальных этапах создать рычажную конструкцию станка, а впоследствии дооборудовать гидравлическим приводом. Важно создать такую основу станка, у которой запас прочности будет превышать аналогичный параметр у арматуры в 3-5 раз. Такие данные можно узнать из таблиц в справочниках, поэтому с этим пунктом проблем возникнуть не должно.
Подбор инструментов
Для создания арматурогиба необходимо иметь следующие инструменты:
- угловую шлифмашинку (строители её называют «болгарка») с набором отрезных и шлифовальных дисков по металлу;
- электродрель с набором свёрл по металлу;
- сварочный полуавтомат с набором подходящих электродов;
- молоток, пассатижи, напильник, керн;
- тиски.
Использование электрических и ручных инструментов требуется для обеспечения высокой производительности обработки, а также точной подгонки деталей.
Необходимые материалы
Для создания гибочных станков потребуется:
- Стальной уголок с шириной сторон 75 мм, длиной 800 мм, толщиной металла от 5 мм.
- Стальной пруток диаметром от 12 до 25 мм.
- Болты диаметром 20 мм и длиной 50 мм, а также шайбы для них.
- Дополнительные устройства, например, гидравлический привод, если его установка предусмотрена конструкцией.
Важно создать массивную конструкцию, которая обеспечит устойчивость станка при изгибании и приложении усилия.
2 варианта изготовления станка для гибки арматуры
Наиболее популярными считаются следующие конструкции самодельных арматурогибов:
- Из уголка.
- Из подшипника.
Станок из уголка
Порядок действий, по изготовлению приспособления для гибки арматуры из уголка:
- Уголки нарезают по размерам, как указано в чертеже.
- Разрезают стальной П-образный профиль, чтобы его длина составила 1 м. Он будет выполнять роль станины.
- К станине посередине приваривают штырь из толстой арматуры.
- Отрезаем кусок трубы, диаметр которой позволяет её надеть на приваренный штырь.
- Перпендикулярно вваренному штырю приваривают уголок. Затем в нём просверливают отверстие под внутренний диаметр трубы.
- Уголок с трубой надевают на штырь. Затем отмечают место для приваривания отрезка уголка, снимают подвижную часть и приваривают вторую часть уголка.
- К концу подвижной конструкции приваривают кусок арматуры. Он будет выполнять роль рычага. На его противоположный от крепления конец нужно закрепить удобную рукоятку.
- К станине приваривают арматурные ножки.
Ось арматурогиба рекомендуется смазать, чтобы продлить срок её эксплуатации за счёт снижения трения деталей при работе.
Существует более простая конструкция арматурогиба из уголка. Необходимо 2 уголка по 80 см, с толщиной металла минимум 5 мм. Понадобятся шпильки, 3 отрезка по 10-15 см, и один 20 см.
Порядок действий следующий:
- К одному из уголков привариваем две шпильки, с помощью них мы будем крепить уголок к столу.
- Ко второму уголку привариваем на краю кусок трубки. Это будет наша подвижная часть.
- К другому концу уголка привариваем шпильку. На нее одеваем кусок трубы и навинчиваем две гайки. Это будет наша рукоятка.
Простейший, самодельный станок для гнутья арматуры из уголка.
Простота конструкции и мобильность, позволяет перевозить его с одного строительного объекта на другой и крепить к любому столу, станок станет отличным помощником при армировании ленточного фундамента, перекрытия и других железобетонных конструкций. Данный арматурогиб позволяет гнуть арматуру диаметром до 14 мм.
Приспособление для гнутья арматуры с подшипником
Производство станка из подшипника для гибки арматуры реализуется так:
- От квадратной трубы 40х40 мм необходимо отрезать кусок длиной 300-350 мм. В нём просверлить отверстия диаметром 12 мм под установку болтов для крепления.
- С одной стороны нужно вставить гайки и приварить к профилю, а затем сделать пропил под установку втулки для подшипников и приварить её. Важно, чтобы втулка была правильной формы без дефектов и вмятин.
- В куске профиля 40х40 мм нужно сделать пропилы для крепления втулки на амортизационный шток. К ней нужно приварить рычаг, сделанный из трубы диаметром полдюйма.
- От уголка 32х23 мм нужно отрезать кусок длиной 250 мм, после чего приварить к профилю с небольшим припуском 15 мм для надёжности конструкции. Затем нужно вставить подпор, изготовленный из стальной полоски.
- Для создания подвижного ограничителя используют стальную пластину и шпильку.
- Рычаг приваривают к основанию конструкции. После этого вставляют подшипники на свои места, и собирают станок.
Перед эксплуатацией нужно проверить работоспособность конструкции на стальных прутках диаметром до 10 мм. Только после этого можно прилагать максимальные нагрузки.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции.
Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.