Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости. Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется. Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести — пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях — пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) — размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
Рис. 1. Искажение формы заготовки при изгибе: а — круглого сечения; б — прямоугольного сечения; в — утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r — радиус гибки, k — коэффициент, зависящий от материала и направления проката, S — толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой — k=0,5 и для стали средней твердости — k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой — k=1,2 и для стали средней твердости — k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).
где φ — угол дуги f в градусах (φ=180° – β ); x — расстояние от внутренней плоскости до нейтральной оси в мм.
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Для правки применяют: молотки из мягких материалов (медь, свинец, дерево) с круглым полированным бойком (квадратный боек оставляет следы в виде забоин); гладилки и поддержки (металлические или деревянные бруски) для правки тонкого листового и полосового металла; правильные бабки для закаленных деталей с фасонными поверхностями.
Кривизну заготовок проверяют на глаз по зазору между плитой и уложенной на нее заготовкой. Изогнутые места отмечают мелом. Наиболее проста правка металла, изогнутого по плоскости. В этом случае молотком или кувалдой наносят сильные удары по наиболее выпуклым местам, уменьшая силу удара по мере их выпрямления. При этом периодически заготовку поворачивают с одной стороны на другую. Более сложной является правка металла, изогнутого по ребру. Здесь прибегают к растяжению части заготовки. Правку металла, имеющего скрученный (спиральный) изгиб, рекомендуется производить методом раскручивания. Для этого один конец заготовки зажимают слесарными тисками, а другой — ручными тисочками. Затем рычагом кривизну выпрямляют. Результаты правки проверяют на глаз, а более точную проверку проводят на разметочной или контрольной плите по просвету.
Правка листового материала — сложная операция.
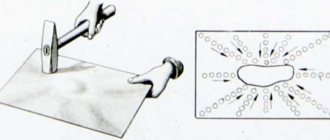
Она зависит от вида деформирования заготовки (выпуклости или вмятины в середине листа, волнистости краев я кромок, одновременно выпуклости и волнистости кромок и т. п.). На заготовке предварительно обводят мелом или карандашом волнистые участки, затем ее кладут на плиту выпуклостью вверх так, чтобы заготовка лежала всей поверхностью на плите. Придерживая лист левой рукой в рукавице, правой наносят удары молотком от края листа по направлению к выпуклости (как показано стрелками на 2.5,а). По мере приближения к выпуклости удары должны быть слабее и чаще. Во время правки лист поворачивают в горизонтальной плоскости так, чтобы удары равномерно распределялись кругом по всей площади заготовки. При наличии нескольких выпуклостей удары наносят в промежутке между ними, вследствие чего лист растягивается и все «выпуклости сводятся в одну, которую и выправляют указанным выше способом. Если лист имеет волнистость по краям, но ровную середину, то удары наносят’от середины листа к краям, В результате лист в середине вытягивается и волны по его кромкам исчезают. После этого лист переворачивают и продолжают править таким же способом до получения требуемых допусков прямолинейности и плоскостности. Для правки тонких листов применяют деревянные молотки-киянки, а очень тонкие листы проглаживают деревянными или металлическими брусками-гладилками. При этом листы периодически переворачивают. Качество правки контролируется с помощью линейки.
Правку ( закаленных заготовок проводят различными молотками с закаленным бойком или специальным молотком с закругленной узкой стороной бойка. Удары наносят не по выпуклой, а по вогнутой стороне заготовки. При этом волокна металла на вогнутой стороне растягиваются и заготовка выпрямляется. Правку заготовок сложной формы, например угольника, у которого после закалки изменился угол между измерительными сторонами, производят следующими способами: если угол меньше 90°, то удары молотком наносят у вершины внутреннего угла, если больше 90°,— у вершины наружного угла.
Гибка — одна из наиболее распространенных слесарных операций. Ее применяют для придания заготовке изогнутой формы по заданному контуру. В процессе
гибки металл подвергается одновременному действию растягивающих и сжимающих напряжений, поэтому здесь необходимо учитывать механические свойства металла, его упругость/ степень деформирования, толщину, форму и размеры сечения заготовки, углы и радиусы изгиба детали. Радиус изгиба детали не следует принимать близким к минимально допустимому, если это не диктуется конструктивными требованиями. Целесообразно не допускать радиус изгиба меньше толщины заготовки, так как это приводит к появлению трещин и других дефектов. В холодном состоянии рекомендуется изгибать детали из листовой стали толщиной до 5 мм, из полосовой стали — толщиной до 7 мм, из круглой стали — диаметром до 10 мм.
При гибке полосы из листовой стали на нее сначала наносят риску .загиба. Затем заготовку зажимают в тисках между угольниками-нагубниками так, чтобы разметочная риска была обращена к неподвижной губке тисков и выступала над ней на 0,5 мм. Наконец, ударами молотка, направленными к неподвижной губке, загибают конец полосы
Для гибки скобы заготовку зажимают в тисках между угольником и бруском-оправкой и загибают первый конец. Затем, вложив внутрь скобы брусок-оправку требуемого размера, скобу зажимают в тисках на уровне рисок и отгибают вторую лапку.
Гибка полосы под острым углом с применением специальной оправки показана на 2.7, д.
Гибку хомутика из тонкой полосовой стали выполняют в следующей последовательности: сначала зажимают в тисках оправку требуемого диаметра. Затем загибают заготовку на оправке двумя плоскогубцами и окончательно обрабатывают хомутик с помощью молотка на оправке в тисках. Доводку полуоткрытого хомутика выполняют на плите.
В конструкциях машин встречаются узлы с различными направлениями и формами изгиба деталей: шплинт или шайба в соединении гайка-болт; изгиб обеих соединяемых деталей; одна из деталей узла загибается в углубление или отверстие другой.
Гибочные работы выполняются также в связи с пригонкой различных труб. В холодном состоянии вручную гнут медные и латунные трубки малого диаметра (до 8
мм) при больших радиусах закруглений (более 10…12 диаметров). Такие же трубки большего диаметра (8… 14 мм) гнут вручную с использованием шаблонов или спиральных плотно навитых пружин, которые помещаются внутрь трубы в месте изгиба. Трубы диаметром более 20 мм гнут, как правило, с помощью специальных приспособлений или на гибочных станках, предварительно заполнив трубы песком или расплавленной канифолью. Медные и латунные трубы перед гибкой отжигают в зоне загиба. Стальные трубы диаметром до 10 мм гнут без нагрева и без наполнителя, а трубы больших диаметров — в горячем состоянии и, как правило, с наполнителем. В горячем состоянии гнут алюминиевые и дюралюминиевые трубы. Нагревают трубы только в зоне изгиба на
длине примерно jgd, где а — внешний угол изгиба;
Рубка представляет собой операцию обработки металла резанием. С помощью режущего инструмента — зубила, крейцмейселя или канавочника — с заготовки удаляют излишний слой металла, разрубают ее на части, вырубают отверстие, прорубают смазочные канавки и т. п. Рубку производят в тех случаях, когда по условиям производства невозможна станочная обработка или когда не требуется высокая точность обработки. Рубку мелких заготовок выполняют в тисках, крупные заготовки рубят на плите или наковальне.
Для рубки применяют следующие инструменты: зубило, крейцмейсель, канавочники.
Зубило слесарное состоит из трех частей: рабочей 2, средней 3 и ударной (бойка) 4 ( 2.10, а). Клиновидную режущую кромку зубила 1 и боек закаливают и отпускают. После термической обработки твердость режущей кромки достигает HRC356…61, бойка — HRC337…41. Зубило имеет длину 100…200 мм, а ширина режущей кромки •—соответственно 5…25 мм. Угол заострения зубила в зависимости от обрабатываемого материала должен составлять:
Твердые материалы (чугун, твердая сталь, бронза) 70°
Материалы средней твердости (сталь) I …. 60°
Мягкие материалы (медь, латунь) 45°
Алюминиевые сплавы и цинк 35°
Чем меньше угол заострения, тем меньшую силу необходимо приложить для резания. Однако чем больше твердость и хрупкость обрабатываемого металла, тем прочней должна быть режущая кромка и больше угол заострения; Боек зубила имеет вид усеченного конуса с полукруглым верхним основанием. Поэтому наносимый молотком удар всегда приходится по его центру.
Крейцмейсель отличается от зубила более узкой режущей кромкой ( 2.10, б). Он применяется для вырубания узких канавок, пазов и т. п. Углы заточки, твердость рабочей и ударной части крейцмейселя те же, что и у зубила.
Кйнавочники ( 2.10, в) отличаются от крейцмейсе- ля изогнутой формой режущей кромки и применяются для вырубания смазочных канавок во вкладышах и втулках подшипников и при других подобных работах.
Перед работой зубило располагают на верстаке с левой стороны тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным к тискам. Большое значение при рубке имеет правильное положение корпуса слесаря: у тисков надо стоять устойчиво вполоборота к ним.
Качество и производительность рубки зависят от удара молотком. Различают три вида удара молотком: кистевой, локтевой и плечевой. При кистевом ударе изгибается только кисть правой руки. Таким ударом пользуются при выполнении легкой и точной работы: снятии тонких слоев металла, удалении небольших неровностей, рубке тонкой листовой стали и т. п. При локтевом ударе рука изгибается в локте и удар получается более сильным. Этим ударом пользуются при снятии слоя металла средней толщины, прорубании пазов и канавок. При плечевом ударе рука движется в плече, при этом
получается большой замах я максимальная сила удара. Плечевой удар применяют при рубке толстого металла, удалении большого припуска за один проход, обработке больших плоскостей. Частота замахов молотком должна быть от 40 до 60 ударов в минуту при кистевом и от 30 до 40 — при локтевом и плечевом ударах. При рубке молоток берут правой рукой за рукоятку на располосового и листового металла стоянии 15…30 мм от ее конца так, чтобы четыре пальца охватывали рукоятку, а большой палец был наложен на указательный. Зубило держат левой рукой, не сжимая сильно пальцы, на расстоянии 20…30 мм от его головки. 26
Для защиты руки от случайного удара молотком целесообразно надевать на верхнюю часть зубила резиновую шайбу толщиной 8…10 мм и диаметром 45…50 мм.
При рубке металла большое значение имеет правильная установка оси зубила относительно обрабатываемой поверхности заготовки. Угол между заготовкой (плоскостями губок тисков) и осью зубила должен быть, равен 45°, угол наклона зубила зависит от угла заострения режущей кромки и должен составлять 30…35°. При меньшем угле наклона зубило скользит, а не режет, при большем — излишне углубляется в металл, создавая большую неровность обработанной поверхности.
При рубке руки должны действовать согласованно. Правой рукой следует точно ударять молотком по зубилу, а левой — перемещать зубило по металлу. При этом надо смотреть не на головку, а на режущую кромку зубила.
При рубке полосового и листового металла по уровню губок тисков часть заготовки, уходящая в стружку (срубаемая), должна располагаться над губками, а риска разметки — точно на их уровне без перекоса.
Рубку выполняют локтевым ударом. При размещении разметочных рисок выше уровня губок угол между осью зубила и обрабатываемой поверхностью периодически уменьшают
При срубании слоя металла на широкой плоской поверхности разметочные риски должны выступать над губками тисков на 5…10 мм. В этом случае сначала крейцмейселем прорубают канавки шириной 8… 10 мм, Ширина промежутков между канавками должна составлять 0,8 длины режущей кромки зубила. Затем зубилом срубают образовавшиеся выступ, Толщина стружки, снимаемая крейцмейселем за один ход, равна 0,5…1 мм, а при срубании выступов зубилом — 1,5…2 мм. Чугун, бронзу и другие хрупкие металлы рубят, не доходя до противоположного края заготовки. Недорубленные места следует рубить с противоположной стороны или предварительно сделать скос под углом 45°.
При вырубании пазов и криволинейных смазочных канавок ( 2.14,6) сначала на обрабатываемую поверхность заготовки наносят риски, затем крейцмейселем прорубают канавки глубиной 1,5…2 мм за каждый проход. Оставшиеся после рубки неровности устраняют канавочником, придавая пазам одинаковую ширину и глубину по всей длине заготовки.
При вырубании фигурной заготовки на плите или наковальне сначала легкими ударами надрубают размеченный контур, отступив от рисок на 2…3 мм. Рубят лист сильными ударами по зубилу. Если лист достаточ- за
но толстый, его переворачивают и рубят с противоположной стороны по обозначившемуся контуру. При вырубании заготовки с криволинейными контурами необходимо пользоваться зубилом с закругленным лезвием или крейцмейселем.
Различные приемы рубки металла показаны на 2.15.
Заточку зубил и крейцмейселей производят на заточных (точильных) станках. Для заточки инструмента из инструментальных сталей (углеродистой, легирован из электрокорунда зернистостью 40, 50 или 63 на керамической связке. Перед началом работы подручник заточного станка устанавливают таким образом, чтобы зазор между ним и периферией шлифовального круга не превышал 2…3 мм. Затем опускают защитный экран и включают станок. Зубило устанавливают под углом 30…40° к периферии круга и с легким нажимом медленно перемещают по всей ширине круга. В процессе работы его следует периодически поворачивать то одной, то другой стороной, чтобы обеспечить равномерную и симметричную заточку. При этом зубило каждый раз опускают в воду для охлаждения. Боковые грани зубила после заточки должны быть плоскими, одинаковыми по ширине и иметь одинаковые углы наклона. Угол заострения проверяют шаблоном, на котором имеются угловые вырезы 70, 60, 45 и 35° ( 2.16, а, б). После заточки мелкозернистым абразивным бруском снимают заусенцы (заправляют лезвие).
Резка — операция разделения на части круглого, полосового, профильного проката, а также труб ручным и механическим способом. Ручную резку заготовок в зависимости от профиля и площади сечения производят различными инструментами: ножовками, ножницами
(ручными, стуловыми, рычажными), труборезами и газопламенными горелками. Она состоит из рамки (ножовочного станка), подвижной головки, винта с гайкой для натяжения ножовочного полотна и неподвижной головки с хвостовиком и рукояткой. Рамки ножовки бывают цельными и раздвижными.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с зубьями на одном ребре. Каждый зуб ножовочного полотна имеет форму клина (резца), на котором различают задний
угол а, угол заострения 8, передний угол v и угол резания б,
Ручная ножовка — наиболее распространенный инструмент для резки толстых листов полосового и профильного металла, а также для прорезания пазов,
Для уменьшения трения ножовочного полотна о стенки разрезаемого металла (пропила) его зубья разводят в разные стороны, увеличивая таким образом толщину полотна h до ширины пропила. Зубья с большим шагом отгибают по одному поочередно вправо и влево, зубья с малым шагом — по два-три вправо и по два-три влево; при этом должна образовываться волнистая линия.
При разрезке металла ножовкой корпус слесаря должен быть развернут вправо под углом 45° к оси тисков. Положение ног показано на 2.17, е.
Прежде чем приступить к разрезке металла, необходимо выбрать ножовочное полотно с учетом твердости, формы и размеров разрезаемого металла. Степень натяжения полотна в рамке ножовки проверяют легким нажатием пальца на полотно сбоку: если оно не прогибается, то натяжение считается достаточным. При работе конец рукоятки должен упираться в середину ладони правой руки, а большой палец лежать вдоль рукоятки сверху. Левой рукой рамку ножовки берут так, чтобы большой палец находился внутри рамки, а остальные охватывали натяжной винт подвижной головки. Ножовку держат в горизонтальном положении, передвигая плавно, без рывков и производя от 30 до 60 двойных ходов в минуту. При ходе ножовки должно работать не менее 2/з ее длины. Тонкий материал при разрезке ножовкой зажимают в тиски между двумя деревянными брусками и разрезают вместе с ними. Приемы разрезания металла показаны на 2.18.
Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
| Наружный диаметр трубы, мм | Материал трубы | Наружный диаметр трубы, мм | Материал трубы | ||||||
| Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | ||
| 18 | 74 | 62 | 56 | 43 | 105 | 450 | 344 | 282 | 240 |
| 24 | 95 | 79 | 65 | 55 | 110 | 510 | 377 | 310 | 264 |
| 32 | 115 | 96 | 79 | 67 | 130 | 536 | 450 | 370 | 315 |
| 38 | 156 | 131 | 107 | 91 | 145 | 578 | 484 | 398 | 339 |
| 50 | 197 | 165 | 136 | 115 | 155 | 620 | 522 | 430 | 360 |
| 60 | 238 | 199 | 165 | 139 | 181 | 720 | 600 | 498 | 425 |
| 75 | 280 | 260 | 194 | 173 | 194 | 752 | 630 | 516 | 444 |
| 80 | 324 | 270 | 224 | 190 | 206 | 835 | 702 | 575 | 488 |
| 90 | 362 | 302 | 250 | 213 | 220 | 920 | 770 | 635 | 540 |
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
Области применения различных видов гибки металлов
Разные виды гибки металла применяют на небольших предприятиях, а также в быту, когда требуется изготовление профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллеров, откосов, водосточных желобов, металлических каркасов, подвесных строительных систем и др.
Гибка труб также выполняется как в промышленных масштабах, так и в быту. В ряде случаев конфигурация их соединений бывает сложной. Чтобы уменьшить количество используемых элементов и резьбовых соединений, трубам придается определенная форма, для чего их изгибают под нужным углом. Таким образом получают канализационные, водопроводные и газовые трубы нужной конфигурации с минимальными расходами, при этом внутри сетей обеспечивается минимальное сопротивление.