Spread the love
What is face milling? Imagine milling with the side of an end mill. The general term for this is “peripheral milling.” What if we cut strictly along the bottom? Technically this is face milling, although we usually only call it that when an end mill is used.
If you are using a CNC router, a very common operation is "Spoilboard Surfacing", and although most CAMs call the cutters used for Spoilboard Surfacing "Spoilboard Cutters", this is just another form of face milling.
Let's start by choosing the best type of end mill for your needs. Main parameters of Face Mills:
- Their diameter. You will get the best surface quality if the diameter of your end mill is larger than the cutting area. But larger end mills require stronger spindles and don't always fit into tighter spaces.
- Number of Inserts: The more inserts, the faster you can feed the end mill. An end mill with only one insert is called a Fly Cutter. But faster is not always better. Unless you can adjust the individual height of each insert, your multi-insert face mill will not have as smooth a surface as a single Fly Cutter.
- Geometry: This is determined by the shape of the insert as well as how it is held in the face mill.
Let's look at the geometry question more closely.
End mill, 45 or 90 degrees?
45 or 90 degree end mill
First of all, what are we talking about when we talk about 45 or 90 degrees? The answer is pretty obvious from the photo above comparing two Glacern Face Mills. Pay attention to the angle of the cutting edge of the inserts.
Yes! The angle is the angle of that cutting edge: 45 degrees for a left-handed end mill and 90 degrees for a right-handed one. This angle is also called the helix angle of the cutter.
Here are the optimal operating ranges for different geometries:
Optimal operating ranges for different cutter geometries
So which one will give the best results?
Of course, 45 and 90 degree end mills are nice to have if you can afford them, but what are the pros and cons of each?
Pros and cons
Many people believe that a 45 degree end mill is better suited for general purpose face milling. The following arguments support this:
- The cutting forces are better balanced so that the axial and radial forces are approximately equal. Reducing radial forces so they are more balanced with axial forces can not only improve surface quality, but also be more beneficial to spindle bearings.
- Cutting entry and exit behaves better - fewer hits, less tendency to breakout.
- A 45 degree cutting edge is best for difficult cuts.
- Better surface treatment - 45 degrees leave a noticeably nicer finish. Less vibration, balanced forces and better entry geometry are three reasons.
- The chip thinning effect takes effect and results in higher feed rates.
- 45 degree cutters are also generally less prone to vibration.
45 degree end mills also have disadvantages:
- The maximum depth of cut has been reduced due to the helix angle.
- Large housing diameters can cause clearance problems.
- No milling of corners or 90 degree shoulders
- May cause chipping or burrs on the exit side of the cutter.
- The 90 degree version exerts less lateral (axial) force, about half as much. This can be an advantage when it comes to thin walls, because transferring too much force to the wall can cause the material to vibrate and other problems. This can also be an advantage when it is difficult or impossible to securely hold a part in a fixture.
At the same time, there is also an option for cutters with round inserts (button cutters), it combines some of the advantages of each of the two above, and is also the strongest. So, if you have to deal with dirty materials, with a lot of impurities, such as silicon, this is the best cutter.
Wear-resistant coatings and coolant
There are different opinions regarding the use of coolant in milling.
When using a large-diameter cutter, it is difficult to provide an abundant supply of coolant to the cutting zone, because the cutting zone itself is quite large. Periodic heating and cooling of the insert can lead to thermal cracking and breakage of the insert, and possible damage to the cutter body. Modern tool coatings allow milling without coolant with minimal risk of thermal cracks. Some coatings, such as TiAlN, become harder as the temperature increases.
An important argument for dry milling is that the operator observes chip formation, sees the shape and color of the chips, and this allows him to draw a conclusion about the correct choice of cutting modes. Since materials have different compositions and structures, they react differently to thermal influences. For example, cutting carbon steel at the correct speed will actually produce brown chips. At elevated temperatures, carbon enters into a chemical reaction with oxygen in the air, and the chips acquire a blue color - this is what we see as a result of processing. If the chips are black, the cutting speed must be reduced because the temperature in the cutting zone is too high. Stainless steels have a low thermal conductivity coefficient, and heat transfers poorly into chips. When processing stainless steel at optimal conditions, the chips have a light brownish tint. If the chips turn dark brown, reduce the cutting speed.
To prevent the formation of built-up edges when processing stainless steel, a certain amount of heat is still required, the release of which is achieved by selecting the optimal cutting speed. If the chips are cooled too quickly (this happens when coolant is used), the material of the part sticks to the cutting edge and then comes off, resulting in possible damage to the cutting edge. If the feed is too high, build-up problems can also occur. If the feed is too low, plastic deformation of the workpiece may occur.
The main task when milling without coolant is to select such cutting conditions so that the main part of the heat passes into the chips. But when processing flammable materials such as magnesium, it is better to use coolant and keep a fire extinguisher on hand.
Finally, when machining without coolant, it is important to apply a small amount of lubricant to the insert seating surfaces and screws, but do not be overzealous as this can lead to increased insert installation errors.
End mill. Face milling feeds and speeds
It's easy to calculate feeds and speeds to compare these two face milling solutions using one of our feed and speed calculators.
Here's a typical setup for a 90 degree face mill:
Feeds and speeds for a 90 degree face mill
I selected my machine, material and type of tool to be indexed. I'm modeling a small 2" diameter 4 insert end mill and set the lead angle to 90 degrees. My cutting depth is 1/8 inch.
First I make a 60% wide pass. This will give better quality and easier processing of plates in hard materials than a full width pass. Secondly, I pointed this out to the acronym HSM. This is an HSM for "high speed processing".
I can do this because I will be using a path that goes smoothly into the cut, and I will be bending the end of each pass to avoid a sharp angle and also to avoid coming out of the cut completely. These are the CAM toolpath tricks that can really help you in reducing tool damage, increasing surface quality, and in this case they also allow you to choose higher feed and speed increases.
Now we can test the 45 degree end mill by simply changing the helix angle to 45. Let's assume everything else stays the same, here are the results:
Feeds and speeds for a 45 degree face mill
Wow! Look at the material removal rate:
- 34.2 cubic inches per minute at 90 degrees
- 48.4 cubic inches per minute at 45 degrees
Now we can see why 45 degree models are so popular - that's over 40% more material than a 90 degree cutter removes. It will definitely pay for a new end mill pretty quickly if you use it for very many parts.
Alternatives to 45 degree end mills: octagonal, 75 degree and button cutters
At one time, octagonal end mills fought with 45 degree end mills for supremacy. Octagonal plates have more edges, so you can rotate the plate if one of them is chipped. But tooling costs are typically only about 3 percent of production costs, so the higher efficiency of 45 degrees ultimately won out.
Lately you can get some end mills that use a 45 degree insert that is double sided so we have the best of both worlds as these inserts now have 8 edges like octagonal inserts.
Other alternatives include 75-degree end mills and button cutters (indexable round insert cutters). The main purpose of a 75 degree end mill seems to be to provide slightly more clearance than a 45 degree. This could be your third or fourth choice if you already have 45 and 90 and want more options for tricky cases.
A button cutter (also called a copy cutter or toroidal cutter) uses a round insert and has many advantages of its own. It's hard to name a winner when compared to other end mills.
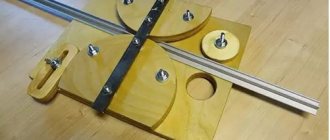
Manufacturing of steel structures. End milling
For cutting blanks of conical reamers with increased accuracy, a special mechanized compass has been developed at the plant. The compass has a console on which four cutters are mounted: two for cutting sheets and two for chamfering.
The cutters move along the console and can be installed at any distance from the center of its rotation, for which a ruler with millimeter divisions is attached to it. The console rotates by a motor through a special gearbox, which allows you to set the required cutting mode.
A mechanized compass makes it possible to obtain parts with a deviation from the nominal value within ±1 mm, and in each series the cut parts are exactly the same. Local deviations from the curve are completely eliminated. In a factory with a significant fleet of planing equipment, gouging is an important factor in processing parts with tight tolerances.
Using gouging, the sheet width is maintained with an accuracy of +1 mm, length +1.5 mm and diagonal +2 mm. In parts with holes drilled along jigs, the cut from the center of the holes to the edge of the sheet is maintained by gouging with an accuracy of +0.5 mm.
Gouging is also used for chamfering curved edges with large radii. An example is the chamfers on the convex edges of sheets of blast furnace casings. Recently, in plant practice, column shoes for industrial buildings, made in the form of grillages made of several beams welded to each other by the edges of the shelves, have been widely used. Before installing them on the milled ends of the columns, such grillages are planed on a portal planing machine both along the plane adjacent to the end of the column and along the plane resting on the foundation. This shoe manufacturing technology makes it possible to install columns on a foundation concreted to the design level.
Milling is used on a large scale at the plant, both on single-sided face milling machines with large faceplates (approximately 1,500 mm in diameter) and on a double-sided machine with small milling heads (about 250 mm in diameter).
One of the milling machines is located in the processing workshop. Here, as a rule, the ends of beams and channels, which are rods or individual branches of racks and columns, are milled. Milling the ends, which at first glance seems optional here, fully justifies itself during assembly, since it ensures the exact length of the rack or column branch (with a tolerance of +2 mm), as well as perpendicularity to the column axis of both the shoe slab and the slab for the crane beam or floor beam. This event also saves a lot of time during assembly, since without the use of milling, the ends of the beams usually have to be additionally trimmed during the assembly process.
Apart from the most rare exceptions, in order to be able to install columns on foundations concreted to the design level (without grout), the soles of the column shoes are milled after final welding. Milling ensures the correct plane of the supporting part of the shoe, the perpendicularity of this plane to the axis of the column with a deviation of no more than !/i5oo, the length of the posts with a tolerance of +2 mm and the distance from the sole of the shoe to its crane shoulder with a tolerance of +5 mm.
Drilling of all mounting holes in columns with milled shoes is carried out after milling, measuring the distance of these holes from the milled surface. Milling is of particular importance during the construction of high-rise structures, where normal force from one section of a column is transferred to another section through direct contact with the ends of the column. In these cases, the entire end of the column must lie in one plane, perpendicular to the axis of the column. A very large amount of milling of this type was performed by the plant in the manufacture of columns for the central part of the main building of the Moscow State University high-rise building.
Additional Face Milling Tips and Techniques
45 degree end mill passing through weld
Interrupted cuts
If the surface you are face milling has a groove or other recessed part, you will have to make several interrupted cuts. If you are dealing with hard material, you can reduce the feed speed to 50%.
Tool Path Ideas
Try working with the toolpath in your CAM. This can improve the quality as well as extend the life of the insert.
Diamond Coated Inserts
Using Wiper inserts can significantly improve surface quality in face milling applications. This is facilitated by high feed rates and shallow depths of cut (0.8 mm or less). PVD coated (diamond) inserts with very sharp edges can also improve surface finish.
Face milling
Result evaluation
To evaluate the performance of face milling, when comparing options, calculate the volume of material removed per unit time while achieving acceptable results in terms of quality. To do this, you need to multiply the width, milling depth and minute feed of the table. The result is a value with the dimension mm3/min.
There are many types of end mills, so choose them carefully. It is best to contact specialists in the field of tools and metalworking technology, then you will not waste time and money in vain.