Инструментальная штамповая сталь 5ХНМ
Марка 5ХНМ – назначение
Инструментальная штамповая сталь 5ХНМ используется при горячем деформировании цветных легких сплавов – штампы скоростной машинной штамповки; для изготовления прессовых штампов, молотовых штампов пневматических/ паровоздушных молотов (вес падающих составляющих более 3 т), блоков матриц – вставки горизонтально-ковочных машин.
Сталь 5ХНМ – отечественные аналоги
| Марка металлопроката | Заменитель |
| 5ХНМ | 4ХМФС |
| 4Х5В2ФС | |
| 5ХГМ | |
| 5ХНВ | |
| 5ХНВС |
Материал 5ХНМ – характеристики
| Марка | Классификация | Вид поставки | ГОСТ | Зарубежные аналоги |
| 5ХНМ | Сталь инструментальная штамповая | Прутки и полосы | 5950–2000 | есть |
5ХНМ
Главная/Характеристики Марок Стали, Металлопроката/5ХНМ
Характеристика материала. Сталь 5ХНМ.
| Марка | Сталь 5ХНМ (5XHM) |
| Классификация | Сталь инструментальная легированная штамповая горячего деформирования |
| Заменитель | СТАЛЬ 5ХГМ, СТАЛЬ 4ХМФС, СТАЛЬ 5ХНВ, СТАЛЬ 5ХНВС, СТАЛЬ 4Х5В2ФС (ЭИ958), СТАЛЬ 5Х2МНФ (ДИ32), СТАЛЬ 3Х2МНФ |
| Прочие обозначения | Сталь 5ХНМ; ст.5XHM; 5ХНM |
| Иностранные аналоги | США L6, T61206; Германия(DIN,WNr) 1.2711,1.2713,55NiCrMoV5,55NiCrMoV6,56CrNiMoV7,G55NiCrMoV6; Япония(JIS) SKT3, SKT4; Франция(AFNOR) 55NCDV7, 55NiCrMoV7; Англия(BS) BH224/5; Евросоюз(EN) 1.2714,55NiCrMoV7; Италия(UNI) 44NiCrMoV7KU,55NiCrMoV7KU; Испания(UNE) F.520S; Китай(GB) 5CrNiMo; Швеция(SS) 2550; Болгария(BDS) 5ChNM; Венгрия(MSZ) NK; Польша(PN) WNL,WNL1; Румыния(STAS) 55MoCrNi16, 55VMoCrNi16; Чехия(CSN) 19662; Австрия(ONORM) W502; Юж.Корея(KS) STF4 |
| Общая характеристика | |
| Применение | Сталь 5ХНМ применяется: для изготовления поковок деталей общего машиностроения; молотовых штампов паровоздушных и пневматических молотов массой падающих частей свыше 3 т; прессовых штампов и штампов машинной скоростной штамповки при горячем деформировании легких цветных сплавов; блоков матриц для вставок горизонтальных ковочных машин; цельнокатаных колец различного назначения. |
| Примечание | При изготовлении поковок из слитков массой более 21 т разливка стали должна производится в вакууме. |
| Видпоставки | |
| Классификация, номенклатура и общие нормы | ГОСТ 5950-2000 |
| Сортовой и фасонный прокат | ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, ТУ 14-11-245-88, ОСТ 1 92049-76, ТУ 14-1-1226-75, |
| Листы и полосы | ГОСТ 4405-75, ТУ 14-131-971-2001 |
| Поковки и кованые заготовки | ГОСТ 1133-71 |
| Болванки. Заготовки. Слябы | ОСТ 24.952.01-89, ТУ 108.06.109-87 |
| Обработка металлов давлением. Поковки | ТУ 108.11.917-87 |
| Сварка и резка металлов. Пайка, клепка | ГОСТ 10543-98 |
Химическийсоставв % материала 5ХНМвсоответствии С ГОСТОМ 5950-2000
| Химический элемент | % |
| Углерод (С) | 0,5 — 0,6 |
| Кремний (Si) | 0,1 — 0,4 |
| Медь (Cu), не более | 0,3 |
| Марганец (Mn) | 0,5 — 0,8 |
| Молибден (Mo) | 0,15 — 0,3 |
| Никель (Ni) | 1,4 — 1,8 |
| Фосфор (P), не более | 0,03 |
| Хром (Cr) | 0,5 — 0,8 |
| Сера (S), не более | 0,03 |
Температуракритическихточекмаркистали 5XHM(5ХНМ)
| Критическая точка | Mn | Ar1 | Ar3 | Ac1 | Ac3 |
| °С | 230 | 610 | 640 | 730 | 780 |
Технологическиесвойствамарки 5ХНМ
| Температура ковки | Начала 1240, конца 750. Сечения до 100 мм охлаждаются на воздухе, 101-350 мм — в яме |
| Свариваемость | не применяется для сварных конструкций. |
| Обрабатываемость резанием | В отожженном состоянии при НВ 286 и σB = 900 МПа Kυ тв.спл. =0,6, Kυ б.ст. = 0,3 |
| Флокеночувствительность | чувствительна. |
| Склонность к отпускной хрупкости (способности) | не склонна |
Механическиесвойствастали 5ХНМвзависимостиот сечения
| Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HB | HRCэ |
| Закалка 850°С, масло. Отпуск 460-520°С. | |||||||
| <100 | 57 | ||||||
| 100-200 | 1420 | 1570 | 9 | 35 | 34 | 375-429 | 42-47 |
| 200-300 | 1270 | 1470 | 11 | 38 | 44 | 352-397 | 40-44 |
| 300-500 | 1130 | 1320 | 12 | 36 | 49 | 321-375 | 37-42 |
| 500-700 | 930 | 1180 | 15 | 40 | 78 | 302-341 | 35-39 |
Твёрдостьстали 5ХНМ(HRCэ, НВ)
| Состояние поставки,режим термообработки | HRCэ поверхности | НВ |
| Прутки и полосы отожженные или высокоотпущенные | 241 | |
| Образцы. Закалка 850 С, масло. Отпуск 550 С. | 36 | |
| Подогрев 700-750 С. Закалка 840-860 С, масло. Отпуск 400-480 С (режим окончательной термообработки) | 44-48 | |
| Подогрев 700-750 С. Закалка 840-860 С, масло. Отпуск 500-550 С (режим окончательной термообработки) | 40-43 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 400 С. | 43 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 500 С. | 39 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 550 С. | 37 | |
| Закалка 850 С. Отпуск 450 С. Температура испытания 600 С. | 26 |
Цель окончательной термической обработки — получение в готовом инструменте оптимального сочетания основных свойств: твердости, прочности, износостойкости, вязкости и теплостойкости.
Наиболее распространенный технологический процесс окончательной термической обработки инструмента для горячего деформирования состоит из закалки и отпуска. Большое разнообразие условий работы такого инструмента предопределяет не только применение различных сталей, но и необходимость получать в каждом конкретном случае оптимальное для данных условий сочетание свойств за счет правильного выбора режимов термической обработки. При этом в зависимости от назначения инструмента возможен выбор разных температур нагрева под закалку, закалочных сред и способов охлаждения, температур отпуска. Режимы закалки и отпуска не универсальны, а их следует назначать дифференцированно в соответствии с условиями работы инструмента.
В частности, следует учитывать, что при повышении температуры нагрева под закалку возрастает теплостойкость и прокаливаемость штамповых сталей, но из-за укрупнения зерна снижается их вязкость. Поэтому, например, для прессового инструмента, работающего с большим разогревом, но без значительных динамических нагрузок, целесообразно повышать температуру нагрева под закалку для получения большей теплостойкости.
Вместе с тем при выборе режимов закалки и отпуска следует учитывать их влияние на деформацию инструмента в процессе термической обработки и возможность последующей механической обработки.
Повышение температуры отпуска, как правило, повышает вязкость стали, но снижает ее твердость, прочность и износостойкость. В связи с этим для сохранения износостойкости и твердости стали температуру отпуска выбирают пониженной, однако не ниже температуры разогрева инструмента при эксплуатации.
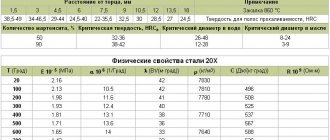
Физические свойства марки 5ХНМ
| Температура испытания,°С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Коэффициент теплопроводности Вт/(м ·°С) | 38 | 40 | 42 | 42 | 44 | 46 | ||||
| Уд. электросопротивление (p, НОм · м) | 300 | 250 | 200 | 160 | ||||||
| Температура испытания,°С | 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 12.6 | 14.2 |
Теплостойкость, красностойкость стали 5XHM
| Температура,°С | Время, ч | Твердость, HRCэ |
| 590 | 4 | 37 |
Обозначения:
| Механическиесвойства : | ||
| sв | — Предел кратковременной прочности , [МПа] | |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
| d5 | — Относительное удлинение при разрыве , [ % ] | |
| y | — Относительное сужение , [ % ] | |
| KCU | — Ударная вязкость , [ кДж / м2] | |
| HB | — Твердость по Бринеллю , [МПа] | |
| Физическиесвойства : | ||
| T | — Температура, при которой получены данные свойства , [Град] | |
| E | — Модуль упругости первого рода , [МПа] | |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град] | |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] | |
| r | — Плотность материала , [кг/м3] | |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] | |
| R | — Удельное электросопротивление, [Ом·м] | |
| Свариваемость : | ||
| безограничений | — сварка производится без подогрева и без последующей термообработки | |
| ограниченносвариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке | |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг | |
Условные обозначения
Механические свойства
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Характеристики легированного сплава 5ХНМ
Среди наиболее заметных свойств стали 5ХНМ – высокая прочность и большая вязкость, отличная износостойкость и разгаростойкость, окалиностойкость и хорошая теплопроводность. При этом этот сплав не годится для сварочных работ.
Что данному сплаву дают легирующие элементы? Применение хрома позволяет сделать металл более упругим, твёрдым и прочным. Этот элемент также повышает прокаливаемость стали и в целом значительно улучшает многие физические свойства металла. Никель также используется для увеличения прочности, но здесь его роль заключается в понижении порога хладоломкости сплава. Побочным эффектом этого становится склонность к отпускной хрупкости, однако проблема полностью решается применением молибдена. Соединяясь с хромом и никелем, этот химический элемент существенно повышает вязкость и прочность металла, снижая, тем не менее, его теплопроводность.
Инструментальная штамповая легированная сталь 5ХНМ может похвастать следующими физическими и механическими свойствами:
Свариваемость и заменители конструкционных и инструментальных сталей
Приведена таблица основных марок конструкционных и инструментальных сталей, в том числе нержавеющих и жаростойких, и рекомендации при сваривании деталей из них.
МАРКИ СТАЛЕЙ
| ГОСТ | Марки стали | Заменители | Свариваемость |
| 380-94 | Ст0 | сваривается без ограничений | |
| Ст2кп Ст2пс Ст2сп | Ст2сп Ст2пс | сваривается без ограничений. для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3кп | Ст3пс | сваривается без ограничений. для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3пс Ст3сп | Ст3сп Ст3пс | сваривается без ограничений. для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3Гпс | Ст3пс Сталь 18Гпс | сваривается без ограничений. для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст4кп | сваривается ограниченно | ||
| Ст4пс | Ст4сп | сваривается ограниченно | |
| Ст5пс Ст5сп | Ст6сп Ст4сп | сваривается ограниченно. рекомендуется подогрев и последующая термообработка | |
| Ст6пс | сваривается ограниченно. рекомендуется подогрев и последующая термообработка | ||
| Ст6сп | Ст5сп | сваривается ограниченно. рекомендуется подогрев и последующая термообработка | |
| 801-78 | ШХ15 | ШХ9, ШХ12, ШХ15СГ | способ сварки КТС |
| ШХ15СГ | ХВГ, ШХ15, 9ХС, ХВСГ | способ сварки КТС | |
| ШХ4 | способ сварки КТС | ||
| 1050-2013 | 08 | Сталь 10 | сваривается без ограничений, кроме деталей после химико-термической обработки |
| 08кп 08пс | Сталь 08 | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10 | 08, 15, 08кп | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10кп 10пс | 08кп, 15кп, 10 | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15 | 10, 20 | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15кп 15пс | 10кп, 20кп | сваривается без ограничений | |
| 18кп | сваривается без ограничений | ||
| 20 | 15, 20 | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20кп 20пс | 15кп | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25 | 20, 30 | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30 | 25, 35 | сваривается ограниченно. рекомендуется подогрев и последующая термообработка | |
| 35 | 30, 40, 35Г | сваривается ограниченно. рекомендуется подогрев и последующая термообработка | |
| 40 | 35, 45, 40Г | сваривается ограниченно. рекомендуется подогрев и последующая термообработка | |
| 45 | 40Х, 50, 50Г2 | трудно — свариваемая. необходим подогрев и последующая термообработка | |
| 50 | 45, 50Г, 50Г2, 55 | трудно — свариваемая. необходим подогрев и последующая термообработка | |
| 55 | 50, 60, 50Г | не применяется для сварных конструкций | |
| 58 | 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | не применяется для сварных конструкций | |
| 1414-75 | А20 | Сталь А12 | не применяется для сварных конструкций |
| А30 А40Г | А40Г | не применяется для сварных конструкций | |
| 1435-90 | У7, У7А | У8 | не применяется для сварных конструкций |
| У8, У8А | У7, У7А У10, У10А | не применяется для сварных конструкций | |
| У9, У9А | У7, У7А, У8, У8А | не применяется для сварных конструкций | |
| У10, У10А | У10, У10А | не применяется для сварных конструкций | |
| 4543-71 | 15Х | 20Х | сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20Х | 15Х, 20ХН, 18ХГТ | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30Х | 35Х | ограниченно сваривается | |
| 35Х | 40Х | ограниченно сваривается | |
| 38ХА | 40Х, 35Х | трудно-свариваемая | |
| 40Х | 45Х, 35ХА, 40ХС | трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 45Х | 40Х, 45Х, 50ХН | трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 50Х | 40Х, 45Х, 50ХН | трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 15Г 20Г | 20Г, 20, 30Г | хорошо свариваемая | |
| 30Г | 35, 40Г | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | |
| 35Г | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | ||
| 40Г | 45, 40Х | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | |
| 45Г | 40Г, 50Г | трудно-свариваемая. рекомендуется подогрев и последующая термообработка. | |
| 50Г | 40Г, 50 | трудно-свариваемая. рекомендуется подогрев и последующая термообработка. | |
| 10Г2 | 09Г2 | сваривается без ограничений. | |
| 35Г2 | 40Х | трудно-свариваемая. требуется подогрев и последующая термообработка. | |
| 40Г2 | 45Г2, 60Г | трудно-свариваемая. требуется подогрев и последующая термообработка. | |
| 45Г2 | 50Г2 | трудно-свариваемая. требуется подогрев и последующая термообработка. | |
| 50Г2 | 45Г2, 60Г | не применяется для сварных конструкций | |
| 47ГТ | 40ХГРТ | не применяется для сварных конструкций | |
| 18ХГТ | 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20ХГР | 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25ХГТ | 18ХГТ, 30ХГТ, 25ХГМ | требуется последующая термообработка | |
| 30ХГТ | 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | |
| 33ХС | трудно-свариваемая | ||
| 38ХС 40ХС | 40ХС, 38ХС, 35ХГТ | трудно-свариваемая | |
| 15ХФ | 20ХФ | сваривается без ограничений (способ КТС) | |
| 40ХФА | 40Х, 65Г, 50ХФА, 30Х3МФ | трудно-свариваемая. требуется подогрев и последующая термообработка. | |
| 15ХМ | сваривается без ограничений. рекомендуется подогрев и последующая термообработка | ||
| 30ХМ 30ХМА | 35ХМ, 35ХРА | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | |
| 35ХМ | 40Х, 40ХН, 30ХН, 35ХГСА | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | |
| 38ХН | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | ||
| 20ХН | 15ХГ, 20ХНР, 18ХГТ | ограниченно свариваемая. | |
| 40ХН | 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | трудно-свариваемая. рекомендуется подогрев и последующая термообработка | |
| 45ХН | 40ХН | трудно-свариваемая. рекомендуется подогрев и последующая термообработка | |
| 50ХН | 40ХН, 60ХГ | не применяется для сварных конструкций | |
| 20ХНР | 20ХН | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 12ХН2 | 20ХНР, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 12ХН3А | 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 20ХН3А | 20ХГНР, 20ХНГ, 38ХА, 20ХГР | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 12Х2Н4А | 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 20Х2Н4А | 20ХГНР, 20ХГНТР | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 30ХН3А | 30Х2ГН2, 34ХН2М | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 20ХГСА | 30ХГСА | сваривается без ограничений | |
| 25ХГСА | 20ХГСА | сваривается без ограничений | |
| 30ХГС, 30ХН2МА | 40ХФА, 35ХМ, 40ХН, 35ХГСА | ограниченно свариваемая. требуется подогрев и последующая термообработка. | |
| 38Х2Н2МА | не применяется для сварных работ | ||
| 40ХН2МА | 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 40Х2Н2МА | 38Х2Н2МА | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 38ХН3МА | 38ХН3ВА | не применяется для сварных конструкций | |
| 18Х2Н4МА | 20Х2Н4А | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 30ХГСА | 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 35ХГСА | 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 30ХГСН2А | трудно-свариваемая. необходим подогрев и последующая термообработка | ||
| 38ХГН | 38ХГНМ | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 20ХГНР | 20ХН3А | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 20ХН2М | 20ХГР, 15ХР, 20ХНР, 20ХГНР | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 30ХН2МФА | 30ХН2ВФА | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 36Х2Н2МФА | трудно-свариваемая. | ||
| 38ХН3МФА | не применяется для сварных конструкций | ||
| 45ХН2МФА | трудно-свариваемая. необходим подогрев и последующая термообработка | ||
| 20ХН4ФА | 18Х2Н4МА | не применяется для сварных конструкций | |
| 38Х2МЮА | 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | не применяется для сварных конструкций | |
| 5520-79 | 16К 18К | сваривается без ограничений | |
| 20К | сваривается без ограничений | ||
| 22К | ограниченно свариваемая. рекомендуется подогрев и последующая термообработка | ||
| 5632-72 | 40Х9С2 | не применяется для сварных конструкций | |
| 40Х10С2М | трудно-свариваемая. необходим подогрев и последующая термообработка | ||
| 08Х13 12Х13 20Х13 25Х13Н2 | 12Х13, 12Х18Н9Т 20Х13 12Х13, 14Х17Н2 | ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
| 30Х13 40Х13 | не применяется для сварных конструкций | ||
| 10Х14АГ16 | 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | сваривается без ограничений | |
| 12Х17 | 12Х18Н9Т | не рекомендуется для сварных конструкций. трудно-свариваемая | |
| 08Х17Т, 08Х18Т1 | 12Х17, 08Х18Т1, 08Х17Т | ограниченно свариваемая | |
| 95Х18 | не применяется для сварных конструкций | ||
| 15Х25Т | 12Х18Н10Т | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 15Х28 | 15Х25Т, 20Х23Н18 | трудно-свариваемая. необходим подогрев и последующая термообработка | |
| 20Х23Н13 | ограниченно свариваемая | ||
| 20Х23Н18 | 10Х25Т, 20Х23Н13 | ограниченно свариваемая | |
| 10Х23Н10 | ограниченно свариваемая | ||
| 20Х25Н20С | ограниченно свариваемая | ||
| 15Х12ВНМФ | трудно-свариваемая | ||
| 20Х12ВНМФ | 15Х12ВНМФ, 18Х11МНФБ | трудно-свариваемая | |
| 37Х12Н8Г2МФБ | ограниченно свариваемая | ||
| 13Х11Н2В2МФ | ограниченно свариваемая | ||
| 45Х14Н14В2М | трудно-свариваемая | ||
| 40Х15Н7Г7Ф2МС | трудно-свариваемая | ||
| 08Х17Н13М21 | 10Х17Н13М21 | хорошо свариваемая | |
| 10Х17Н3М2Т | хорошо свариваемая | ||
| 31Х19Н9МВБТ | трудно-свариваемая | ||
| 10Х14Г14Н4Т | 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | сваривается удовлетворительно | |
| 14Х17Н2 | 20Х17Н2 | хорошо свариваемая | |
| 12Х18Н9 17Х18Н9 | 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9 | сваривается без ограничений | |
| 08Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | 12Х18Н10Т, 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | сваривается без ограничений | |
| 12Х18Н12Т | 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | ограниченно сваривается | |
| 08Х18Г8Н2Т | 12Х18Н9 | сваривается без ограничений | |
| 20Х20Н14С2 | сваривается без ограничений | ||
| 12Х25Н16Г7АР | сваривается без ограничений | ||
| 08Х22Н6Т | 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | сваривается без ограничений | |
| 06ХН28МДТ | Сплав: 03ХН28МДТ | сваривается без ограничений | |
| ХН35ВТ | трудно-свариваемая | ||
| ХН35ВТЮ | трудно-свариваемая | ||
| ХН70Ю | ограниченно сваривается | ||
| ХН70ВМЮТ | трудно-свариваемая | ||
| ХН70ВМТЮФ | трудно-свариваемая | ||
| ХН77ТЮР | трудно-свариваемая | ||
| ХН78Т | Сплав: ХН38Т, 12Х25Н16Г7АР, 20Х23Н18 | трудно-свариваемая | |
| ХН80ТБЮ | трудно-свариваемая | ||
| 5781-82 | 20ХГ2Ц | — | сваривается без ограничений |
| 35ГС 25Г2С | Ст5сп, Ст6, Ст5пс | сваривается без ограничений | |
| 5950-73 | ХВ4Ф | SKS11 JIS G4404 | не применяется для сварных конструкций |
| 9Х1 | 9х2 | не применяется для сварных конструкций | |
| 9ХС | ХВГ | не применяется для сварных конструкций | |
| ХВГ | 9ХС, 9ХВГ, ШХ15СГ | не применяется для сварных конструкций | |
| 9ХВГ | ХВГ | не применяется для сварных конструкций | |
| Х6ВФ | Х12Ф1, Х12М, 9Х5Ф | не применяется для сварных конструкций | |
| Х12, Х12ВМФ | Х12МФ | не применяется для сварных конструкций | |
| Х12МФ Х12Ф1 | Х6ВФ, Х12Ф1, Х12ВМФ Х6ВФ, Х6ВФМ | не применяется для сварных конструкций | |
| 7ХГ2ВМФ | не применяется для сварных конструкций | ||
| 7Х3 8Х3 | 8Х3 7Х3 | не применяется для сварных конструкций | |
| 5ХНМ | 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | не применяется для сварных конструкций | |
| 5ХГМ | 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | не применяется для сварных конструкций | |
| 4ЗМФС | не применяется для сварных конструкций | ||
| 4Х5МФС | не применяется для сварных конструкций | ||
| 4ХМФ1С | не применяется для сварных конструкций | ||
| 3Х3МХФ | не применяется для сварных конструкций | ||
| 6ХС | не применяется для сварных конструкций | ||
| 4ХВ2С | 4Х5В2ФС, 4Х3В2М2 | не применяется для сварных конструкций | |
| 5ХВ2СФ 6ХВ2С | 6ХВ2С 6ХЗФС | не применяется для сварных конструкций | |
| 6ХВГ | не применяется для сварных конструкций | ||
| 9045-93 | 08Ю | 11305 стандарт CSN411305 | сваривается без ограничений |
| 14959-79 | 65 70 | 60, 70 65Г | не применяется для сварных конструкций |
| 75 | 70, 80, 85 | не применяется для сварных конструкций | |
| 85 | 70, 75, 80 | не применяется для сварных конструкций | |
| 60Г | 65Г | не применяется для сварных конструкций | |
| 65Г | 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | не применяется для сварных конструкций | |
| 55С2 | 50С2, 60С2, 35Х2АФ | не применяется для сварных конструкций | |
| 60С2 60С2А | 55С2, 50ХФА, 60С2Н2А, 60С2Г, 50ХФА | не применяется для сварных конструкций | |
| 70С3А | 70S3A стандарт BDS6742 | не применяется для сварных конструкций | |
| 55ХГР | 55ChGR стандарт BDS6742 | не применяется для сварных конструкций | |
| 50ХФА | 60С2А, 50ХГФА, 9ХС | не применяется для сварных конструкций | |
| 60С2ХА | 60С2ХФА, 60С2Н2А | не применяется для сварных конструкций | |
| 60С2ХФА | 60С2А, 60С2ХА, 9ХС, 60С2ВА | не применяется для сварных конструкций | |
| 65С2ВА | 60С2А, 60С2ХА | не применяется для сварных конструкций | |
| 60С2Н2А | 60С2А, 60С2ХА | не применяется для сварных конструкций | |
| 19265-73 | Р18 | Р12 | при стыковой электросварке со сталью 45 и 40Х свариваемость хорошая |
| Р6М5К5 | HS6-5-2-5 стандарт DIN17350 | при стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| Р9М4К8 | HS10-4-3-10 стандарт DIN17350 | при стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| 19281-2014 | 09Г2 | 09Г2С, 10Г2 | сваривается без ограничений |
| 14Г2 | 15ХСНД | ограниченно свариваемая | |
| 12ГС | 15ГС | сваривается без ограничений | |
| 16ГС | 17ГС | сваривается без ограничений | |
| 17ГС | 16ГС | сваривается без ограничений | |
| 17Г1С | 17ГС | сваривается без ограничений | |
| 09Г2С | 10Г2С, 09Г2 | сваривается без ограничений | |
| 10Г2С1 | 10Г2С1Д | сваривается без ограничений | |
| 10Г2БД | 10Г2Б | сваривается без ограничений | |
| 15Г2СФД | сваривается без ограничений | ||
| 14Г2АФ | 16Г2АФ | сваривается без ограничений | |
| 16Г2АФ | 14Г2АФ | сваривается без ограничений | |
| 18Г2ФАпс | 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | сваривается без ограничений | |
| 14ХГС | 15ХСНД, 16ГС | сваривается без ограничений | |
| 15Г2АФДпс | 16Г2АФ, 18Г2АФпс, 10ХСНД | сваривается без ограничений | |
| 10ХСНД | 16Г2АФ | сваривается без ограничений | |
| 10ХНДП | 10XHAP стандарт PN/H84017 | сваривается без ограничений | |
| 15ХСНД | 16Г2АФ, 14ХГС, 16ГС | сваривается без ограничений | |
| 20072-72 | 12МХ | 12CrMo стандарт GB3077-88 | сваривается без ограничений. рекомендуется подогрев и последующая термическая обработка |
| 12Х1МФ | 12Cr1MoV стандарт GB3077-88 | сваривается без ограничений. рекомендуется подогрев и последующая термическая обработка | |
| 25Х1МФ | 25Cr2MoVA стандарт GB3077-88 | сваривается без ограничений. рекомендуется подогрев и последующая термическая обработка | |
| 20Х3МВФ | сваривается без ограничений. рекомендуется подогрев и последующая термическая | ||
| 15Х5М | 12CrMo205 стандарт MSZ2295 | сваривается без ограничений. рекомендуется подогрев и последующая термическая обработка |
Если же вам в любом случае необходимо сварить стали для несколько иных целей, можно воспользоваться следующими рекомендациями.
СВАРИВАЕМОСТЬ СТАЛЕЙ
Основными характеристиками свариваемости сталей является их склонность к образованию трещин и механические свойства сварного шва.
По свариваемости стали подразделяют на четыре группы 1 — хорошая свариваемость; 2 — удовлетворительная свариваемость; 3 — ограниченная свариваемость; 4 — плохая свариваемость
К группе 1
относят стали, сварка которых может быть выполнена без подогрева до сварки и в процессе сварки и без последующей термообработки. Но применение термообработки, не исключается для снятия внутренних напряжений. Хорошей свариваемостью обладают стали Ст1 — Ст4 по ГОСТ 380-94; стали 08; 10: 15; 20; 25 по ГОСТ 1050-2013; стали 15Л; 20Л по ГОСТ 977-88, стали 15Г; 20Г; 15Х; 20Х; 20ХГСА; 12ХН2 по ГОСТ 4543-71. Стали 12Х18Н9Т; 08Х18Н10; 20Х23Н18 по ГОСТ 5632-72
К группе 2
относят преимущественно стали, при сварке которых в нормальных производственных условиях трещины не образуются, а также стали, которые для предотвращения трещин нуждаются в предварительном нагреве, стали, которые необходимо подвергать предварительной и последующей термообработке. Удовлетворительной свариваемостью обладают стали Ст5пс. Ст5сп по ГОСТ 380-94. стали 30; 35 по ГОСТ 1050-2013; стали З0Л; 35Л по ГОСТ 977-88; стали 20ХНЗА; 12Х2Н4А по ГОСТ 4543-71.
К группе 3
относят стали, склонные к образованию трещин в обычных условиях сварки. Их предварительно подвергают термообработке и подогревают. Большинство сталей этой группы термически обрабатывают и после сварки. Ограниченной свариваемостью обладают стали Ст6пс. Ст6сп по ГОСТ 380-94; стали 40; 45; 50 по ГОСТ 1050-2013; стали 30ХМ; 30ХГС; ЗЗХС; 20Х2Н4А по ГОСТ 4543-71; стали 17Х18Н9; 12Х18Н9 по ГОСТ 5632-72.
К группе 4
относят стали, наиболее трудно сваривающиеся и склонные к образованию трещин. Сваривают обязательно с предварительной термообработкой, подогревом в процессе сварки и последующей термообработкой. Плохой свариваемостью обладают стали 40Г; 45Г; 50Г; 50Х по ГОСТ 4543-71. сталь 55Л по ГОСТ 977-88; стали У7; У8; У8А; У8Г; У9; У10; У11; У12 по ГОСТ 1435-90; стали 65; 75; 85; 60Г; 65Г; 70Г; 50ХГ; 50ХГА; 55С2; 55С2А; 60С2; 60С2А по ГОСТ 14959-79; стали Х12; XI2M; 7X3; 8X3. ХВГ; ХВ4; 5ХГМ; 6ХВГ по ГОСТ 5950-73.
Молотовые штампы
Штампы из сталей 5ХНСВ, 5ХНМ, 5ХНВ и 5ХГМ. Для устранения внутренних напряжений, возникающих при ковке, для измельчения зерна, получения однородной структуры и понижения твердости заготовки штампов (кубики) подвергают отжигу или нормализации с высоким отпуском по режиму для данной стали.
На качество штампов и стойкость их в работе влияет термическая обработка — закалка и отпуск штампов. Если термическая обработка штампов проведена неудовлетворительно, то в штампах могут возникать трещины (в процессе термической обработки или после некоторого времени работы). Штампы разрушаются вследствие значительных внутренних напряжений, возникающих при нагреве и охлаждении. Особенно большие напряжения при термической обработке крупных штампов. При нагреве внутренние напряжения возникают в связи с разницей температур в отдельных зонах штампа. Для уменьшения внутренних напряжений нагрев под закалку и отпуск должен производиться с таким расчетом, чтобы получилась минимальная разница между температурой поверхности и температурой сердцевины штампа.
Для предотвращения образования значительных внутренних напряжений от неравномерного нагрева штампы необходимо медленно нагревать до 500—600° С. При дальнейшем повышении температуры нагрев может быть более быстрым. Обычно при нагреве под закалку штампы загружают в печь, имеющую температуру не выше 650° С. При загрузке холодных штампов температура печи понижается и тем в большей степени, чем крупнее штампы.
Для предохранения от окисления и обезуглероживания при нагреве рабочую поверхность штампа засыпают отработавшим карбюризатором, сверху обмазывают шамотной глиной и устанавливают в печь фигурой вверх (рис. 183, а) или фигурой вниз в железную
коробку, в которую насыпают слой отработавшего карбюризатора (рис. 183, б).
Температура закалки штампов 820—880° С (более низкая температура для закалки мелких штампов, более высокая — для крупных). Температуру закалки принимают 840—860° С для стали 5ХНСВ и 820—860° С для сталей 5ХНМ, 5ХНВ, 5ХГМ.
Для штампов с наименьшей стороной (высотой) 250—700 мм (при нагреве в электропечи) принимают выдержку после загрузки в печь 40 мин — 2,5 ч; нагрев до температуры закалки 11—23 ч, выдержку при температуре закалки 2—5,5 ч. После выдержки при температуре закалки штампы для уменьшения напряжений и деформации подстуживают на воздухе до 750—780° С в течение 15—40 мин и охлаждают в масле с температурой не выше 70° С или на воздухе. Более однородная структура получается при охлаждении в масле. Штамп погружают в масло рабочей частью вниз. Во время охлаждения штамп все время находится в подвешенном состоянии. В масле штамп выдерживают до тех пор, пока температура нагретой поверхности штампа не понизится до 200— 150° С. В зависимости от размера (250—700 мм) штампы выдерживают в масле от 30 мин до 2 ч.
После закалки штампы немедленно подвергают отпуску. Отпуск штампов снижает их твердость и уменьшает внутренние напряжения, возникающие в штампах в результате закалки. Закалочные напряжения в штампах бывают настолько велики, что если штамп после закалки оставить без отпуска, то через некоторое время в нем образуются трещины. Если закаленный штамп поместить в печь, нагретую до температуры отпуска (500—600° С), то при быстром нагреве поверхностных слоев и значительной разнице между температурой поверхности и температурой сердцевины в штампе могут возникнуть трещины. Поэтому штампы после закалки помещают в отпускную печь, нагретую до температуры не выше 400° С, а затем нагревают до заданной температуры отпуска. Температура отпуска и твердость после отпуска зависят от стали и размера штампа Более высокая твердость (HRC 40—44) допускается для мелких штампов, в которых деформируемый металл подстывает быстрее. Эти штампы мало деформируются при закалке, поэтому закалку и отпуск можно проводить после окончательной обработки на металлорежущих станках. Средние штампы должны иметь твердость HRC 36—41. Такая твердость позволяет применять комбинированный метод изготовления в следующей последовательности: черновое нарезание фигуры с допуском, термическая обработка, окончательная обработка резанием после термической обработки.
Крупные штампы должны иметь высокую вязкость; их отпускают до твердости HRC 35—38. Сначала закаливают и отпускают кубики, а затем нарезают фигуру. Изношенные штампы обрабатывают резанием без промежуточного отжига, далее вновь проводят термическую обработку. Температуры отпуска и твердость молотовых штампов приведены в табл. 25.
Штампы с наименьшей стороной (высотой) 250—700 мм нагревают в электропечи до температуры отпуска в течение 9—25 ч и выдерживают при температуре отпуска в течение 1,5—5 ч. Так как хвостовая часть штампа должна иметь повышенную вязкость, после общего отпуска производят отпуск хвостовика. Для этого штамп хвостовиком вниз устанавливают на специальную щелевую печь или на печь-плиту. Производят нагрев до появления синего или серого цвета побежалости на рабочей части штампа, что соответствует температуре 250—350° С. Температуры отпуска и твердость хвостовиков приведены в табл. 26.
Для сокращения цикла термической обработки рекомендуется следующий способ закалки штампов. Нагретый до температуры закалки штамп накрывают со стороны хвостовой части герметическим коробом (рис. 184) и в таком виде погружают в масло. При охлаждении масло внутрь короба не проникает, так как этому препятствуют находящиеся в коробе воздух и пары масла. При таком способе охлаждения хвостовик не закаливается, а подвергается нормализации с самоотпуском с получением необходимой
твердости, и поэтому дополнительный отпуск проводить не требуется. Прогрессивным способом, сокращающим цикл термической обработки и улучшающим качество штампов, является способ местной закалки. Штампы нагревают на специальной щелевой газовой печи при установке их фигурой вниз. При таком способе рабочая часть штампа нагревается до температуры закалки; нагрев хвостовика не превышает 450° С, т. е. наблюдается резкое понижение температуры от рабочей к хвостовой части штампа; хвостовик сохраняется мягким. Штампы нагревают на щелевой печи без защитной обмазки. Образующийся тонкий слой окалины (несколько сотых миллиметра) легко снимается с фигуры штампа. После закалки производят отпуск по обычным режимам для рабочей части.