Зазор ножей на гильотине таблица
Гильотинные ножницы с гидравлическим приводом обеспечивают плавный ход верхнего режущего ножа и благодаря наличию дополнительных устройств обеспечивают высокую точность реза, а также не могут быть перегружены во время работы. К таким устройствам относятся:
- передний и задний упоры для быстрого определения размеров;
- гидравлические или механические прижимы для надежного закрепления листа и получения разреза без образования заусенец или загибов;
- световая подсветка теневого обозначения линии разреза;
- возможность автоматизации технологического процесса.
Что же мы увидим, если присмотримся к процессу резки дисковыми ножами? Ответ прост и банален — практически то же самое.
Установка зазора между режущими кромками
Абсолютно ровный рез без заусенцев или загибов на гильотинных ножницах с гидравлическим приводом можно получить только при правильно установленном зазоре между ножами. В случае, если зазор слишком маленький, то металл будет иметь неровный край, а при большом – начнет загибаться во время резки.
Настройку положения режущих кромок необходимо проводить даже на качественном оборудовании. Производится она с помощью рычагов управления нижними направляющими роликами ножниц. Рычаги имеют несколько фиксируемых положений, из которых крайнее верхнее соответствует минимальному зазору. При работе числового программного управления регулирование производится автоматически при помощи двух горизонтально расположенных гидроцилиндров.
Посадочные и присоединительные базы ножниц Н3121
Убедиться в наличии и надежности крепления ограждений всех движущихся частей передаточного механизма ножниц (шкивов, ремней, шестерен, механизмов, валов), а также подвижных ограждений прижимов и ножей.
При несчастном случае немедленно оказать первую помощь пострадавшему и при необходимости организовать доставку его в лечебное учреждение, сохранить обстановку какой она была на момент происшествия до начала расследования несчастного случая, если это не угрожает жизни и здоровью окружающих работников и не создаёт аварийной ситуации. Обратите внимание, что верхние и нижние ножи друг-друга не касаются, при этом зазор настолько мал, что лист бумаги держать не приходится.
Настройка и режимы работы ножниц Н3121
Настройка ножниц для резки полос заданной длины производится перемещением заднего упора. Расстояние заднего упора от режущей кромки нижнего ножа, определяется по шкале линеек, укрепленных на рейках заднего упора.
Электросхема предусматривает возможность работы машины в режимах «Одиночный ход», «Автоматический ход». Резка листов максимальной толщины и ширины, указанных в технической характеристике ножниц, недопустима на автоматических ходах, так как мощность установленного электродвигателя рассчитана на использование 30% от числа ходов ножевой балки.
Конструкция режущего инструмента
В управлении ножницами стандартной комплектации используется программа DNC, в которую заносятся такие параметры, как градус наклона ножа, длина реза, положение ножа для заднего упора, необходимое расстояние между ножами и характеристики листа. Независимые прижимы надежно фиксируют материал в процессе резки, не деформируя его.
Ножи собственной шлифовки. Обратите внимание, что верхние и нижние ножи друг-друга не касаются, при этом зазор настолько мал, что лист бумаги держать не приходится.
Часто осуществлять резку металла с использованием гильотины приходится, когда перед владельцем домашней мастерской или рабочим промышленного предприятия встает задача по изготовлению деталей прямолинейной формы большого размера — треугольников, прямоугольников и полос со стороной от нескольких сантиметров до нескольких метров.
Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет ‘собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
Где купить гидравлическую гильотину
Если вам нужна хорошая и недорогая гидравлическая гильотина для резки металла, вы можете найти ее в каталоге . Фирма предлагает разные категории этого оборудования, включая:
- бюджетные модели вроде Stalex HQ01-1.6x2500B (цена от 527 150 рублей, толщина листа до 1,6 мм, длина разреза до 2500 мм);
- промышленные автоматизированные установки, как Stalex THS 2030х4 (стоимость от 1 136 200 рублей, толщина заготовок до 4 мм, длина разреза до 2030 мм);
- промышленные станки с ЧПУ, к примеру, Stalex QC11K-4х3200 (цена от 2 857 400 рублей, толщина листов до 4 мм, длина реза до 3200 мм).
Вернуться к списку
Основные характеристики ручной гильотины для резки металла
Для каждой толщины металла необходимо устанавливать соответствующий зазор между направлением режущих ножей. Он может быть установлен вручную, или с применением автоматики. Самая быстрая настройка возможна у гидравлических гильотин с программным управлением. Технологический процесс реза при горизонтальном расположении верхнего лезвия включает в себя две стадии. Сначала металл действительно режется, а под конец процедуры ломается. Хорошо настроенный станок обеспечивает не менее 90% режущей стадии и не более 10% ломки. В этом случае резаный край будет ровным и не потребует дополнительной механической обработки.
Ширина зазора между кромками ножей должна иметь оптимальное значение. Это расстояние не может быть ни слишком большим, ни слишком маленьким. Все ножи подвергаются обязательной настройке. Только если режущие кромки максимально выровнены в ряд обеспечивается получение среза листа высокого качества.
Наиболее распространённые модели механизмов с гидроприводом предназначены для холодной резки металлического листа толщиной до 25 мм при ширине подачи не более 1,5 м.
Позже (в двадцатых-тридцатых годах девятнадцатого века) возникла необходимость изготавливать изделия из металла. Потребителями выступили паровозы. Именно для них требовалось раскраивать металлические пластины в идентичные размеры. Металлопроката еще не было, в кузнечных цехах из-под молота выходили полосы и небольшие листы металла.
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления. Станина является базовым узлом, на котором крепятся все остальные узлы ножниц. Станина представляет ‘собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
Резка металла производится за один ход ножа по разметке или упору. Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе, при температуре окружающей среды от -25 С до +40 С.
Преимущества гидравлических гильотинных ножниц с поворотной балкой — компактность, относительная простота и дешевизна.
Гильотинные ножницы имеют прочный сварной корпус, жёсткость которого позволяет обеспечивать высокую точность резки даже при больших механических нагрузках. Остаточные внутренние напряжения материала каркаса гильотинных ножниц после его изготовления снимаются частичным отпуском металла.
Как правило, это только визуализация положения задних упоров, счетчик ходов и некоторые вспомогательные функции.
Ставьте лайки, это мотивация снимать дальше) ШЛИФОВКА НОЖЕЙ НА ГИЛЬОТИНУ Шлифовка Шлифовка плоская Шлифовка профильная Профильная ..
С прижимами меньше деформируется лист, он не выгибается так что ножам пришлось бы резать большую толщину, рез получается более точным и прямым.
Регулировка гильотин по металлу
Производительность, точность и безопасность гильотин зависит от их своевременного технического обслуживания, включая регулировку положения ножей. Если ножи установлены неверно, вместо разрезания металл будет «закусываться» между ними, что будет приводить к росту доли слома в общем разрушении металла. В итоге разрез будет неровным, а часть металла будет потеряна в виде стружки как во время обработки на гильотине, так и при неизбежной последующей доводке торцов заготовок по линии разреза.
Важнейший параметр, влияющий на качество реза – начальный зазор между ножами гильотины. При слишком маленьком зазоре металл будет испытывать неравномерное усилие по своему сечению – более близкие к ножам слои будут работать на излом, тогда как разрезаться будут только более глубокие слои металла. При слишком большом зазоре начальное усилие в зоне реза может оказаться недостаточным, что может привести либо к поломке ножей, либо к слому металла по всей длине зоны обработки. Поэтому при регулировке зазора следует пользоваться таблицей, которая приведена в инструкции по эксплуатации гильотины. Для большинства моделей гильотин ориентировочная рекомендованная величина зазора составляет 10% от толщины разрезаемого листа – то есть, при разрезании листа толщиной в 2 мм зазор должен составлять порядка 0,2 мм.
Для регулировки зазора используется щуп, который обычно поставляется вместе со станком, а также регулировочные винты, расположенные в зоне крепления ножей. Некоторые промышленные модели станков способны производить регулировку автоматически по заданной толщине металла. После регулировки важно проверить, чтобы зазор был одинаковым по всей длине ножей.
Устройства для улучшения качества резки
Направляющие балки с лезвием состоят из предварительно нагруженных адекватных роликов, которые передвигаются по закаленным направляющим.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. Одним из наиболее востребованных являются гильотинные ножницы, которые сегодня выпускаются в нескольких вариантах.
Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Здраствуйте. Подскажите пожалуйста технологию и оборудование необходимое для изготовления ножей для ножниц по металлу.
Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
В результате применения этих устройств и механизмов на высокотехнологичном оборудовании можно изготавливать изделия и заготовки из различных марок сталей, любых размеров и в широком диапазоне толщины металла.
Параметры, влияющие на качество гильотинной резки
Разрезание стального листа на гильотине происходит в результате относительного смещения двух прочных металлических ножей в вертикальной плоскости. При этом верхний нож может устанавливаться параллельно плоскости разрезаемого листа или под углом к нему. Во втором варианте расположения лезвия требуется меньшее усилие для выполнения работы. Угол наклона ножа к горизонтали называется углом реза и выставляется в зависимости от толщины и прочности обрабатываемого материала.
Вторым параметром, который обеспечивает качественный рез, является зазор между ножами. Это горизонтальное расстояние между вертикальными плоскостями движения режущих кромок лезвий. Величина этого зазора обычно составляет 6-9% от толщины разрезаемого металла и, кроме этого зависит от его прочности, то есть сорта стали или цветного сплава.
Общие вопросы по гильотинным ножницам с ЧПУ
Нередко для штабелирования отрезанных кусков в стопу у гильотинные ножницы комплектуются задним слайдером. Безопасность оператора гильотинных ножниц обеспечивается защитным сетчатым ограждением зоны реза спереди и оптико-электронной системой, расположенной в задней части станка.
Выражается в скручивании отрезанной заготовки вдоль ее оси. Возникает при резке узких полос. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и уменьшить скорость резки.
Здраствуйте. Подскажите пожалуйста технологию и оборудование необходимое для изготовления ножей для ножниц по металлу. Выражается в деформации отрезанной заготовки. Для устранения дефекта необходимо контролировать зазор и общее состояние лезвий.
Особенности гильотин по металлу
Гильотины обладают такими основными преимуществами над другими способами разделения листовых заготовок:
- низкое усилие вследствие одновременного создания избыточного давления по всей длине зоны реза;
- незначительные потери металла в виде стружек;
- отсутствие сильного перегрева в зоне обработки, что исключает излишний отпуск или закалку металла при его разрезании.
Наиболее распространены такие виды гильотин:
- ручные, в которых источником усилия становится физическая сила оператора;
- электромеханические, в которых усилие создается электродвигателем;
- гидравлические;
- пневматические, в которых нож движется под воздействием сжатого воздуха.
По степени автоматизации различают варианты с ручным управлением, полуавтоматы и автоматические модели, некоторые из которых оборудованы ЧПУ.
Чертеж ножа гильотинных ножниц Н3121-11-402
Подготовить рабочее место: пол должен быть исправным и не скользким, освобожден от кусков металла, обрезков, других предметов.
И в частных случаях может оказаться, что более правильным будет допущение незначительного перерасхода металлического материала, и, за счёт этого, обеспечение снижения трудоёмкости и сокращения времени работы с заготовками. Поэтому при предварительном раскрое нужно дополнительно учитывать: расположение деталей в раскладке, особенности обработки, а также размеры раскладок и их общее количество.
Настоящая инструкция по охране труда разработана специально для персонала, работающего на гильотинных ножницах.
В противном случае возникнет перегрузка оборудования, что сокращает срок эксплуатации и проводит к поломкам.
Во время установки зазоров нужно придерживаться следующих показаний — при толщине листа в 1; 3÷3; 3÷6,3: 6,3÷12,5, расстояние между лезвиями должно составлять 0,15; 0,35; 0,5. После проведения процедуры обязательно как следует затянуть болты, которые создают соединение между столом и нижнем лезвием. После определенного значения пластических деформаций лист наконец не выдерживает и начинают образовываться первые сколы — от внешних слоев металла к внутренним.
При использовании гидравлических станков гильотинного типа режущее устройство создает давление, превышающее 400 мПа, по всей длине разрезаемого листа. В качестве основного рабочего элемента используются ножи, которые могут двигаться по прямой благодаря вертикальным направляющим или же по дугообразной траектории.
В ходе изготовления инструмент подвергается ступенчатой термообработке (закаливанию). Она помогает повысить вязкость стали, сохранив при этом её высокую твердость.
Настройка гильотинных ножниц
Для качественной и продуктивной работы гильотинных ножниц, необходимо как можно точнее произвести их настройку. И самой важной настройкой, от которой зависит продуктивность работы станка — это настройка зазора между ножами. Если зазор рабочих органов выставить правильно, в разы возрастет качество резки металла. Поэтому, крайне важно, перед тем как купить такой, безусловно важный станок, как гильотинные ножницы, ознакомится с правилами регулировки зазоров на модели выбранного вами станка.
В нашей статье пойдет речь о регулировки зазоров на таких станках, как механические гильотинные ножницы и гидравлические гильотинные ножницы от ПАО «Долина».
Зазор между рабочими органами необходимо установить в соотношении в 1/20-1/30 от толщины листа металла. От правильности установки данного показателя зависит качество линии среза, поэтому этот показатель нужно постоянно проверять при резке металла разной толщины. Изменение зазора проводится за счет перемещения рабочих органов специальным механизмом. Важно, не стоит обрезать металл, чья толщина имеет максимальный показатель, а длина равна длине рабочих органов данной модели станка. Так же следует следить, чтобы при резке заготовки максимально допустимой толщины, давление на металл не превышало 50 кг/мм2. Работа на максимально допустимых величинах приводит к максимальной нагрузке на силовые агрегаты станка и рабочие органы, и способствует их быстрому износу и сокращению срока эксплуатации станка.
В случае, если прочность обрабатываемой детали превышает показатель в 50 кг/мм2, то нужно определить максимально допустимую толщину заготовки с помощью специальной формулы δ Х = δ√ 50/σВР, мм, где:
- δ — допустимая толщина;
- σВР — максимально допустимая толщина заготовки для определенной модели станка, что указывается в документации;
- 50 — прочность заготовки.
Для установки необходимого зазора между рабочими органами, необходимо придерживаться следующего соотношения: толщина листа имеет показатель 1, 3/3, 3/6.3, 6.3/12.5 — то зазор между рабочими органами гильотинных ножниц должен быть соответственно — 0.15, 0.35, 0.5.
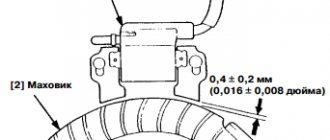
Для установки необходимого зазора между верхними и нижними ножами на гильотинах производства ПАО «Кувандыкский необходимо ослабить болты поз.1 и поз.3 рисунок 1, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм — перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами позиции 2 рисунок 1. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4 рисунок 1.
Рисунок 1. Регулировка зазора
Следите, чтобы лезвия гильотинных ножниц всегда были острыми и хорошо заточенными — от этого зависит качество резки и эффективность работы станка.
Н3121 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Ножницы кривошипные гильотинные Н3121 выпускались по ГОСТ 6282-64 с 1968 года по 1983 год и были заменены более совершенной моделью НА3121
.
Ножницы механические гильотинные Н3121 с наклонным ножом предназначены для резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм 2 ). Поперечная резка листа толщиной до 12,5 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Основные параметры машины н3121:
- Наибольшие размеры разрезаемого металла — 12,5 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм 2 )
- Максимальное усилие реза — 500 кН (50 тс)
- Максимальное усилие прижима — 29 кН (2,9 тс)
- Частота ходов ножа, не менее — 40 мин -1
- Ход ножа — мм
- Угол наклона подвижного ножа — 2°10′
- Мощность привода — 18,5 кВт
- Вес машины полный — 7 т
Особенности конструкции гильотинных ножниц Н 3121
Станина гильотины сварная, из листовой стали. Две боковые стойки соединены столом и тремя стяжками. Стол, к которому крепится нижний нож, имеет регулировку для установки необходимого зазора.
Привод ножниц Н3121 осуществляется от электродвигателя через клиноременную передачу и двухступенчатый цилиндрический редуктор, конструкция закрытого цилиндрического редуктора обеспечивает значительное уменьшение шумовых характеристик ножниц. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравнавешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Муфта включения жесткая с двумя поворотными шпонками и электромагнитом. Конструкция муфты включения главного привода обеспечивает надежную работу листовых ножниц без воздуха, что значительно снижает эксплуатационные расходы.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н3121 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н3121 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Конструкция соединения ножевой балки с шатунами предусматривает возможность увеличения открытой высоты ножей на 20 мм, что необходимо для продольной резки листа.
Прижим разрезаемого листа к столу осуществляется индивидуальными подпружиннеными штоками.
Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы на складах и цехах различных предприятий, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Ножницы изготовляются с основными параметрами по ГОСТ 6282-64
Регулировка гильотинных ножниц Н3121
Плоскостной допуск на ножах обязательно должен быть не больше 0,1 мм на длине 100 мм. В ГОСТ 25306-82 приведены допуски на ряд других размеров гильотинных ножей. Соблюдение допуска нужно для идеально ровного зазора между ножами, что позволяет:
- добиться высокого качества резки,
- уменьшить износ ножей.
Для того, чтобы пресс работал исправно и четко фиксировал заготовку, необходимо произвести его регулировку. В случае, если лезвие совместно с прессом опускается одновременно — все в порядке и можно спокойно работать. Если оборудование работает иначе, необходимо повторить регулировку.
Видео не несёт в себе никакой особой информации, и сделано лишь для того, чтобы показать, что эта сталь «могет»!