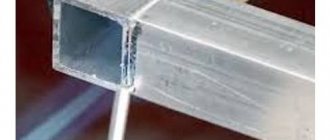
Soldering, as a technology for creating permanent connections of metal products, has an ancient history. And today, despite the leading position of welding processes, soldering of steel, aluminum, copper, and many other metals and alloys continues to be successfully used in various branches of technology.
The process of soldering metal alloys of different compositions has its own characteristics. This is due to the different melting points and chemical composition of the alloys. Soldering does not apply to some grades of steel.
The essence of soldering technology
Soldering is the joining of metal parts using solder, which is a lower-melting metal that, when molten, wets the surfaces being connected.
Thus, the soldering process is associated with heating and occurs at a temperature exceeding the melting point of the solder, but not reaching the melting temperature of the metal being connected.
During the soldering process, the joined parts of the base metal do not change shape, since they themselves are not subject to melting.
The strength of the joint created is determined by the mechanical properties of the solder solder. When steel parts are soldered to each other, the connection is always inferior in strength to the base material.
The main obstacle to creating solder joints is the oxide that forms on the surface of any metal. The oxide layer does not allow the molten solder to evenly wet the surface of the part, so the metal must first be cleaned.
To protect surfaces from oxidation during the soldering process, special substances are used - fluxes. Different fluxes are used to join different materials. For example, in order to solder stainless steel, borax is used. Rosin and soldering acid can be used as fluxes for steel.
The main process that accompanies the creation of a solder joint is the heating of the workpieces. Depending on the mass of the parts being soldered and the type of solder used, heating can be carried out in the following ways:
- soldering iron;
- gas burner;
- high-frequency inductor;
- in special ovens.
For example, small-diameter wire can be easily heated with a regular soldering iron; when soldering steel pipes, you will need a gas torch, but a massive workpiece will have to be placed in a furnace.
Soldering of non-ferrous metals
Products made of non-ferrous metals require precise fitting. That is why they are often soldered rather than boiled. Let's study certain types of non-ferrous metals and their bonding using soldering.
Always secure both workpieces using a vice, clamps or other fasteners. Especially if you are working with large parts. Vibrations or shifts during soldering can warp the seam and the solder can drip. This will make the joint brittle and, over time, cracks or fistulas may form on it.
Soldering copper
Copper is a fairly common metal in everyday life. Water pipes, electrical cables, electronic components - they are all partially or completely made of copper.
There are mainly two methods for soldering copper:
- High temperature (working temperature about 600 ˚С);
- Low temperature (working temperature up to 450 ˚C).
In this article, we are considering soldering at home, so we will take low-temperature technology.
To solder copper you will need:
- Solder. It is mainly made from alloys of tin (95-97%) with copper, antimony, bismuth, silver, and selenium. Silver-containing solders have the best properties. Three-component types, which include tin, copper and silver, are also widely used. The use of tin-lead solders in production is limited due to the harmfulness of lead. At home, you should also protect your lungs from lead fumes. Use an active hood.
- Flux for soldering copper (activated, acidic, non-acidic, anti-corrosion).
- Gas-burner.
Large industries and factories often use solder paste. Most often it contains: flux, small particles of solder and special additives.
Let's look at the step-by-step technology for soldering two copper elements:
- Flux is applied to both parts. They cover the joint and the area where solder will be applied.
- Solder is placed at the joint. This can be tin wire or a special paste.
- The resulting compound is heated using a gas burner. Solder is distributed over the joint, as well as partially over the area near the solder.
- The resulting workpiece is left to cool. At this moment, you cannot twist or bend the resulting part. The joint must be completely cool before the solder can fully harden.
- Remaining flux is removed using an abrasive brush.
Low alloy
Low alloy carbon steel is one of the iron alloys that is most easily soldered.
This is explained by the fact that a relatively weak film of oxides forms on the surface of steels of this type, which is easily removed by using conventional fluxes.
The process of soldering ferrous metals can take place at a relatively low temperature, not exceeding 450 ℃ in the case of using soft and low-melting lead-tin solders.
To obtain a solder joint with greater hardness and mechanical strength, harder refractory solders, for example copper-based, should be used. This soldering is carried out at temperatures up to 750 ℃.
Safety precautions
Soldering iron with tin is an unsafe process. Therefore, precautions must be strictly observed. Protective gloves are put on your hands, and a stand must be installed under the soldering iron so that the heated tip does not touch the table and available materials. And the procedure itself must be carried out carefully.
Despite the apparent simplicity of the soldering operation, it is actually a serious procedure. And you need to treat it with great attention. Something was missed, they were even applied incorrectly, and we can assume that the quality of the joint has dropped sharply. Therefore, it is important to approach each stage responsibly, especially when it comes to cleaning two joined iron products.
Constructive
This type of steel is characterized by the presence of chromium, used as an alloying additive. Thanks to chromium, steel acquires the necessary mechanical characteristics.
However, the presence of this alloying component significantly complicates the soldering process, since a fairly strong and difficult to destroy oxide film is formed on the surface of structural steels.
You can solder steel with the addition of chromium using an active flux containing acids. In addition, to obtain a high-quality result, special devices are used that create a protective atmosphere in the soldering area.
In addition, the steel surface prepared for soldering is coated with a layer of powder containing metal components. This protective layer prevents oxidation of the steel surface and burnout of alloying elements during heating.
Brazed joints on alloy steels are made using hard solders containing copper, silver or nickel.
How to work at home correctly?
Soldering stainless steel is considered a rather complex process, so work at home should be approached with special attention. Most solders, with the exception of tin, require a soldering iron of at least 100 watts .
Do not forget about preparing the surface for soldering. This procedure begins with mechanical processing of the plane and ending with its tinning.
The use of active fluxes requires special attention - after completion of work, it is necessary to rinse the connection with running water.
Instrumental
Tool steel has very high hardness. However, types of tool steel that do not contain tungsten change their mechanical properties when heated to 200 ℃ or more, significantly losing strength.
These types of steel cannot be soldered. To eliminate this drawback, tool steels that are subject to heating during operation are produced with tungsten additives. Such steel can be heated up to 600 ℃ without losing valuable mechanical properties.
Tool steel can be soldered using nickel-based or ferroalloy solder. Heating of workpieces is usually carried out using the induction method. In this case, fluxes containing boron and fluorine are used.
Flux preparation
When soldering stainless steel, you should be very careful about choosing a ready-made flux or the recipe for making it yourself. The classic flux composition, which can be prepared at home, includes the following components:
- borax (70%);
- boric acid (20%);
- calcium fluoride (10%).
For soldering small-sized products, you can prepare a flux that will consist only of borax and boric acid mixed in equal proportions. Having mixed the components of the flux in dry form, it must be diluted with water and treated with the resulting solution at the site of the future connection.
Sequence of operations
The process of soldering steel parts begins with thoroughly cleaning the workpieces from dirt, rust and traces of oil. To do this, use sandpaper, a file, or a steel brush. Rusty parts can be treated with a rust converter based on phosphoric acid. Fatty stains are removed with a solvent or alkaline solution.
After cleaning and degreasing, a layer of flux is applied to the surface of the parts. If tin is used as solder, the parts are pre-tinned. Tinning is the uniform wetting of a surface with molten tin.
After this, the parts are assembled and securely fixed in the position in which they should be after connection.
Next, the parts are heated in a suitable manner. Heating is carried out to a temperature slightly higher than the melting point of the solder used, which must be placed in the joint area.
When melted, it flows into the gap between the parts, forming a connection. After the solder has cooled and crystallized, the seam is cleaned and traces of flux are removed.
Which metals are most strongly soldered to each other?
Unlike welding, in soldering the main indicator of the quality of the finished product is not the grade of steel or metal, but the choice of solder, as well as the technology for forming the solder seam itself. So the question here is rather about which metal, which solder sticks best to which metal. Of course, the closer in composition and density the solder and metal are, the better the adhesion will be. In the end, it all comes down to choosing the right solder for each individual case.
You also need to ensure that when connecting two metals, no electric couples are formed. Otherwise, the connection will rust and collapse from the slightest moisture. So a compatibility table for connecting non-ferrous metals with each other would be appropriate here.
The letter “A” in the compatibility table means “limitedly permissible in atmospheric conditions.”
Here are some more simple tips :
- Choose solders that are more refractory.
- Carefully clean the joints of fastened parts. Apply sandpaper not only to the seam itself, but also 0.5 - 2 cm near the joint on the metal surface.
- Tin and overlap seal. Thus, you increase the total area of fastening two or more parts.
Safety precautions when soldering steel at home
Often, neglect of basic rules for working with electrical or flammable appliances leads to loss of health or damage to property.
I strongly recommend following safety precautions when soldering:
- Keep the soldering iron on a metal pad or a special holder that takes the heated tip of the tool away from the plane of the table.
- Turn off the soldering iron from the mains immediately after finishing work.
- Check the quality of the connection of the gas cylinder to the burner itself. Avoid gas leaks.
- Work in a well-ventilated area.
- Do not leave the burner on if you have already finished working.
- Remove any flammable substances from the work area.
- Do not touch the heated seam with your bare hands. You may get burned.
- Do not touch the solder with your fingers to check the strength of the seam.
By following these measures, you can avoid injuries and also keep your property intact. Solder with pleasure and knowledge!
Source