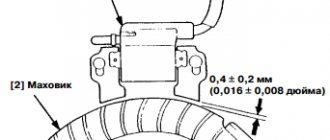
Knife gap on guillotine table
Hydraulically driven guillotine shears ensure smooth movement of the upper cutting knife and, thanks to the presence of additional devices, ensure high cutting accuracy and cannot be overloaded during operation. Such devices include:
- front and back stops for quick sizing;
- hydraulic or mechanical clamps for securely securing the sheet and obtaining a cut without the formation of burrs or bends;
- light illumination of the shadow marking of the cutting line;
- possibility of automation of the technological process.
What will we see if we take a closer look at the cutting process with circular knives? The answer is simple and banal - almost the same.
Setting the gap between cutting edges
An absolutely even cut without burrs or bends on hydraulically driven guillotine shears can only be obtained with a correctly set gap between the knives. If the gap is too small, the metal will have an uneven edge, and if it is large, it will begin to bend during cutting.
Adjustment of the position of the cutting edges must be carried out even on high-quality equipment. It is done using control levers for the lower guide rollers of the scissors. The levers have several fixed positions, of which the uppermost one corresponds to the minimum clearance. When operating with numerical program control, regulation is carried out automatically using two horizontally located hydraulic cylinders.
Landing and connecting bases of scissors N3121
Make sure that the guards of all moving parts of the scissors transmission mechanism (pulleys, belts, gears, mechanisms, shafts), as well as the moving guards of the clamps and knives are present and securely fastened.
In the event of an accident, immediately provide first aid to the victim and, if necessary, arrange for his delivery to a medical facility, maintain the situation as it was at the time of the incident until the investigation of the accident begins, if this does not threaten the life and health of surrounding workers and does not create an emergency situation. Please note that the upper and lower knives do not touch each other, and the gap is so small that there is no need to hold a sheet of paper.
Setting up and operating modes of scissors H3121
The scissors are adjusted to cut strips of a given length by moving the back stop. The distance of the back stop from the cutting edge of the lower knife is determined by the scale of rulers mounted on the back stop slats.
The electrical circuit provides for the possibility of operating the machine in the “Single stroke” and “Automatic stroke” modes. Cutting sheets of the maximum thickness and width specified in the technical characteristics of the scissors is not allowed on automatic strokes, since the power of the installed electric motor is designed to use 30% of the number of strokes of the knife beam.
Cutting tool design
The standard shear control uses the DNC program, which includes parameters such as the degree of inclination of the knife, the length of the cut, the position of the knife for the back gauge, the required distance between the knives and the characteristics of the sheet. Independent clamps reliably fix the material during the cutting process without deforming it.
Self-polished knives. Please note that the upper and lower knives do not touch each other, and the gap is so small that there is no need to hold a sheet of paper.
It is often necessary to cut metal using a guillotine when the owner of a home workshop or a worker at an industrial enterprise is faced with the task of producing large rectilinear parts - triangles, rectangles and strips with sides ranging from several centimeters to several meters.
The bed is the base unit on which all other scissor units are attached. The bed is a welded structure consisting of two racks connected to each other by channels.
Where to buy a hydraulic guillotine
If you need a good and inexpensive hydraulic guillotine for cutting metal, you can find it in the catalog. The company offers different categories of this equipment, including:
- budget models like Stalex HQ01-1.6x2500B (price from 527,150 rubles, sheet thickness up to 1.6 mm, cut length up to 2500 mm);
- industrial automated installations, such as Stalex THS 2030x4 (cost from 1,136,200 rubles, workpiece thickness up to 4 mm, cut length up to 2030 mm);
- industrial CNC machines, for example, Stalex QC11K-4x3200 (price from 2,857,400 rubles, sheet thickness up to 4 mm, cutting length up to 3200 mm).
Return to list
Main characteristics of a manual guillotine for cutting metal
For each metal thickness, it is necessary to establish an appropriate gap between the direction of the cutting knives. It can be installed manually or using automation. The fastest setting is possible with hydraulic guillotines with program control. The technological cutting process with a horizontal position of the upper blade includes two stages. At first the metal is actually cut, but at the end of the procedure it breaks. A well-tuned machine provides at least 90% of the cutting stage and no more than 10% of breaking. In this case, the cut edge will be smooth and will not require additional mechanical processing.
The width of the gap between the edges of the knives should be optimal. This distance can be neither too large nor too small. All knives undergo mandatory adjustment. Only if the cutting edges are maximally aligned in a row is it possible to obtain a high-quality sheet cut.
The most common models of hydraulically driven mechanisms are designed for cold cutting of metal sheets up to 25 mm thick with a feed width of no more than 1.5 m.
Later (in the twenties and thirties of the nineteenth century) the need arose to make metal products. The consumers were steam locomotives. It was for them that it was necessary to cut metal plates into identical sizes. There was no rolled metal yet; in the forge shops, strips and small sheets of metal came out from under the hammer.
A manual metal guillotine allows you to cut relatively small workpieces; the cutting width rarely exceeds 1200...1500 mm. In this case, the thickness of the cut parts depends on the material used for manufacturing. The bed is the base unit on which all other scissor units are attached. The bed is a welded structure consisting of two racks connected to each other by channels.
Metal cutting is done in one stroke of the knife along the marking or stop. The scissors are used indoors or outdoors, at ambient temperatures from -25 C to +40 C.
The advantages of hydraulic guillotine shears with a rotating beam are compactness, relative simplicity and low cost.
Guillotine shears have a durable welded body, the rigidity of which allows for high cutting accuracy even under high mechanical loads. Residual internal stresses of the frame material of guillotine shears after its manufacture are removed by partial tempering of the metal.
As a rule, this is only a visualization of the position of the backgauges, a stroke counter and some auxiliary functions.
Please like, this is motivation to shoot more) GUILLOTINE KNIVE GRINDING Grinding Flat grinding Profile grinding Profile ...
With clamps, the sheet is less deformed, it does not bend so that the knives would have to cut more thickness, the cut is more accurate and straight.
Adjusting guillotines for metal
The performance, accuracy and safety of guillotines depends on their timely maintenance, including adjustment of the position of the knives. If the knives are installed incorrectly, instead of cutting, the metal will be “bitten” between them, which will lead to an increase in the share of scrap in the total destruction of the metal. As a result, the cut will be uneven, and part of the metal will be lost in the form of chips both during processing on the guillotine and during the inevitable subsequent finishing of the ends of the workpieces along the cut line.
The most important parameter affecting the quality of the cut is the initial gap between the guillotine knives. If the gap is too small, the metal will experience an uneven force across its cross-section - the layers closer to the knives will work to break, while only the deeper layers of the metal will be cut. If the gap is too large, the initial force in the cutting zone may be insufficient, which can lead to either breaking the knives or breaking the metal along the entire length of the cutting zone. Therefore, when adjusting the gap, you should use the table given in the guillotine operating instructions. For most guillotine models, the approximate recommended gap value is 10% of the thickness of the sheet being cut - that is, when cutting a sheet 2 mm thick, the gap should be about 0.2 mm.
To adjust the gap, a feeler gauge is used, which is usually supplied with the machine, as well as adjusting screws located in the knife mounting area. Some industrial machine models are capable of adjusting automatically according to a given metal thickness. After adjustment, it is important to check that the gap is the same along the entire length of the blades.
Devices for improving cutting quality
Blade guides consist of pre-loaded adequate rollers that run on hardened guides.
The burr makes the product unsafe, increasing the risk of injuring your hands, especially if a stainless steel workpiece was chosen for cutting. To prevent this, it is necessary to follow safety regulations when using guillotine-type scissors. Under no circumstances should you start cutting metal without gloves made of thick fabric or leather stripes. One of the most popular are guillotine shears, which today are available in several versions.
A fairly popular type of hydraulic machines is CNC equipment. Its main advantages are minimal setup time and ease of changing the manufacturing mode of any of a dozen possible types of products, for which you only need to press one button. Due to the fact that all information is stored in the machine’s memory, this task is simplified as much as possible.
Hello. Please tell me the technology and equipment necessary for making knives for metal scissors.
Guillotine shears are a metal-cutting machine that uses the combined action of a sharp blade and high mechanical pressure in its work. Guillotine knives are driven by hydraulic cylinders or mechanical levers, depending on the type of shear.
As a result of the use of these devices and mechanisms on high-tech equipment, it is possible to produce products and workpieces from various grades of steel, of any size and in a wide range of metal thicknesses.
Parameters affecting the quality of guillotine cutting
Cutting a steel sheet on a guillotine occurs as a result of the relative displacement of two strong metal knives in a vertical plane. In this case, the upper knife can be installed parallel to the plane of the sheet being cut or at an angle to it. The second blade arrangement requires less force to do the job. The angle of inclination of the knife to the horizontal is called the cutting angle and is set depending on the thickness and strength of the material being processed.
The second parameter that ensures a high-quality cut is the gap between the knives . This is the horizontal distance between the vertical planes of movement of the cutting edges of the blades. The size of this gap is usually 6-9% of the thickness of the metal being cut and, in addition, depends on its strength, that is, the type of steel or non-ferrous alloy.
General questions about CNC guillotine shears
Often, to stack cut pieces in a stack, guillotine shears are equipped with a rear slider. The safety of the guillotine shears operator is ensured by a protective mesh fence around the cutting area at the front and an optical-electronic system located at the rear of the machine.
It is expressed in twisting the cut workpiece along its axis. Occurs when cutting narrow strips. To eliminate the defect, it is necessary to choose a guillotine with a smaller angle between the blades and reduce the cutting speed.
Hello. Please tell me the technology and equipment necessary for making knives for metal scissors. It is expressed in the deformation of the cut workpiece. To eliminate the defect, it is necessary to monitor the gap and the general condition of the blades.
Features of metal guillotines
Guillotines have the following main advantages over other methods of separating sheet blanks:
- low force due to the simultaneous creation of excess pressure along the entire length of the cutting zone;
- minor loss of metal in the form of shavings;
- absence of severe overheating in the processing zone, which eliminates excessive tempering or hardening of the metal when cutting it.
The most common types of guillotines are:
- manual, in which the source of effort is the physical strength of the operator;
- electromechanical, in which the force is created by an electric motor;
- hydraulic;
- pneumatic, in which the knife moves under the influence of compressed air.
According to the degree of automation, there are manually controlled options, semi-automatic and automatic models, some of which are equipped with CNC.
Drawing of guillotine shears knife N3121-11-402
Prepare the workplace: the floor must be in good condition and not slippery, free from pieces of metal, scraps, and other objects.
And in particular cases, it may turn out that it would be more correct to allow a slight overconsumption of metal material, and, due to this, ensure a reduction in labor intensity and a reduction in the time of working with workpieces. Therefore, during preliminary cutting, you need to additionally take into account: the location of parts in the layout, processing features, as well as the dimensions of the layouts and their total number.
These labor safety instructions have been developed specifically for personnel working with guillotine shears.
Otherwise, the equipment will be overloaded, which will shorten its service life and lead to breakdowns.
When setting the gaps, you must adhere to the following indications - with a sheet thickness of 1; 3÷3; 3÷6.3: 6.3÷12.5, the distance between the blades should be 0.15; 0.35; 0.5. After the procedure, be sure to properly tighten the bolts that create the connection between the table and the lower blade. After a certain amount of plastic deformation, the sheet finally cannot withstand it and the first chips begin to form - from the outer layers of the metal to the inner ones.
When using hydraulic guillotine-type machines, the cutting device creates a pressure exceeding 400 mPa along the entire length of the sheet being cut. The main working element is knives that can move in a straight line thanks to vertical guides or along an arcuate path.
During manufacturing, the tool is subjected to stepwise heat treatment (hardening). It helps increase the toughness of steel while maintaining its high hardness.
Setting up guillotine shears
For high-quality and productive operation of guillotine shears, it is necessary to configure them as accurately as possible. And the most important setting on which the productivity of the machine depends is setting the gap between the knives. If the gap of the working parts is set correctly, the quality of metal cutting will increase significantly. Therefore, it is extremely important, before you buy such an absolutely important machine as guillotine shears, that you familiarize yourself with the rules for adjusting the gaps on the model of the machine you have chosen.
Our article will discuss adjusting gaps on machines such as mechanical guillotine shears and hydraulic guillotine shears from PJSC Dolina.
The gap between the working bodies must be set in a ratio of 1/20-1/30 of the thickness of the metal sheet. The quality of the cut line depends on the correct setting of this indicator, so this indicator must be constantly checked when cutting metal of different thicknesses. The gap is changed by moving the working bodies using a special mechanism. It is important that you should not cut metal whose thickness has a maximum value and whose length is equal to the length of the working parts of this machine model. You should also ensure that when cutting a workpiece of the maximum permissible thickness, the pressure on the metal does not exceed 50 kg/mm2. Working at the maximum permissible values leads to maximum load on the power units of the machine and working parts, and contributes to their rapid wear and reduction of the service life of the machine.
If the strength of the workpiece exceeds 50 kg/mm2, then it is necessary to determine the maximum permissible thickness of the workpiece using a special formula δ X = δ√ 50/σBP, mm, where:
- δ—permissible thickness;
- σВР is the maximum permissible thickness of the workpiece for a certain machine model, as indicated in the documentation;
- 50 - strength of the workpiece.
To set the required gap between the working bodies, it is necessary to adhere to the following ratio: the thickness of the sheet has an indicator of 1, 3/3, 3/6.3, 6.3/12.5 - then the gap between the working bodies of guillotine shears should be respectively - 0.15, 0.35, 0.5.
To set the required gap between the upper and lower knives on guillotines produced by PJSC Kuvandyksky, it is necessary to loosen the bolts pos. 1 and pos. 3, figure 1, which secure the table to the frame. By manually rotating the flywheel according to the arrow indicated on the casing, lower the knife beam down until the table knives and knife beam overlap (10 mm - overlap of the knives).
Move the table forward and set the required gap, then, lowering the knife beam down, measure the gap along the entire length of the knives from left to right. After setting the gap, tighten the bolts. The movement of the table back relative to the knife beam is carried out with bolts in position 2, figure 1. The gaps between the guides and the knife beam are secured with spacers, position 4, figure 1.
Figure 1. Gap adjustment
Make sure that the blades of guillotine shears are always sharp and well sharpened - the quality of cutting and the efficiency of the machine depend on this.
H3121 Guillotine shears for sheet metal processing. Purpose and scope
Guillotine crank shears N3121 were produced in accordance with GOST 6282-64 from 1968 to 1983 and were replaced by a more advanced model NA3121
.
Mechanical guillotine shears N3121 with an inclined knife are designed for cutting sheet metal with a tensile strength (tensile strength) σ BP = 500 MPa (50 kg/mm 2 ). Transverse cutting of sheets up to 12.5 mm thick and up to 2000 mm wide is carried out in one knife stroke. Longitudinal cutting - with a sheet length of more than 2000 mm - is carried out by a series of repeated cuts while moving the sheet along the cutting line.
Main parameters of the N3121 machine:
- The largest dimensions of the metal to be cut are 12.5 x 2000 mm
- Ultimate strength (tensile strength) of metal σ BP, no more than - 500 MPa (50 kg/mm 2)
- Maximum cutting force - 500 kN (50 tf)
- Maximum clamping force - 29 kN (2.9 tf)
- Knife stroke frequency, no less than 40 min -1
- Knife stroke - mm
- The tilt angle of the moving knife is 2°10′
- Drive power - 18.5 kW
- Total vehicle weight - 7 tons
Design features of guillotine shears N 3121
The guillotine frame is welded, made of sheet steel. Two side posts are connected by a table and three ties. The table to which the lower knife is attached has an adjustment to set the required gap.
The N3121 shears are driven by an electric motor through a V-belt drive and a two-stage helical gearbox; the design of the closed helical gearbox ensures a significant reduction in the noise characteristics of the shears. The guillotine knife beam receives reciprocating motion from the crankshaft through the connecting rods. The knife beam is balanced by a spring balancer.
The force on the knife beam from the crankshaft is transmitted by two connecting rods. Scissor clutch with two rotary keys, band brake, intermittent action. The frequency of braking is achieved due to the eccentric location of the pulley relative to the axis of the crankshaft. This braking occurs when the knife beam is in the upper position, which prevents it from running under the influence of inertial forces.
The engagement clutch is rigid with two rotary keys and an electromagnet. The design of the main drive clutch ensures reliable operation of the sheet shears without air, which significantly reduces operating costs.
The material being cut is pressed against the scissors table by a pressure beam, the movement of which is coordinated with the movement of the knife beam.
Mechanical scissors H3121 are equipped with a back stop. For safe work on the scissors, a protective grid is provided.
H3121 guillotine shears can operate on single and automatic strokes. Push-button control from the control panel and from the foot pedal.
The design of the connection of the knife beam with the connecting rods provides for the possibility of increasing the open height of the knives by 20 mm, which is necessary for longitudinal cutting of the sheet.
The sheet being cut is pressed to the table by individual spring-loaded rods.
Cutting can be done either according to the markings or using a back stop.
Scissors can be used in warehouses and workshops of various enterprises where cutting sheet steel is required.
When cutting steel with a tensile strength greater or less than 50 kg/mm 2, to calculate the maximum cutting thickness, use the formula specified in the section “Adjusting the scissors.” In this case, the hardness of the sheet being cut should not exceed 35 Rockwell units on the “C” scale.
Scissors are manufactured with basic parameters in accordance with GOST 6282-64
Adjustment of guillotine shears H3121
The flat tolerance on knives must be no more than 0.1 mm over a length of 100 mm. GOST 25306-82 provides tolerances for a number of other sizes of guillotine knives. Compliance with tolerance is necessary for a perfectly even gap between the knives, which allows:
- achieve high cutting quality,
- reduce knife wear.
In order for the press to work properly and clearly fix the workpiece, it is necessary to adjust it. If the blade and the press are lowered at the same time, everything is in order and you can work safely. If the equipment operates differently, the adjustment must be repeated.
The video does not contain any special information, and was made only to show what this steel “can do”!