Цветными называют группу различных металлов и их сплавов.
Рассмотрим подробно что такое лом цветных металлов.
Есть две группы металлов:
- цветные;
- черные.
Черными именуют железо и его сплавы.
Остальные являются цветными или не железными.
Их список многообразен:
- алюминий;
- медь;
- никель;
- марганец;
- титан;
- цирконий и др.
Все они сегодня востребованы и на производстве, и в научной деятельности. Области их применения разнообразны.
Пункты приема металлолома с удовольствием покупают лом цветмета по выгодным ценам, а для того, чтобы не попасть впросак при его сдаче, нужно ориентироваться в видах и знать стандартную классификацию цветных металлов.
Классификация цветных металлов по ГОСТ
Действующий ГОСТ 1639-2009 четко указывает на то, что относится к лому цветмета.
Классификация скрапа подразделяется на четыре, характеризующих его, основных раздела:
- наименование;
- физические параметры;
- химический состав;
- качество.
В ГОСТе прописаны названия металлов и их сплавов.
В разделе отображено 13 видов, которые принимаются в организациях по приему вторсырья.
Ниже приведена таблица, в которой вы можете видеть перечень цветных металлов одним списком и количество отдельных видов лома:
| Металл | Видов лома |
| Алюминий | 32 |
| Вольфрам | 17 |
| Кадмий | 2 |
| Кобальт | 3 |
| Магний | 8 |
| Медь | 13 |
| Латунь | 23 |
| Бронза | 15 |
| Молибден | 9 |
| Свинец | 11 |
| Ртуть | 6 |
| Олово | 10 |
| Никель | 26 |
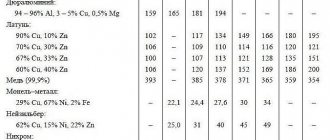
Чистый металл при сдаче в пункты вторсырья встретить можно нечасто, так как большинство лома составляют сплавы.
При приеме принадлежность к тому или иному виду оценивается по элементу, которого во вторсырье больше в процентном отношении.
Определить данное соотношение можно с помощью специального оборудования.
Марки сталей
| Марка стали | Заменитель | Свариваемость |
| ГОСТ 380-2005 | ||
| Ст0 | — | Сваривается без ограничений |
| Ст2кп | — | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст2пс | Ст2сп | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст2сп | Ст2пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст3Гпс | Ст3пс, 18Гпс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст3Гсп | — | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст3пс | Ст3сп | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст3сп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка |
| Ст4кп | — | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| Ст4пс | — | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| Ст5пс | — | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| Ст5сп | Ст4сп, Ст6сп | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| Ст6пс | — | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| Ст6сп | Ст5сп | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| ГОСТ 801-78 | ||
| ШХ15 | 9Х, 9Х1, ШХ15СГ | Трудно свариваемая |
| ШХ15СГ | 9ХС, ХВГ, ХВСГ, ШХ15 | Трудно свариваемая |
| ГОСТ 1050-88 | ||
| 8 | 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 08кп | 8 | Сваривается без ограничений |
| 10 | 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 10кп | 08кп, 15кп, 10 | Сваривается без ограничений |
| 15 | 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 15кп | 10кп, 20кп | Сваривается без ограничений |
| 20 | 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20кп | 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 25 | 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 30 | 25, 35 | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| 35 | 30, 40, 35Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| 40 | 35, 45, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка |
| 45 | 40Х, 50, 50Г2 | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 50 | 45, 50Г, 50Г2, 55 | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 55 | 50, 60, 50Г | Не применяется для сварных конструкций |
| 60 | 55, 65Г | Не применяется для сварных конструкций |
| ГОСТ 1414-75 | ||
| А12 | А20 | Не применяется для сварных конструкций |
| А20 | А12 | Не применяется для сварных конструкций |
| А35 | — | Трудно свариваемая |
| ГОСТ 1435-99 | ||
| У7 | У8 | Не применяется для сварных конструкций |
| У7А | У8 | Не применяется для сварных конструкций |
| У8 | У7, У7А, У10, У10А | Не применяется для сварных конструкций |
| У8А | У7, У7А, У10, У10А | Не применяется для сварных конструкций |
| У9 | У7, У7А, У8, У8А | Не применяется для сварных конструкций |
| У9А | У7, У7А, У8, У8А | Не применяется для сварных конструкций |
| У10 | У12, У12А | Не применяется для сварных конструкций |
| У10А | У12, У12А | Не применяется для сварных конструкций |
| У12 | У10, У10А | Не применяется для сварных конструкций |
| У12А | У10, У10А | Не применяется для сварных конструкций |
| ГОСТ 4543-71 | ||
| 09Г2С | 10Г2С, 09Г2 | Сваривается без ограничений |
| 10Г2 | 09Г2 | Сваривается без ограничений |
| 10Г2С1 | 10Г2С1Д | Сваривается без ограничений |
| 12Х2Н4А | 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая |
| 12ХН2 | 20ХНР, 20ХГНР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая |
| 12ХН3А | 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая |
| 14Х2Н3МА | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 14ХГС | 15ХСНД, 16ГС | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 15Г | 20Г | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 15Х | 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 15ХМ | — | Сваривается без ограничений. Рекомендуются подогрев и последующая термообработка |
| 15ХФ | 20ХФ | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 16ГС | 17ГС | Сваривается без ограничений |
| 17Г1С | 17ГС | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 17ГС | 16ГС | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 18Х2Н4МА (18Х2Н4ВА) | 20Х2Н4А | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 28ХГТ | 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической |
| 20Г | 20, 30Г | Сваривается без ограничений, кроме деталей после химико-термической |
| 20Х | 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической |
| 20Х2Н4А | 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 20ХГНР | 20ХН3А, 12ХН2, 12ХН3А | Ограниченно свариваемая |
| 20ХГР | 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Ограниченно свариваемая |
| 20ХГСА | 30ХГСА | Сваривается без ограничений |
| 20ХГТ | — | Требуется последующая термообработка |
| 20ХМ | — | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 20ХН | 15ХГ, 20ХНР, 18 ХГТ | Ограниченно свариваемая |
| 20ХН2М (20ХНМ) | 20ХГР, 15ХР, 20ХНР, 20ХГНР | Подогрев и последующая термообработка |
| 20ХН3А | 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая |
| 20ХН4ФА | 18Х2Н4МА | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 20ХНР | 20ХН | Необходимы подогрев и последующая термообработка |
| 25х2Н4МА (25х2Н4ВА) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 25ХГМ | — | Ограниченно свариваемая |
| 25ХГСА | 20ХГСА | Сваривается без ограничений |
| 27ХГР | — | Ограниченно свариваемая |
| 30Г | 35,40Г | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30Х | 35Х | Ограниченно свариваемая |
| 30Х3МФ | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 30ХГС | 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30ХГСА | 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30ХГСН2А (30ХГСНА) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 30ХГТ | 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30ХМ | 35ХМ, 35ХРА | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30ХМА | 35ХМ, 35ХРА | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30ХН2МА | 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 30ХН2МФА (30ХН2ВФА) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 30ХН3А | 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 33ХС | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 35Г2 | 40Х | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 35Х | 40Х | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 35ХГСА | 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 35ХМ | 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 36Х2Н2МФА (36ХН1МФА) | — | Трудно свариваемая |
| 38Х2МЮА (38ХМЮА) | 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций |
| 38Х2Н2МА(38ХНМА) | — | Не применяется для сварных конструкций |
| 38ХА | 40Х, 35Х | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 38ХГН | 38ХГНМ | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 38ХН3МА | 38ХН3ВА | Не применяется для сварных конструкций |
| 38ХН3МФА | — | Не применяется для сварных конструкций |
| 38ХС | 40ХС | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40Г | 45, 40Х | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 40Г2 | 45Г2, 60Г | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40Х | 45Х, 38ХА, 40ХС | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40Х2Н2МА (40Х1НВА) | 38Х2Н2МА | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40ХН | 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40ХН2МА (40ХНМА) | 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40ХС | 38ХС, 35ХГТ | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40ХФА | 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 45Г | 40Г, 50Г | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 45Г2 | 50Г2 | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 45Х | 40Х, 50Х | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 45ХН | 40ХН | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 50Г | 40Г, 50 | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка. |
| 50Г2 | 45Г2, 60Г | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 50Х | 40Х, 45Х, 50ХН | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 50ХН | 40ХН, 60ХГ | Не применяется для сварных конструкций |
| ГОСТ 5520-79 | ||
| 15К | — | Сваривается без ограничений |
| 16К | — | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 18К | — | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 20К | — | Сваривается без ограничений |
| 22К | — | Ограничено свариваемая. Рекомендуются подогрев и последующая термообработка |
| ГОСТ 5632-72 | ||
| 06ХН28МДТ (0Х23Н28М3Д3Т, ЭИ 943) | 03ХН28МДТ | Трудно свариваемый |
| 07Х16Н6 (Х16Н6,ЭП 288) | — | Сваривается без ограничений |
| 08Х13 (0Х13, ЭИ 496) | 12Х13, 12Х18Н9Т | Ограниченно свариваемая. Подогрев и последующая термообработка применяются в зависимости от метода сварки, вида и назначения конструкции |
| 08Х15Н24В4ТР (ЭП 164) | — | Ограничено свариваемая. Рекомендуются подогрев и последующая термообработка |
| 08Х16Н13М2Б (ЭИ 405, ЭИ 680) | — | Ограничено свариваемая. Рекомендуются подогрев и последующая термообработка |
| 08Х17Н13М2Т (0Х17Н13М2Т) | 10Х17Н13М21 | Сваривается без ограничений |
| 08Х17Т (0Х17Т, ЭИ 645) | 12Х17, 08Х18Т1 | Трудно свариваемая. Рекомендуется последующая термообработка |
| 08Х18Н10 (0Х18Н10) | — | Сваривается без ограничений |
| 08Х18Н10Т (0Х18Н10, ЭИ 914) | — | Сваривается без ограничений |
| 08Х21 Н6М2Т (0Х21 Н6М2Т, ЭП 54) | — | Сваривается без ограничений |
| 08Х22Н6Т (08Х22Н5Т, ЭП 53) | 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Ограниченно свариваемая |
| 09Х14Н19В2БР (ЭИ 695Р) | — | Трудно свариваема. Рекомендуется последующая термообработка |
| 09Х14Н19В2БР1 (ЭИ 726) | — | Ограничено свариваемая. Рекомендуются подогрев и последующая термообработка |
| 10Х11Н20Т3Р (ЭИ 696) | — | Сваривается удовлетворительно |
| 10Х11Н23Т3МР (ЭП 33) | — | Сваривается удовлетворительно |
| 10Х14Г14Н4Т (Х14Г14Н3Т, ЭИ 711) | 20Х13Н4Г9, 12Х18Н9Т,12Х18Н10Т, 08Х18Н10Т | Ограниченно свариваемая |
| 10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) | — | Сваривается без ограничений |
| 10Х17Н13М3Т (Х17Н13М3Т, ЭИ 432) | — | Сваривается без ограничений |
| 12Х13 (1Х13) | 20Х13 | Ограниченно свариваемая. Подогрев и последующая термообработка применяются в зависимости от метода сварки, вида и назначения конструкции |
| 12Х17 (Х17, ЭЖ 17) | 12Х18Н9Т | Трудно свариваемая. Рекомендуется последующая термообработка |
| 12Х18Н10Т | 15Х25Т, 08Х17Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т | Сваривается без ограничений. Рекомендуется последующая термообработка |
| 12Х18Н12Т (Х18Н12Т) | 12Х18Н9, 12Х18Н9Т, 12Н18Н10Т | Сваривается без ограничений |
| 12Х18Н9Т (Х18Н9) | 20Х13Н4Г9, 10Х14Г14Н4Т | Сваривается без ограничений |
| 12Х18Н9Т (Х18Н9Т) | 12Х18Н10Т | Сваривается без ограничений |
| 12Х25Н16Г7АР (ЭИ 835) | — | Сваривается без ограничений |
| 13Х11 Н2В2МФ-Ш (ЭИ 961-Ш) | — | Ограниченно свариваемая |
| 14Х17Н2 (1Х17Н2, ЭИ 268) | 20Х17Н2 | Ограниченно свариваемая |
| 15Х11МФ (1Х11МФ) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 15Х12ВНМФ (ЭИ 802, ЭИ 952) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 15Х25Т (Х25Т, ЭИ 439) | 12Х18Н10Т | Трудно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 17Х18Н9 (2Х18Н9) | 20Х13Н4Г9 | Ограниченно свариваемая |
| 18Х11МНФБ (2Х11МФБН, ЭП 291) | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 18Х12ВМБФР-Ш (ЭИ 993-Ш) | — | Не применяется для сварных конструкций |
| 20Н23Н18 (Х23Н18, ЭИ 417) | 10Х25Т, 20Х23Н13 | Сваривается без ограничений |
| 20Х12ВНМФ (ЭП 428) | 15Х12ВНМФ, 18Х11 МНФБ | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 20Х13 (2Х13) | 12Х13, 14Х17Н2 | Ограниченно свариваемая. Подогрев и последующая термообработка применяются в зависимости от метода сварки, вида и назначения конструкции |
| 20Х20Н14С2 (Х20Н14С2, ЭИ211) | — | Ограниченно свариваемая. Рекомендуется последующая термообработка. |
| 20Х23Н13 (Х23Н13, ЭИ 319) | — | Ограниченно свариваемая. |
| 20Х25Н20С2 (Х25Н20С2, ЭИ 283) | — | Ограниченно свариваемая. |
| 25Х13Н2 (2Х14Н2, ЭИ 474) | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 30Х13 (3Х13) | 40Х13 | Не применяется для сварных конструкций |
| 31Х19Н9МВБТ (ЭИ 572) | — | Трудно свариваемая. Для снятия сварочных напряжений рекомендуется термообработка |
| 36Х18Н25С2 (4Х18Н25С2, ЭЯ 3С) | — | Ограниченно свариваемая. Рекомендуется последующая термообработка |
| 37Х12Н8Г8МФБ (ЭИ 481) | — | Трудно свариваемая. Рекомендуется последующая термообработка |
| 40Х10С2М (4Х10С2М, ЭИ 107) | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 40Х13 (4Х13) | 30Х13 | Не применяется для сварных конструкций |
40Х9С2 (4Х9С2, ЭСХ  | — | Не применяется для сварных конструкций |
| 45Х14Н14В2М (ЭИ 69) | — | Трудно свариваемая. Для снятия сварочных напряжений рекомендуется последующая термообработка |
| 95х18 (9Х18, ЭИ 229) | — | Не применяется для сварных конструкций |
| ХН32Т (ЭП 670) | — | Сваривается без ограничения |
| ХН35ВТ (ЭИ 612) | — | Трудно свариваемый. Для снятия сварочных напряжений рекомендуется последующая термообработка |
| ХН35ВТЮ (ЭИ 787) | — | Трудно свариваемый. Для снятия сварочных напряжений рекомендуется последующая термообработка |
| ХН45Ю (ЭП 747) | — | Сваривается без ограничений |
| ХН55ВМТКЮ (ЭИ 929) | — | Трудно свариваемый |
| ХН55ВМТКЮ-ВД (ЭИ 929-ВД) | — | Трудно свариваемый |
| ХН60ВТ (ЭИ 868) | — | Ограниченно свариваемый |
| ХН60Ю (ЭИ 559А) | — | Сваривается без ограничений |
| ХН62МВКЮ (ЭИ 867) | — | Трудно свариваемый |
| ХН62МВКЮ-ВД (ЭИ 86-ВД) | — | Трудно свариваемый |
| ХН65МВТЮ (ЭИ 893) | — | Трудно свариваемый |
| ХН67МВТЮ (ЭП 202, ЭИ 445Р) | — | Трудно свариваемый. Необходимы подогрев и последующая термообработка |
| ХН70ВМТЮ (ЭИ 617) | — | Ограниченно свариваемый |
| ХН70ВМТЮФ (ЭИ 826) | — | Трудно свариваемый |
| ХН70ВМТЮФ-ВД (ЭИ 826-ВД) | — | Трудно свариваемый |
| ХН70ВМЮТ (ЭИ 765) | — | Трудно свариваемый. Для снятия сварочных напряжений рекомендуется последующая термообработка |
| ХН70Ю (ЭИ 652) | В тонких сечениях может проводиться всеми видами сварки | |
| ХН75ВМЮ (ЭИ 827) | — | Трудно свариваемый |
| ХН77ТЮР (ЭИ 437Б) | — | Трудно свариваемый |
| ХН78Т (ЭИ 435) | 12Х25Н16Г7АР, 20Х23Н18, ХН38Т | Ограниченно свариваемый |
| ХН80ТБЮ (ЭИ 607) | — | Трудно свариваемый |
| ГОСТ 5781-82 | ||
| 18Г2С | — | Сваривается без ограничений |
| ГОСТ 5950-2000 | ||
| 11Х4В2МФ3С2 (ДИ 57) | — | Не применяется для сварных конструкций |
| 3Х2МНФ | — | Не применяется для сварных конструкций |
| 3Х3М3Ф | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 4Х3ВМФ (3И 2) | — | Не применяется для сварных конструкций |
| 4Х4ВМФС (ДИ 22) | — | Не применяется для сварных конструкций |
| 4Х5В2ФС (ЭИ 958) | — | Не применяется для сварных конструкций |
| 4Х5МФ1С (ЭП 572) | — | Трудно свариваемая. Необходимы подогрев и последующая термообработка |
| 4Х5МФС | — | Не применяется для сварных конструкций |
| 4ХМФС (4ХСМФ) | — | Не применяется для сварных конструкций |
| 5Х2МНФ (ДИ 32) | — | Не применяется для сварных конструкций |
| 5Х3В3МФС (ДИ 23) | — | Не применяется для сварных конструкций |
| 5ХНМ | 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций |
| 6Х6В3МФС (55Х6В3СМФ, ЭП 569) | — | Не применяется для сварных конструкций |
| 7Х3 | 8Х3 | Не применяется для сварных конструкций |
| 7ХГ2ВМФ | — | Не применяется для сварных конструкций |
| 8Х4В2МФС2 (ЭП 761) | — | Не применяется для сварных конструкций |
| 9Х1 (9Х) | 9Х2 | Не применяется для сварных конструкций |
| 9Х1Ф | — | Не применяется для сварных конструкций |
| 9Х2 | — | Не применяется для сварных конструкций |
| 9ХС | ХВГ | Не применяется для сварных конструкций |
| 9ХФ | — | Не применяется для сварных конструкций |
| Х12 | Х12МФ | Не применяется для сварных конструкций |
| Х12ВМФ | Х12МФ | Не применяется для сварных конструкций |
| Х12МФ | Х6ВФ, Х12Ф1, Х12ВМФ | Не применяется для сварных конструкций |
| Х12Ф1 | Х6ВФ, Х6Ф3ФМ | Не применяется для сварных конструкций |
| Х6ВФ | Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций |
| ХВГ | 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций |
| ГОСТ 14959-79 | ||
| 75 | 70, 80, 85 | Не применяется для сварных конструкций |
| 85 | 70, 75, 80 | Не применяется для сварных конструкций |
| 50ХФА | 60С2А, 50ХГ ФА, 9ХС | Не применяется для сварных конструкций |
| 55С2 | 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций |
| 60С2 | 55С2, 50ХФА | Не применяется для сварных конструкций |
| 60С2А | 60С2Н2А, 60С2Г, 50ХФА | Не применяется для сварных конструкций |
| 60С2Г | — | Не применяется для сварных конструкций |
| 65Г | 70, У8А, 70Г, 60С2А, 50ХФА, 9ХС, 60С2, 55С2 | Не применяется для сварных конструкций |
| 65С2ВА | 60С2А, 60С2ХА | |
| 70С2ХА | — | |
| ГОСТ 19265-73 | ||
| Р18 | — | Не применяется для сварных конструкций |
| 11Р3АМ3Ф2 | — | Не применяется для сварных конструкций |
| Р18К5Ф2 | — | Не применяется для сварных конструкций |
| Р6М5 | — | Не применяется для сварных конструкций |
| Р6М5К5 | — | Не применяется для сварных конструкций |
| Р9М4К8 | — | Не применяется для сварных конструкций |
| ГОСТ 19281-89 | ||
| 09Г2 | 09Г2С, 10Г2 | Сваривается без ограничений |
| 09Г2С | 10Г2С, 09Г2 | Сваривается без ограничений |
| 10Г2С1 | 10Г2С1Д | Сваривается без ограничений |
| 10ХСНД | 16Г2АФ | Сваривается без ограничений |
| 14Г2 | 15ХСНД | Сваривается без ограничений |
| 14ХГС | 15ХСНД, 16ГС | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 15ХСНД | 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений |
| 16ГС | 17ГС | Сваривается без ограничений |
| 17Г1С | 17ГС | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 17ГС | 16ГС | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 18Г2АФпс | 15Г2АФДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Ограниченно свариваемая |
| ГОСТ 20072-72 | ||
| 12МХ | — | Сваривается без ограничений. Рекомендуются подогрев и последующая термообработка |
| 12Х1МФ (ЭИ 575) | — | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 15ХМ (12Х5МА, Х5М) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 15Х5МФ | — | Ограниченно свариваемая. Рекомендуются подогрев и последующая термообработка |
| 20Х1М1Ф1БР (ЭП 44) | — | Не применяется для сварных конструкций |
| 20Х1М1Ф1ТР (ЭП 182) | — | Не применяется для сварных конструкций |
| 20Х3МВФ (ЭИ 415, ЭИ 579) | — | Ограниченно свариваемая. Необходимы подогрев и последующая термообработка |
| 25Х1МФ (ЭИ 10) | — | Ограниченно свариваемая |
| ГОСТ 28393-89 | ||
| Р6М5Ф3-МП (ДИ 99-МП) | — | Не применяется для сварных конструкций |
| Р12М3К5Ф2-МП (ДИ 103-МП) | — | Не применяется для сварных конструкций |
Маркировка материалов различных групп
Типы
Делят лом цветмета на типы по следующим критериям:
- происхождение;
- химический состав;
- физическое состояние.
Происхождение скрапа может быть следующим:
- отходы промышленности;
- брак;
- некондиция;
- лом готовой продукции.
Химический состав скрапа из цветмета, который определяется в лаборатории, показывает к какому металлу или сплаву он принадлежит.
Самым ценным вторсырьем являются нелегированные металлы с незначительным содержанием примесей. Физические параметры так же важны при сдаче, как и химические.
По этим характеристикам лом делят на следующие классы:
- А – относятся непосредственно лом и кусковые отходы;
- Б – включает стружку, путаную проволоку и небольшие куски;
- В — порошкообразные отходы (в основном, встречаются лишь у редких металлов: вольфрама, кобальта, молибдена и титана);
- Г — прочее вторсырье.
Как происходит маркировка на практике
Прежде чем выплавить плавку металла какой-либо марки, производится расчёт шихтовых материалов. Затем нужный состав засыпают в печь, варят и разливают. По ковшевой пробе в соответствии с таблицами ГОСТ или ТУ сверяют все нужные элементы. Проверяют вредные примеси (они попадают в расплав с шихтой и от футеровки). Если все составляющие попали в норму, то плавку маркируют, как и предполагалось.
Бывает и такое, что в нормативы по химическому составу не укладываются. Тогда металл маркируют другой маркой. Заказчик должен быть уверен, что он получит именно ту продукцию, которую заказал. От этого зависит качество изделий. Заводская система технического контроля завода строго следит за этим.
Безопасность
Весь цветной лом должен в обязательном порядке проверяться на:
- наличие радиационных и вредных химических загрязнений;
- взрывоопасность.
При транспортировке металлолом требуется сопровождать документацией о радиационной и взрывобезопасности.
Концентрация вредных веществ должна не превышать значений, указанных в ГОСТ 12.1.005.
Минприроды России выделило пять классов химической, радиационной и взрывоопасности лома цветмета:
- Опасные отходы с большим вредом для экосистемы. Сюда входят ртуть, полоний и плутоний.
- Высокоопасные отходы, на выведение последствий которых природе требуется тридцать лет. Это сплавы свинца, кобальта и молибдена.
- Умеренная опасность, при которой для восстановления экологии необходимо десять лет. Это лом с примесью меди, никеля, железа, цинка, алюминия и серебра.
- Малоопасные отходы, выведение последствий занимает три года. Сюда относят лом бронзы.
- Низкая опасность, такой лом не наносит ущерба экологической среде. Это наиболее распространенный класс среди цветного скрапа.
Из-за предполагаемого вреда человеку и природе, все операции с цветным ломом требуют наличия лицензии у пунктов, принимающих вторичные цветные металлы. Проверку на все виды опасности осуществляют по следующей схеме:
Что означают цифры в номерах красок для волос
В выборе краски каждая женщина ориентируется на собственные критерии. Для одной решающим фактором становится известность бренда, для другой — ценовой критерий, для третьей — оригинальность и привлекательность упаковки или же наличие бальзама в комплекте.
Но что касается выбора непосредственно оттенка — в этом все ориентируются на фото, размещенное на упаковке. В крайнем случае, на название. И редко кто обратит внимание на маленькие цифры, что пропечатаны рядом с красивым (вроде «шоколадный смузи») названием оттенка. Хотя именно эти цифры и дают нам полную картину о представленном оттенке.
На основной части оттенков, представленных различными брендами, тона обозначают 2-3-мя цифрами. Например, «5.00 Темно-русый».
- Под 1-й цифрой подразумевается глубина основного цвета (прим. — обычно от 1 до 10-ти).
- Под 2-й цифрой — основной тон окрашивания (прим. — цифра идет после точки или дроби).
- Под 3-й цифрой — дополнительный оттенок (прим. — 30-50% от основного оттенка).
- При маркировке только одной или 2-мя цифрами предполагается, что в составе оттенки отсутствуют, и тон — исключительно чистый.
Расшифровываем глубину основного цвета:
- 1 — относится к черному цвету.
- 2 — к темно-темно каштановому.
- 3 — к темно-каштановому.
- 4 — к каштановому.
- 5 — к светло-каштановому.
- 6 — к темно-русому.
- 7 — к русому.
- 8 — к светло-русому.
- 9 — к очень светло русому.
- 10 — к светло-светло-русому (то есть, светлый блондин).
Отдельные производители могут добавлять также 11-й или 12-й тон — это уже супер-осветляющие краски для волос.
Расшифровываем цифру основного оттенка
- Под цифрой 1: имеется сине-фиолетовый пигмент (прим. — пепельный ряд).
- Под цифрой 2: имеется зеленый пигмент (прим. — матовый ряд).
- Под цифрой 3: имеется желто-оранжевый пигмент (прим. — золотой ряд).
- Под цифрой 4: имеется медный пигмент (прим. — красный ряд).
- Под цифрой 5: имеется красно-фиолетовый пигмент (прим. — махагоновый ряд).
- Под цифрой 6: имеется сине-фиолетовый пигмент (прим. — фиолетовый ряд).
- Под цифрой 7: имеется красно-коричневый пигмент (прим. — натуральная основа).
- Следует помнить, что 1-й и 2-й оттенки относят к холодным, прочие — к теплым.
Маркировка
По ГОСТу весь транспортируемый лом должен маркироваться с указанием:
- наименования;
- обозначения ГОСТа;
- обозначения вида вторсырья;
- марки сплава.
Маркировка цветных металлов и сплавов должна прочно крепиться на грузе во время перевозки и хранения.
Чтобы определить марку металла, нужно заглянуть в марочник, специальный документ со всеми маркировками интересующего вас металла или сплава.
Расшифровка цифр на упаковке
Цвет. На коробке и тюбике производителем нанесен код или номер краски, состоящий из нескольких цифр. Цифровые знаки могут разделяться дробью или точкой.
Первая часть номера, расположенная до точки или дроби, означает основной тон красителя, его еще называют уровнем осветления. Нумеруется он от 1 до 11 (иногда 12), от темного к светлому: 1 — самый темный, черный цвет; 2 — черно-коричневый; 3 — темно-коричневый; 4 — коричневый средний; 5 — светло-коричневый; 6 — темный русый; 7 — средний русый; 8 — светлый русый; 9 — светлый блондин; 10 — самый светлый.
Нанося маркировку 11 и 12, разные производители обозначают блондин «ультра» или «экстра». Цифры от 1 до 5 — черный и коричневые, 6 и выше — маркируется различная степень блонда.
Тон или дополнительный пигмент. Определяя цвет волос, говорят о цвете и тоне. Тон относится к одной из трех групп: нейтральной, теплой, холодной. Сочетание цвета и тона используется для создания идеальной индивидуальной формулы. Дополнительное пигментирование красителей производители маркируют первой цифрой после дроби или точки: /0 — натуральный оттенок; /1 — жемчужный, серый, пепельный; /2 /3 — золотистый, желтый; /4 — медный, оранжевый; /5 — огненный, красный; /6 — фиолетовый; /7 — коричневый; /8 /9. Если после дроби две цифры, значит производитель обозначил пигмент-добавку. Например, цифры 7/73 обозначают средне-русый, оттенка коричнево-золотистый.
Кроме придания волосам различных оттенков, пигменты нейтрализуют или усиливают цвет натуральных или окрашенных волос.
Маркировка дополнительных оттенков у разных производителей может не совпадать. Но есть международная система — International Colour Chart (ICC), где раскраски стандартизированы. Эта числовая система используется во всем мире для классификации гаммы волос. Обычно парикмахеры выбирают одну профессиональную марку и тренируются, работая с ней, изучая систему нумерации и варианты сочетаний.
Палитра оттенков
Зная значение маркировки, очень легко читать в магазине альбом-палитру, прилагаемую производителем к каждой серии красителя. Рядом с каждой окрашенной прядью в альбоме есть цифровой код цвета и оттенка. Любители натуральных красок должны выбирать нулевое дополнительное пигментирование.
Основной тон имеет большее влияние на конечный цвет волос, чем дополнительный. Например, 8/1 — светлая блондинка с прохладным пепельным тоном, а 8/13 — также светлая блондинка с прохладным пепельным тоном, но с оттенком теплого золота в качестве фона.
Красные тона. Красные оттенки добавляют для изменения основы средне-коричневого. Ноль после дроби используется для маркировки интенсивности тонального сигнала. Например, 4/06 — умеренно коричневый цвет лишь с оттенком красного, как теплый кофе. В то время, как 4/60 — тот же умеренный коричневый, с более очевидным красным оттенком. А 4/66 — сильный красный тон на средне-коричневом цвете волос.
Оттенок Красное дерево — смесь красного и фиолетового оттенков. Обычно он используется в паре с другим тоном, а не сам по себе. Сам по себе Красное дерево не является ни теплым, ни холодным оттенком. Его парный тон определяет, будет цвет волос теплым или прохладным. Например, 4/15 (шоколадно-коричневый) — холодный, а 4/56 — теплый.
Если нужно закрасить седину
Если имеется некоторый процент седины, выбирая краску, надо тоже ориентироваться на цифры, а не на прядь-образец в палитре: все красители, относящиеся к натуральным оттенкам, полностью закрашивают седину, это ряд от 1/0 до 10/0; красители с золотистым дополнительным пигментом закрашивают седину на 75%; красные, оранжевые и фиолетовые пигменты могут закрасить только половину седины; чтобы улучшить этот показатель, к красителю этих оттенков добавляют краску натурального цвета.
Что значат цифры в номере краски
Большинство тонов обозначаются одной, двумя или тремя цифрами. Итак, попробуем разобраться, что же скрывается за каждой из них.
Первая цифра обозначает натуральный цвет и отвечает за уровень его глубины. Существует международная шкала натуральных тонов: цифра 1 соответствует черному цвету; 2 – темно-темно каштановому; 3 – темно-каштановому; 4 – каштановому; 5 – светло-каштановому; 6 – темно-русому; 7 – русому; 8 – светло-русому; 9 – очень светло-русому; 10 – светло-светло-русому (или светлый блондин).
Некоторые компании добавляют еще 11 и 12 тона, обозначающие суперосветляющие краски. Если тон назван только одной цифрой, это значит, что цвет натуральный, без других оттенков. Но в обозначении большинства тонов есть вторая и третья цифры, которые расшифровывают оттенки цвета.
Вторая цифра – основной оттенок:
- 0 – ряд натуральных тонов
- 1 – наличие сине-фиолетового пигмента (пепельный ряд)
- 2 – наличие зеленого пигмента (матовый ряд)
- 3 – наличие желто-оранжевого пигмента (золотой ряд)
- 4 – наличие медного пигмента (красный ряд)
- 5 – наличие красно-фиолетового пигмента (махагоновый ряд)
- 6 – наличие сине-фиолетового пигмента (фиолетовый ряд)
- 7 – наличие красно-коричневого пигмента, натуральная основа (гавана)
Следует учитывать, что первый и второй оттенки – холодные, остальные – теплые. Третья цифра (если она есть) означает дополнительный оттенок, которого в цвете в два раза меньше, чем основного (в некоторых красках их соотношение составляет 70% к 30%).
У некоторых производителей (например, краски Pallet) направление цвета обозначается при помощи буквы, а глубина тона при помощи цифры. Значения букв следующие:
- С – пепельный цвет
- PL — платиновый
- А — интенсивное осветление
- N — натуральный
- E — бежевый
- М — матовый
- W — коричневый
- R — красный
- G — золотистый
- K — медный
- I — интенсивный
- F,V — фиолетовый
Виды
Многочисленность цветных металлов и различные характеристики потребовали их классификации по отдельным видам.
Сегодня в ходу промышленная систематизация, отражающая исторически установившиеся составляющие металлургической индустрии и одноименной науки.
Само наименование не отражает полностью суть цветмета.
Только золото и медь являются окрашенными, а остальные имеют обычные серо-черные оттенки.
Наукой принято выделять следующие виды цветных металлов и сплавов:
- легкие;
- тяжелые;
- благородные;
- тугоплавкие;
- рассеянные;
- редкоземельные;
- радиоактивные.
Отрасль цветной металлургии сегодня в России находится на подъеме и включает в себя:
- металлодобычу;
- обогащение руды;
- металлоплавку.
Основные цветные металлы
К основным цветным металлам можно отнести:
- медь;
- алюминий.
Алюминий – отличный электропроводник. Он пластичен, что является и его достоинством, и недостатком.
Для придания прочности к нему добавляют:
- марганец;
- медь;
- магний и т. д.
Такие сплавы применяют для производства:
- самолетов;
- морских и речных кораблей;
- космических шаттлов;
- в строительстве;
- в пищевой промышленности.
Алюминий и его сплавы – самый дешевый вид лома цветмета.
Найти его можно в различных предметах быта, включая:
- сайдинг;
- водостоки;
- кровлю.
Медь – часто встречающийся цветной металл.
Также обладает хорошими характеристиками:
- пластичен;
- хороший электропроводник;
- хороший теплопроводник.
Она в больших количествах востребована в сплавах, используется в различных хозяйственных отраслях.
Известен ее сплав с цинком и оловом – латунь.
Ее можно встретить в:
- машинах;
- часах;
- дорогих украшениях.
Найти медь для металлолома можно в:
- силовых кабелях;
- водопроводных трубах;
- бытовых изделиях.
Медь высоко ценится в пунктах сдачи вторсырья.
Редкие
Редкоземельные металлы используются для улучшения качеств других металлов, они стали широко применяться с развитием промышленного производства в 20 веке.
Это следующие металлы:
- скандий;
- иттрий;
- лантаноиды.
Само название говорит о том, что в земной коре очень мало этих цветных металлов. Также ранее тугоплавкие оксиды, которые образуют редкие цветные металлы, именовали «землями». Добывают их из оксидов.
Сегодня редкоземельные металлы можно встретить во всех цифровых устройствах:
- смартфонах;
- плеерах;
- компьютерах;
- в гибридных двигателях;
- в другой электронике.
Сплавы из них обладают высокими характеристиками, например:
- антикоррозионными;
- прочностными;
- жаростойкими.
Тяжелые
Рассмотрим тяжелые цветные металлы, собрав их в несколько списков.
Самые тяжелые цветные металлы на Земле:
- осмий;
- иридий.
Редко встречается в почве, поэтому это, как правило, самый дорогой цветной металл.
Также к этой группе относят:
- медь;
- свинец;
- цинк;
- олово;
- никель.
Все они имеют высокую плотность, соответственно, и большой вес, от этого и название – тяжелые.
Широко известен и применяется во многих отраслях свинец, содержащийся в:
- горной породе
- почве.
Из него изготавливают:
- аккумуляторы;
- взрывчатку;
Также свинец используют при создании защитных фартуков от облучения.
Имеет такие характеристики:
- низкая теплопроводность;
- пластичность;
- токсичность.
Поэтому применять свинец нужно осторожно, соблюдая все правила техники безопасности.
Оловом раньше называли сплав свинца и серебра.
Сегодня олово используется в металлургической промышленности и производстве различных сплавов, которые входят в состав:
- подшипников;
- упаковочной фольги;
- бронзы;
- пищевой жести;
- проводов.
Никель – тяжелый цветной металл с высокими жаропрочными и антикоррозионными характеристиками. Применяется никель в сплавах. В нержавейке – это основной компонент.
Из никеля делают:
- монеты;
- броню;
- химическую аппаратуру;
- проволоку;
- фольгу;
- нить;
- порошок;
- щелочные аккумуляторы.
Востребован он и в:
- судостроении;
- электротехнике.
Легкие
Под определение «легкие цветные металлы» попадают металлы с небольшой плотностью.
Список самых востребованных легких цветных металлов:
- алюминий;
- олово;
- магний;
- титан;
- бериллий;
- литий.
Наилегчайший цветной металл – литий. Он широко используется в различных сплавах.
Применяют его в:
- химической промышленности;
- металлургической промышленности;
- военно-промышленном комплексе;
- термоядерной энергетике.
Также литий применяют при изготовлении:
- оптики;
- щелочных аккумуляторов;
- керамических изделий.
Пластичность магния не такая хорошая, как у меди и алюминия, что отражается на сварочных качествах этого металла. Но его можно легко резать специальным инструментом. При этом механические свойства оставляют желать лучшего. Это не позволяет широко внедрять его в промышленное производство.
Зарубежные стандарты
Производители РФ и постсоветских государств используют маркированные методы, благодаря которым можно хотя бы примерно понять состав, предназначение и технические свойства без использования специальной литературы. Американское и европейское производство, напротив, не использует такую практику. Это связано с множеством компаний, которые квалифицируются на стандартизации металлической продукции.
Чаще всего, страны Европы и Америка не наносят на наружную поверхность химический состав, а стальные разновидности характеризуются буквами и цифрами. Однако для расшифровки этой аббревиатуры потребуется привлечение справочников или другой литературы.
Для коррозионностойких сталей в Европе и Америке часто используют систему маркировки AISI. Она предусматривает наличие трех цифр, одной или нескольких букв. Первая цифра в маркировке металла обозначает класс стали. Следующие две цифры соответствуют порядковому номеру сплава в группе. Значение букв, используемых в маркировке стальных сплавов:
- содержание углерода менее 0,03%;
- содержание Св пределах 0,03-0,08%;
- сплав содержит азот;
- малоуглеродистые стали, содержащие азот;
- высокая концентрация серы и фосфора;
- содержится селен, B – кремний, Cu – медь.
В США могут применяться и другие системы маркировки. В Европе существует система, во многом похожая на российскую систему маркировки. Содержание углерода указывается в сотых процента. Отличия заключаются в том, что сначала идет перечисление легирующих элементов, а затем в том же порядке следует их процентное содержание, лигатуры указываются в соответствии с таблицей Менделеева. Если какой-то элемент присутствует в количестве более 5%, то перед маркировкой ставится буква X. Например: X5CrNi18-10. В этой стали содержится 0,05% углерода, 18% хрома и 10% никеля.
Таблица обозначений легированных сталей в разных системах маркировки
| Стандарт США ASTM A240 | Европейские стандарты EN10088-2 и EN 10095 | Российский стандарт ГОСТ 5632-2014 | Химический состав, % | ||||
| C max | Cr | Ni | Mo | Ti | |||
| Аустенитный класс | |||||||
| Коррозионностойкие | |||||||
| AISI304 | 1.4301 | 12Х18Н9 | 0,07 | 17-19 | 8-10 | ||
| AISI 304DDQ | 1.4301 | 08Х18Н10 | 0,07 | 17-19 | 9-10 | ||
| AISI 304L | 1.4307 | 04Х18Н10 | 0,03 | 18-19 | 8-10 | ||
| AISI 316 | 1.4401 | 03Х17Н14М2 | 0,03 | 16,5-18,5 | 10-13 | 2-2,5 | |
| AISI 316L | 1.4432 | 03Х17Н14М3 | 0,03 | 16,5-18,5 | 10,5-13 | 2,5-3 | |
| AISI 316Ti | 1.4571 | 08Х17Н13М2Т | 0,08 | 16,5-18,5 | 10,5-13,5 | 2-2,5 | 5*C-0,7 |
| AISI 321 | 1.4541 | 12Х18Н10Т | 0,08 | 17-19 | 9-12 | 5*C-0,7 | |
| Жаростойкие и жаропрочные | |||||||
| AISI 309S | 1.4833 | 20Х23Н13 | 0,15 | 22-24 | 12-14 | ||
| AISI 310 S | 1.4845 | 20Х23Н18 | 0,10 | 24-26 | 19-22 | ||
| Ферритный класс | |||||||
| Коррозионностойкие стальные сплавы | |||||||
| AISI 410S | 1.4000 | 08Х13 | 0,08 | 12-14 | |||
| AISI 430 | 1.4016 | 12Х18 | 0,12 | 16-18 | |||
| AISI 430Ti | 1.4510 | 08Х17Т | 0,08 | 16-18 | До 0,8 | ||
| AISI 409 | 1.4512 | 08Х13 | 0,08 | 0,5-11,75 | |||
| Мартенситный класс | |||||||
| Коррозионностойкие стальные сплавы | |||||||
| AISI 410 | 1.4006 | 12Х13 | 0,08-0,15 | 11,5-13,5 | |||
| AISI 420L | 1.4021 | 20Х13 | 0,16-0,25 | 12-14 | |||
| AISI 420 | 1.4028 | 30Х13 | 0,26-0,35 | 12-14 | |||
| AISI 420 | 1.4031 | 40Х13 | 0,36-0,42 | 12,5-14,5 | |||
| AISI 420 | 1.4034 | 45х13 | 0,43-0,5 | 12,5-14,5 | |||
Популярные виды в пунктах приема
Самые популярные цветные металлы в пунктах приема:
- алюминий;
- медь;
- латунь;
- цинковые сплавы (например, ЦАМ);
- бронза;
- никель;
- свинец;
- титан;
- олово;
- вольфрам.
Если хотите узнать, что сдавать выгоднее, то читайте данную статью.