Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Сколько стоит электроды для нержавейки?
Электроды по нержавейке
купить: цены от 178 рублей, отзывы, производители, поиск и каталог моделей
Интересные материалы:
Как убрать автомобильный герметик? Как убрать белизну с кирпича? Как убрать белый налет на кухне? Как убрать белый налет с черного кафеля? Как убрать белый налет с мойки? Как убрать черный налет с нержавейки? Как убрать двустороннюю печать по умолчанию? Как убрать двустороннюю печать в PDF? Как убрать двустороннюю печать в ворде по умолчанию? Как убрать двустороннюю печать вручную?
Сварка электродами УОНИ 13 55
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
| Читайте на сайте статью: Электроды ESAB OK |
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций. Вот несколько нюансов, которые могут вам помочь: • Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках! • Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему) • Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки. Измерьте сварочный ток де-факто при помощи клещей. • Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг. Увеличиваются коробления в следствии высокого термического влияния. При сварке потолка и прохождении вертикальных швов металл будет вытекать из ванны.
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
Назначение сварочных электродов
Изделия используются для:
- соединения элементов металлоконструкций из стандартного сортамента;
- сварки водопроводных или газовых стальных труб;
- восстановления дефектов (заделка трещин или каверн, образующихся при литье);
- воздушно–дуговой резки (например, разделки крупных корпусных деталей или удаления литейных прибылей);
- ремонта деталей, подвергающихся механическим нагрузкам (с последующей механической обработкой поверхностей).
Особенности использования
Перед сваркой электроды необходимо прокалить в течение часа при температуре 350°С. В числе других особенностей:
- Сварка выполняется на воздухе или в хорошо проветриваемых помещениях. Это обусловлено выделением вредных для здоровья летучих фтористых соединений.
- Поверхности свариваемых деталей должны быть очищены от окалины, грязи, следов ржавчины, влага должна быть удалена.
- Удлинять дугу не рекомендуется – это нарушает стабильность ее горения и может вызвать образование пор в металле.
Использование для сварки переменного тока возможно, но также не рекомендуется из-за рисков неустойчивого горения электродуги.
Назначение и маркировка изделия
Сварочные электроды УОНИ позволяют создавать металлоконструкции и изделия из стали, которые:
- состоят из толстостенных деталей и элементов;
- эксплуатируются при низких температурах;
- ориентированы на постоянные повышенные нагрузки.
Другими словами, сварка уонями применяется при формировании высокопрочных соединении, а также при необходимости исправления дефектов деталей, образованных в процессе литья. По этой причине рассматриваемые расходники рассчитаны на мастеров с высокой квалификацией, тогда как начинающим сварщикам рекомендуется использовать иные, более простые аналоги.
Если говорить о маркировке по ГОСТ, то расшифровка обозначения электрода УОНИ Э40А-УОНИ-13/45 СМ-3,5УД ГОСТ9467/60 указывает на следующие параметры.
- Э – сварочный электрод.
- 40 – сопротивление соединения разрыву в кгс/кв.мм.
- А – вязкость и пластичность шва.
- УОНИ – марка изделия, обозначающая «универсальная обмазка научного института».
- 13/45 – модификация сварного электрода.
- СМ-3,5 – сварочная проволока с диаметром 3,5 миллиметра.
- Д – в конструкции обмазка выполнена толстым слоем.
- У – используется для сварки деталей из углеродистой стали.
Отметим, что, помимо литеры «У», в маркировке электродов УОНИ могут быть буквы «В», «Л» и «Т» (высоколегированная, легированная и термостойкая сталь), а также «Н» (указывает модель для наплавки и ремонта). Кроме того, на месте буквы «Д» можно встретить литеры «С» и «М», которые значат, что обмазка средней толщины или же тонкая.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры. Чтобы изделие медленно остыло, его помещают в песок.
При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
- После подготовки детали размещают на верстаке, если нужно – закрепляют.
- Нужно сделать несколько прихваток, дать материалу остыть. Проверить размеры изделия.
- Варить следует небольшими участками, избегая перегрева. Шлак после остывания нужно удалять, обрабатывать корщёткой до металлического блеска.
При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Электроды с рутиловым покрытием
ESAB-SVEL ОК 46.00
ESAB-SVEL ОК 46.00
Приставка SVEL означает российского производителя по шведской технологии. В России есть представительства и самой шведской компании ESAB, самостоятельно продающие продукцию всемирно знаменитого шведского концерна.
Обмазка рутилово-целлюлозная. Применяются также и для низколегированных сталей. И для листов с гальваникой. Сварка происходит при меньшей силе тока, чем у других рутиловых электродов. Что позволяет варить тонкостенные изделия и детали. Высокая стабильность сварочной дуги и лёгкий розжиг позволяют даже неопытным сварщикам получать качественный шов. Для сравнения – с ОК 48 и ОК 53, работающими на короткой дуге, справиться могут только опытные сварщики.
Плюсом перед оснОвными электродами является возможность качественной сварки в местах с затруднённой зачисткой сварочных кромок. В свою очередь в ответственных случаях предпочтение отдаётся основным электродам.
Ещё плюс – возможность работать с сильно загрязнённым и ржавым металлом, без предварительной очистки. Шлак легко отделяется, оставляя отличный шов. Не разбрызгивают металл.
Прокалка перед началом работы требуется в течение часа, но достаточно температуры 70-950.
Благодаря лёгкости поджига (и повторных тоже), рекомендуется для сварки короткими швами, прихватками, с обрывами дуги.
Главный плюс – лучшее отношение цена/качество, хотя цена выше, чем у остальных с рутиловым покрытием.
Замечание: цена зависит и от размера упаковки, так, например, указанная в таблице цена 225 руб – это за килограммовую упаковку и 199 – в упаковке 5,3 кг.
Отзывы
- нет единогласия – какого производства лучше – ленинградского или тюменского. Некоторые считают – белорусского;
- из других недостатков очень редко отмечают высоковатую цену;
- часто отмечают лёгкость поджига, работу по ржавому железу;
- качественная сталь внутри;
- заметно лучше, чем mp 3;
- не гаснут в работе;
- повторный поджиг – также легко.
Lincoln Electric Omnia 46
Lincoln Electric Omnia 46
Бренд Lincoln Electric – американской фирмы. На российском рынке можно встретить продукцию с этим брендом в большом ценовом диапазоне: от 170 до 305 руб/кг.
Как и шведская продукция, хороша для новичков – лёгкий розжиг, даже в дешёвых инверторах не требуется функция его облегчения. Её выполняет ионизирующее покрытие на торце.
Но ещё важнее – дуга почти не требует контроля. Также мало искр, низкая разбрызгиваемость – не требуется зачистка отлично выглядящих швов. Лёгкое отделение шлака,что позволяет варить сталь с поверхностью любой степени чистоты. Также рутило-целлюлозная обмазка.
Из-за высокой прочности наплавленного металла ими даже варят трубопроводы под давлением.
Минус по сравнению с ESAB-SVEL ОК 46.00 – ниже стойкость к отсыреванию.
Отзывы:
- отмечается с плюсом цена;
- остальное – в основном как про ESAB-SVEL ОК 46.00.
ОЗС-12 (СпецЭлектрод, Москва)
ОЗС-12 (СпецЭлектрод, Москва)
Отечественная продукция. Покрытие – рутиловое.
Особые свойства:
• возможность удлинённой дуги; • сварка по окисленной поверхности; • возможность работы на предельно низких токах.
Плюсы:
- качественный шов, доступен не очень опытному сварщику
- цена.
Минусы:
- обязательная зачистка зоны сварки;
- очень чувствительны к отсыреванию – обязательная прокалка в течение часа (150-1800).
Ресанта МР-3
Ресанта МР-3 электрод
Тип MP-3 самый распространённый в стране вид электродов.
В качественном исполнении близки к ESAB-SVEL ОК 46.00. Но производителей много, требуется их знание и тщательный выбор в магазине. В основном авторитет невысокий. Но с брендом Ресанта – модель удачная.
Отличий от шведской модели практически нет, кроме большей чувствительности к отсыреванию.
Как выбирать электрод для инвертора
При подборе подходящих электродов следует учитывать рабочие характеристики оборудования и особенности сортамента, из которого будет собираться сварная конструкция. Начинающий мастер может воспользоваться справочниками либо получить консультацию у опытных коллег. От правильности выбора зависит производительность сварочных работ, качество и долговечность швов.
По назначению
На начальном этапе следует уточнить характеристики инвертора, который может оснащаться выпрямителем для получения постоянного напряжения. Существуют электроды комбинированного типа, рассчитанные как на переменный, так и на постоянный ток. Производители указывают допустимую полярность подключения, имеются требования по минимальному напряжению холостого хода.
Также следует учесть соответствие инвертора по выдаваемой мощности. При недостаточных характеристиках дуга не разгорится или будет слабой либо прерывистой.
По материалу покрытия
Изделия с основным покрытием позволяют получить шов с высокой стойкостью к межкристаллитной коррозии, но электроды требовательны к квалификации сварщика и качеству подготовки заготовок. Для бытового использования больше подходит рутиловая обмазка, допускающая сварку ржавых или загрязненных деталей. Кислое покрытие подойдет для сварки конструкций из малоуглеродистых сталей, но при многослойном соединении возможно насыщение металла шлаком. При сгорании кислой обмазки выделяется ядовитый дым, поэтому требуется организация принудительной вентиляции.
Рутиловая обмазка допускает сварку ржавых деталей.
По материалу деталей
При подборе следует учитывать химический состав материала свариваемых изделий:
- для соединения деталей из углеродистых и слаболегированных конструкционных сталей используют изделия с сердечником из металла со стандартным содержанием углерода;
- для сварки легированных необходимы специальные электроды (марка зависит от содержания присадок в металле и условий эксплуатации конструкции);
- для восстановления поверхности требуются изделия со стержнями из стали с повышенным содержанием легирующих элементов;
- для сварки чугунных корпусов используют специальные электроды (например, ОЗЧ–2).
Другие критерии
При выборе необходимо учитывать цену продукции, которая зависит от изготовителя или веса упаковки. Не следует приобретать электроды с большим запасом, поскольку покрытие быстро насыщается водой и теряет эффективность. Некоторые производители рекомендуют перед использованием проводить прокалку стержней вне зависимости от условий хранения. Также следует учитывать допустимые положения электрода при проведении сварочных работ.
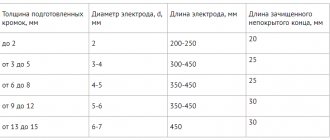
При подборе по толщине листа следует учитывать:
- для деталей толщиной до 2 мм подойдет продукция диаметром не более 3 мм;
- при росте параметра до 3 мм потребуется изделие с сечением до 3 мм;
- для толстостенных заготовок, имеющих толщину до 10–12 мм понадобится электрод диаметром 5 мм.
При выборе электродов учитывают вес упаковки.
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
По этой причине перед тем как варить, электроды подвергают т.н. прокалке.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.