For a novice welder, choosing an electrode can be a problem: there are more than two hundred brands with different properties, purposes and characteristics. Moreover, about 100 brands are suitable for manual arc welding with inverter machines. It’s impossible to talk about everyone, and to begin with, it’s not necessary. Let’s just briefly describe the main types and which electrodes for inverter welding are most suitable for beginners. We will also talk about what diameter to take and what current to set for welding metal of different thicknesses.
How much do stainless steel electrodes cost?
Electrodes for stainless steel
buy: prices from 178 rubles, reviews, manufacturers, search and model catalog
Interesting materials:
How to remove car sealant? How to remove white from brick? How to remove white plaque in the kitchen? How to remove white deposits from black tiles? How to remove white residue from a sink? How to remove black deposits from stainless steel? How do I turn off duplex printing by default? How to remove double-sided printing in PDF? How to disable double-sided printing in Word by default? How do I remove duplex printing manually?
Welding with UONI electrodes 13 55
Question:
I read in the literature that UONI 13 55 are good welding electrodes, so I decided to buy them and burn them, try them in practice, is it true? In reality, everything did not go as planned in theory. Please explain, when welding with reverse polarity, you have to add more current. But the SSSI still sticks, and the arc breaks. After several attempts, you light the arc again, move a dozen or two millimeters and the electrode goes out again. I just don’t understand how this “miracle” works, maybe I need to add more current? The weld metal is of good quality, there is little slag debris. What am I doing wrong?
| Read the article on the website: ESAB OK Electrodes |
Answer:
If you are just starting to weld with manual arc welding, then these electrodes are not very suitable for learning. Working with an SSSI requires some skill. Try to cook MP-3 or ANO-21 first, as soon as they start to come out, only then switch to UONI 13 55 for critical structures. Here are a few nuances that can help you: • Some manufacturers may simply produce low-quality electrodes. You need to purchase and cook with electrodes from different manufacturers, then you yourself will understand which one to give preference to. Even in the same package, one electrode can cook normally, while the other is defective, not to mention different packages! • Be sure to dry the electrodes before work or, in extreme cases, calcinate them (read the article on this topic) • It may also be that the output current of your inverter may differ from that shown by the indicator or the smooth adjustment knob. Measure the welding current de facto using a clamp. • Try welding without lifting, pressing into the coating and maintaining a minimum arc.
- Cook at an angle backwards, in this case the slag will fall on the already welded area
- In conditions of low mains voltage or voltage drops, a cheap Chinese device will not be welded with electrodes with basic coating. The problem can be solved: a) by connecting a choke to the circuit;
b) buy a professional welder
c) find a good electrical network.
- Do not forget also that UONI 13 55 was created for welding highly critical loaded metal structures that are assembled in the workshop. Therefore, careful preliminary preparation of the surface of steel workpieces is required for them. They do not tolerate dirt, corrosion, or moisture.
- There is no need to provide a lot of welding current. What is good for a rutile electrode cannot be used for a basic electrode. Forcing the process will reduce the quality of the seam.
If the current is too high, it is difficult to control the weld pool, metal evaporation is intense, and there is a large amount of spatter. Warping increases due to high thermal influence. When welding the ceiling and passing vertical seams, metal will flow out of the bath.
Focus on the following modes when welding with a three-millimeter electrode, depending on the position:
a) lower 80-100A
b) vertical 60-80A
c) ceiling 70-90A
For electrodes at the Losinoostrovsky plant, the current should be slightly lower than that indicated above.
PS UONI 13 55 can be taken with you to the store before purchasing an inverter to test it.
You need to burn the electrode without completely disconnecting the arc by connecting the inverter to a 30 m extension cord with a cross section of 1.5 sq. mm. If the arc does not go out and the electrode does not stick to the metal, then the welder is of high quality.
• Burn the main electrodes more and over time you will succeed!
Question:
I'm new to welding, but inquisitive. I just can’t understand why the SSSI does not recommend cooking with straight polarity? On the Internet, in instructions and video tutorials it is said directly - do not cook. But, I recently came across a video that clearly showed that there is no difference when welding UONII 13/55 in direct and reverse polarity. The quality of the seams is the same in the first and second cases, both during visual inspection of unstripped seams, and after cleaning with a grinder with a “hairy” circle. So, somehow I don’t believe all these writers. And the question is actually the following:
Explain the physics of the process, please, as a justification for the impossibility of cooking at straight polarity with UONI electrodes.
Answer:
In fact, the phrase “Welding with UONI 13/55 electrodes is carried out using DC current of reverse polarity” was not invented by those who like to “post” something like that on the Internet. This is the manufacturer's recommendation, which you can find on the relevant websites or, upon purchase, read on the packaging box.
What happens to the de facto SSSI when welding with straight polarity?
Initial conditions: the electrodes are calcined, everything is as expected.
Result: The arc goes out for no reason at first glance. It lights up only when touching slag that has not yet hardened. There is no other way to light it.
The electrode sticks and the flux coating is difficult to melt. The arc goes out because the electrode rod burns out a couple of millimeters inside the unmelted coating.
That is, there is not enough temperature to melt the coating, and there is no protection for the weld pool.
When welding with reverse polarity, everything is different.
The physics of the process will de jure be explained to you in detail, perhaps by process engineers involved in electrode production... Here we will briefly outline our vision of the process from a theoretical point of view.
In order to understand what prevents you from welding with UUSI electrodes at straight polarity, you need to know how the choice of polarity affects the welding process.
.If we observe the reverse polarity recommended by the manufacturer, we get a “plus” sign on the electrode, and a “minus” sign on the product. But the specificity of the physical processes lies precisely in the fact that when welding with reverse polarity, an anode spot is formed on the electrode, and a cathode spot is formed on the product. Accordingly, the flow of electrons is directed from the cathode to the anode and the electrode heats up more. A temperature arises sufficient for the normal welding process to proceed. What is not observed under normal conditions when welding with direct polarity.
The use of universal electrodes avoids this problem.
Purpose of welding electrodes
Products are used for:
- connections of metal structure elements from a standard range;
- welding water or gas steel pipes;
- restoration of defects (sealing cracks or cavities formed during casting);
- air-arc cutting (for example, cutting large body parts or removing casting profits);
- repair of parts subject to mechanical stress (followed by mechanical treatment of surfaces).
Features of use
Before welding, the electrodes must be calcined for an hour at a temperature of 350°C. Other features include:
- Welding is performed outdoors or in well-ventilated areas. This is due to the release of volatile fluoride compounds that are harmful to health.
- The surfaces of the parts to be welded must be cleaned of scale, dirt, traces of rust, and moisture must be removed.
- It is not recommended to lengthen the arc - this disrupts the stability of its combustion and can cause the formation of pores in the metal.
Using alternating current for welding is possible, but is also not recommended due to the risks of unstable arc burning.
Purpose and marking of the product
UONI welding electrodes allow you to create metal structures and steel products that:
- consist of thick-walled parts and elements;
- operated at low temperatures;
- designed for constant increased loads.
In other words, welding is used when forming high-strength joints, as well as when it is necessary to correct defects in parts formed during the casting process. For this reason, the consumables in question are designed for highly qualified craftsmen, while novice welders are recommended to use other, simpler analogues.
If we talk about marking according to GOST, then the decoding of the designation of the electrode UONI E40A-UONI-13/45 SM-3.5UD GOST9467/60 indicates the following parameters.
- E – welding electrode.
- 40 – connection tensile strength in kgf/sq.mm.
- A – viscosity and plasticity of the seam.
- UONI is a product brand that stands for “universal coating of a scientific institute.”
- 13/45 – modification of the welded electrode.
- SM-3.5 – welding wire with a diameter of 3.5 millimeters.
- D – in the design the coating is made in a thick layer.
- U - used for welding carbon steel parts.
Note that, in addition to the letter “U”, the marking of UONI electrodes may include the letters “V”, “L” and “T” (high-alloy, alloy and heat-resistant steel), as well as “H” (indicates the model for surfacing and repair) . In addition, in place of the letter “D” you can find the letters “C” and “M”, which mean that the coating is of medium thickness or thin.
Welding process
To connect two cast iron parts, they need to be folded on a workbench or welding table; it is advisable to fix them with clamps, clamps, or special devices to reduce the likelihood of deformation. If you need to weld a crack, it is not necessary to fasten the elements. There are two ways to weld cast iron using a coated electrode and an inverter.
Hot method with preheating
It is difficult to fully comply with welding technology at home due to the need to heat the parts to high temperatures. The principle of the method is described in GOST 30430-96:
- Assembling the product using tacks.
- The elements to be welded are heated to 400-600 degrees.
- Welding is carried out by thoroughly mixing the molten metal . It is important not to interrupt the process before the graphite has burned out in the weld pool. At the end, you need to move the electrode beyond the joint and interrupt the welding on the base metal.
- After this, the part is heated again and allowed to cool slowly..
To control the temperature regime, thermal pencils are used that melt at certain temperatures (marks are placed on cast iron) or portable pyrometers. To allow the product to cool slowly, it is placed in sand.
If you need to weld cast iron at home, you can heat the parts using a gas cutter or torch.
Cold method without heating
The universal method is suitable for use in field conditions - in the garage or at the dacha. But to carry out welding it is necessary to use appropriate electrodes. The essence of the process:
- After preparation, the parts are placed on a workbench and, if necessary, secured.
- You need to make several tacks and let the material cool . Check product dimensions.
- Cook in small sections, avoiding overheating . After cooling, the slag must be removed and treated with a brush until it has a metallic shine.
If defects appear - cracks, fistulas, pores - you need to remove them using a cleaning wheel. Weld again.
Rutile coated electrodes
ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
The prefix SVEL means a Russian manufacturer using Swedish technology. In Russia there are representative offices of the Swedish company ESAB itself, which independently sells the products of the world-famous Swedish concern.
Rutile-cellulose coating. Also used for low alloy steels. And for galvanized sheets. Welding occurs at a lower current strength than other rutile electrodes. This allows you to cook thin-walled products and parts. High stability of the welding arc and easy ignition allow even inexperienced welders to obtain a high-quality seam. For comparison, only experienced welders can handle OK 48 and OK 53, working on a short arc.
An advantage over the main electrodes is the possibility of high-quality welding in places where it is difficult to clean the welding edges. In turn, in critical cases, preference is given to the main electrodes.
Another plus is the ability to work with heavily contaminated and rusty metal, without preliminary cleaning. The slag is easily separated, leaving an excellent seam. No metal splashing.
Calcination before starting work is required for an hour, but a temperature of 70-950 is sufficient.
Due to the ease of ignition (and re-ignition), it is recommended for welding with short seams, tack welding, and with arc breaks.
The main advantage is the best price/quality ratio, although the price is higher than others with rutile coating.
Note: the price also depends on the size of the package, for example, the price indicated in the table is 225 rubles for a kilogram package and 199 for a 5.3 kg package.
Reviews
- There is no consensus on which production is better - Leningrad or Tyumen. Some people think – Belarusian;
- Among other shortcomings, the high price is very rarely noted;
- The ease of ignition and work on rusty iron are often noted;
- high-quality steel inside;
- noticeably better than mp 3;
- do not go out during work;
- re-ignition is also easy.
Lincoln Electric Omnia 46
Lincoln Electric Omnia 46
Brand of Lincoln Electric - an American company. On the Russian market you can find products with this brand in a wide price range: from 170 to 305 rubles/kg.
Like Swedish products, it is good for beginners - easy ignition, even cheap inverters do not require a lightening function. It is performed by an ionizing coating on the end.
But more importantly, the arc requires almost no control. Also low sparks, low spatter - no stripping required for great looking seams. Easy slag separation, which allows you to weld steel with a surface of any degree of purity. Also rutile-cellulose coating.
Due to the high strength of the deposited metal, they are even used to weld pipelines under pressure.
The downside compared to ESAB-SVEL OK 46.00 is lower resistance to dampness.
Reviews:
- marked with a plus price;
- the rest is basically the same as about ESAB-SVEL OK 46.00.
OZS-12 (SpetsElektrod, Moscow)
OZS-12 (SpetsElektrod, Moscow)
Domestic products. The coating is rutile.
Special properties:
• possibility of an extended arc; • welding on an oxidized surface; • ability to operate at extremely low currents.
Pros:
- high-quality seam, accessible to a not very experienced welder
- price.
Minuses:
- mandatory cleaning of the welding area;
- very sensitive to dampness - mandatory calcination for an hour (150-1800).
Resanta MP-3
Resanta MP-3 electrode
Type MP-3 is the most common type of electrode in the country.
In terms of quality they are close to ESAB-SVEL OK 46.00. But there are many manufacturers; knowledge of them and careful selection in the store are required. Generally the authority is low. But with the Resanta brand, the model is successful.
There are practically no differences from the Swedish model, except for greater sensitivity to dampness.
How to choose an electrode for an inverter
When selecting suitable electrodes, one should take into account the performance characteristics of the equipment and the features of the assortment from which the welded structure will be assembled. A novice master can use reference books or get advice from experienced colleagues. The performance of welding work, the quality and durability of the seams depend on the correct choice.
By purpose
At the initial stage, you should clarify the characteristics of the inverter, which can be equipped with a rectifier to produce constant voltage. There are combined type electrodes designed for both alternating and direct current. Manufacturers indicate the permissible connection polarity; there are requirements for the minimum open circuit voltage.
You should also take into account the compliance of the inverter in terms of output power. If the characteristics are insufficient, the arc will not light up or will be weak or intermittent.
By coating material
Products with a basic coating make it possible to obtain a weld with high resistance to intergranular corrosion, but the electrodes are demanding on the qualifications of the welder and the quality of preparation of the workpieces. For domestic use, rutile coating is more suitable, allowing welding of rusty or contaminated parts. An acid coating is suitable for welding structures made of low-carbon steels, but with a multilayer joint the metal may become saturated with slag. When acidic coating burns, toxic smoke is released, so forced ventilation is required.
Rutile coating allows welding of rusty parts.
According to the material of the parts
When selecting, you should take into account the chemical composition of the material of the products being welded:
- to connect parts made of carbon and low-alloy structural steels, products with a core made of metal with a standard carbon content are used;
- for welding alloyed electrodes, special electrodes are required (the brand depends on the content of additives in the metal and the operating conditions of the structure);
- to restore the surface, products with rods made of steel with a high content of alloying elements are required;
- For welding cast iron bodies, special electrodes are used (for example, OZCH-2).
Other criteria
When choosing, you must take into account the price of the product, which depends on the manufacturer or the weight of the package. You should not purchase electrodes with a large supply, since the coating quickly becomes saturated with water and loses efficiency. Some manufacturers recommend calcining the rods before use, regardless of storage conditions. You should also take into account the permissible positions of the electrode when carrying out welding work.
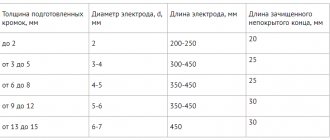
When selecting sheet thickness, you should consider:
- for parts up to 2 mm thick, products with a diameter of no more than 3 mm are suitable;
- if the parameter increases to 3 mm, a product with a cross-section of up to 3 mm will be required;
- for thick-walled workpieces with a thickness of up to 10–12 mm, you will need an electrode with a diameter of 5 mm.
When choosing electrodes, take into account the weight of the package.
Preparing materials for welding
The electrodes must be thoroughly dried. If in production conditions special ovens are used for this, then at home you can leave the electrodes in a regular oven for several (3-4) hours, setting the maximum temperature.
Most often, cast iron is used to make cast parts - elements of cars and machine tools. Bursting elements must be pre-treated:
- Wash off dirt and oil.
- Dry.
- Use a grinder to cut the edges to remove graphite from the surfaces.
- Sharp edges should be dulled with a grinding wheel to prevent stress from occurring during welding.
Before starting, it is recommended to degrease the surfaces with acetone.
Calcination before use
The electrode coating has a porous structure. In a damp room, it absorbs moisture and the consumable becomes unusable. Its coating crumbles and burns worse; the molten metal does not receive the necessary protection from oxidation.
For this reason, before cooking, the electrodes are subjected to the so-called. calcination.
This is heating in a special oven with controlled temperature and duration. Consumables are placed in forms that ensure a comprehensive and uniform supply of heat.
The manufacturer indicates the procedure parameters on the packaging and in the product description on the official website.
For SSSI electrodes they are:
- temperature: +250…+300˚С;
- time: 4 hours;
- multiplicity: no more than 3 times.
The heated electrodes are placed in a special sealed case with heat-insulated walls. You can make it yourself from a medium-diameter plastic pipe.
UONI coating does not contain organic components, so the temperature during calcination can be increased to 400˚C.
Outside the pencil case, the electrode remains dry for 8 hours. If it is not used up during this time, the procedure should be repeated, but no more than 3 times. Otherwise, the coating will crack and fall off.