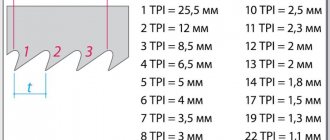
The invention of high-speed steel at the beginning of the twentieth century was a breakthrough in the development of mechanical engineering. The new material influenced the invention of high-speed machines and high-power automatic machines, and also contributed to a sharp jump in productivity in machine shops. Despite the fact that HSS steel has a rather complex composition, it is actively used for the production of tools of increased strength.
What is HSS steel
The abbreviation HSS is derived from the English High Speed Steel - “high-speed steel”. It is used in the production of various tools for working with metal products. For production, the classical method of casting into ingots followed by rolling and forging is used. The powder method is also used - spraying a stream of liquid steel with nitrogen.
HSS alloys belong to the high carbon group, some grades of which contain a certain amount of tungsten. The hardness of tools made from this material corresponds to 62-64 units on the HRC scale.
Products made from high-speed steel have increased strength and are in an affordable price segment.
Legend
The chemical composition of HSS steel grades is not indicated in the marking and is available only in the catalog. But there are symbols for groups of materials that you can focus on when selecting a tool:
- HSS or HSS R. The least resistant material subjected to heat treatment.
- HSS G is a tool ground with Borazon with high durability.
- HSS E is an alloy containing cobalt. Suitable for processing viscous and hard materials.
- HSS G TiN is a tool coated with titanium nitride.
HSS steels are widely used in modern metalworking for tools of various types, primarily due to the optimal combination of price and quality.
Area of application of high-speed steels
The composition of the material determines the application and performance characteristics. Tools made from this metal can withstand long-term use.
HSS steel is used:
- for the production of drills with complex shapes and designs obtained by casting;
- in the production of cutting edges of cutters to increase wear resistance;
- for forming cutting tool tips;
- for the manufacture of cutters, countersinks, taps, dies, knives or saw blades.
Types of HSS steels
HSS steels come in three categories:
- tungsten (T1-T15);
- molybdenum (M1-M36);
- highly alloyed (M41-M62).
Steels belonging to the tungsten group are not popular nowadays due to the high cost of tungsten.
The most commonly used grade is T1 and the alloy with the addition of cobalt and vanadium T15. T15 steel is used to produce tools that are needed to work at high temperatures and increased wear.
Tungsten
The tungsten group is known for four types of steel:
- T1 (analogue - P18). It has high strength, wear resistance and sandability. Used for drills and other tools, which are most often used for processing alloy and carbon steels.
- T2 (analogue - R18F2). In this alloy, the vanadium content reaches 2%. Semi-finish and finishing drills are made from it for processing medium-alloy steels.
- T3 (analogue - R18K5F2). The alloy contains: tungsten – 18%, cobalt – 5%, vanadium – 2%. Tools made from this alloy are distinguished by increased wear resistance and hardness, but have low grindability. Drills are most often used to work with workpieces made of corrosion-resistant, high-strength and heat-resistant alloys.
- T15 (analogue - R12F5K5). Contains: tungsten – 12%, cobalt – 5%, vanadium – 5%. The tools have high strength, wear resistance and toughness. They are mainly used for drilling difficult-to-cut materials.
The tungsten content gives the manufactured tool red resistance, which allows it to maintain the hardness and sharpness of the cutting edge at elevated temperatures.
Molybdenum
The molybdenum group is more widespread. The alloys also contain cobalt and tungsten.
Steels containing components such as carbon and vanadium exhibit resistance to wear during grinding.
Products that maintain increased hardness during operation at high temperatures are made from molybdenum steels grade M41 and higher. Tools with high impact strength at low temperatures are made from molybdenum alloys followed by heat treatment.
- M1. Molybdenum content - 8%. Used for general purpose tools. The drills are flexible and resistant to loads, but the red resistance is significantly lower than that of other brands.
- M2 (analogue - P6M5). Alloy composition: tungsten – 6%, molybdenum – 5%. Endowed with sufficient strength, hardness and heat resistance. During operation, the cutting edges of the tool are preserved longer.
- M3 (analogue - R6M5F3). Contains 3% vanadium. Tools made from this steel have low wear during grinding.
- M7. Components: tungsten – 1.75%, vanadium – 2%, molybdenum – 8.75%. The alloy is used for the manufacture of drills, which are needed for working with thick sheets and hard metals.
- M35 (analogue - R6M5K5). The composition contains 5% cobalt, molybdenum, tungsten, as well as in small quantities silicon, nickel and manganese. The advantage of the alloy is its toughness, good grindability, heat resistance and wear resistance. Drills are used when processing products made of stainless and improved alloy steels under conditions of high heating of the cutting edge.
High alloy
Highly alloyed alloys belong to the molybdenum group. Steels that have undergone special heat treatment are used to produce tools with increased toughness and the ability to operate in cold conditions.
- M74 (analogue - R2AM9K5). The composition includes: molybdenum – 9%, cobalt – 4.7-5.2%. It is characterized by an increased tendency to loss of carbon, overheating during the hardening process and reduced grindability. Tools made from this alloy are used for workpieces made of stainless and improved alloy steels.
- M42. Alloy content: cobalt – 8%, molybdenum – 9.5%. The drills are resistant to abrasion. The tools are used for processing complex and tough metals.
Drill
Good afternoon. In this article we will write about drills, what kind of metal drills there are, their purpose and areas of application, as well as the alloys from which they are made. I’ll tell you right away what niche our company occupies - we sell tools for various purposes, including we import drills from China.
Metal drills come with different types of shanks. The most common of them are: cylindrical shank (tskh) and conical shank (kkh). There are also drills with a triangular shank and a hex shank.
Drills come in several series:
- The middle series with tskh is described in GOST 10902-77.
- A short series with tskh is described in GOST 4010-77.
- A long series with tskh is described in GOST 886-77.
- Particularly long series - they are also called Extra long with tskh described in DIN 1869. - Chinese standard.
If you carefully study these GOSTs, you will notice that they are all united by a reference to GOST 2034 - Technical requirements for drills. In GOST 2034, at the end of paragraph 1.2, the following is written: “At the customer’s request, it is allowed to manufacture drills from alloy steel grade 9ХС according to GOST 5950.” Those. Formally, drills can be made from any alloy.
The most popular are drills made of R6M5 alloy. What is R6M5?
Alloy R6M5 is otherwise called M2 (European name), HSS6542 - Chinese name.
Chemical composition of alloy R6M5 “W: 5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1.75-2.20;"
We often hear not the most flattering reviews about Chinese drills... Why does this happen? and what manufacturers and sellers hide behind this.
I’ll tell you a little about the standards and alloys that you buy and use not rarely, but most often.
The first place in cost in China goes to the HSS4241 alloy. Drills made from this alloy are available in “Black finish - black, not polished”, and they can also be ground (a little more expensive). In addition to the alloy, you can order a Titanium Nitride (TiN) coating - it’s also not that expensive, but the drill gets a marketable appearance for pennies. Another trick is Marking. The Chinese immediately warn that these drills are very cheap and can only be used on wood. However, this does not prevent the Russian importer from ordering the coveted “P6M5” marking. What kind of alloy is this? , the chemical composition of this alloy is “W: 1.50-2.50; Mo:0.60-1.20; Cr:3.80-4.40; V:0.50-0.70;" - which is translated into Russian designation as “Р2М1”. This alloy is very popular on the Russian market.
The second most expensive alloy in China is HSS4341. These drills are made in the same way as HSS4241 - they differ in different chemicals. composition in this case we get “W: 3.50-4.50; Mo:2.50-3.50; Cr:3.80-4.40; V:1.20-1.80;” - which translates into the Russian designation as “R4M3” - in terms of durability, these drills are significantly better than 4241. In terms of cost, they differ significantly from 4241. The buyer believes that these are good Chinese ones.
Third place goes to the alloy HSS9341. These drills are made in the same way as HSS4241 and HSS4341 - they differ in chemical. composition in this case we get “W: 8.50-9.50; Mo:2.70-3.30; Cr:3.80-4.40; V:1.30-1.70;” - which is translated into Russian designation as “Р9М3” - in terms of durability, these drills are almost like R6М5 (HSS6542). And the cost is almost no different from the R6M5. They are in very little demand in the Chinese market.
Fourth place deservedly goes to the alloy HSS6542 - P6M5. The execution is no different from its predecessors. The chemical composition is as follows: “W: 5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1.75-2.20;". They are popular in China, but they are brought to Russia much less than HSS4241 and HSS4341. The cost of these drills is significantly higher. Bringing these drills to Russia and honestly labeling them as R6M5 will be problematic due to the established market and this alloy simply cannot compete on prices.
The fifth place is occupied by the alloy “M35” - R6M5K5 or HSSCo, it is also a drill for stainless steel, it is also called a “cobalt drill”. This alloy has a new element - cobalt. Cobalt increases the heat resistance of the drill and also improves its mechanical properties. The design is slightly different from its predecessors; the Chinese do not coat them with titanium nitride - this makes no sense. The sharpening angle is 135°. Chemical composition “W: 6.00-6.70; Mo:4.70-5.20; Cr:3.80-4.50; V:1.70-2.00; Co:4.50-5.50;" , judging by the chemical composition, you can see that tungsten and molybdenum have a lower content tolerance - this means that the Chinese approach the manufacture of these drills more responsibly and with high quality than other alloys.
The sixth and last place is occupied by the M42 alloy. - R2M10K8. Drills made from this alloy are almost not represented on the Russian market, however, you can notice that Bimetallic Crowns are made from this alloy. Chemical composition “W: 1.15-1.85; Mo:9.00-10.00; Cr:3.50-4.25; V:0.95-1.35; Co:7.75-8.75;".
Chem summary compositions are given in the table
You can buy drills from us: Check out the availability and prices of drills by sending a request to our email address or call our phone number
A reputable supplier of drills should always have a chemical analysis of the drills. It is our custom to do a chemical analysis for each incoming batch and attach the results at the first request of the client.
There are many manufacturers of drills on the market. VIZ, Tulamash, TIZ and many others. We cannot say what alloy they use in the manufacture of drills, since we did not carry out chemical testing. analysis drilled them.
Characteristics of high-speed steels
When listing the characteristics, it is necessary to take into account that the created material is necessary for the operation of cutting devices at high levels of friction that arise during the cutting process. High-speed steels have increased hardness and can be used in work requiring high speeds.
Hot hardness
When using cutting devices during operation, heat is constantly released, and about 80% is spent on heating the tool. The temperature of the cutting edge rises and the material is tempered, which entails a decrease in its hardness. Nevertheless, high-speed steel retains its performance even when heated to 500-600°C.
Red fastness
An indicator that takes into account the time period during which steel can withstand elevated temperatures without changing its performance characteristics. An overestimated friction index leads to heating of the metal, which causes changes in the crystal lattice. As a result, some properties of high-speed steel change significantly.
Fracture Resistance
The material used for the manufacture of cutting tools must have high mechanical properties - resistance to brittle fracture. The high strength of the alloy provides the cutting device with resistance to high force, feed and depth of cut, which in turn leads to increased productivity of the process.
Features of heat treatment
The result of high-temperature processing of high-speed steels is a change in the structure of the material to obtain certain physical and mechanical properties required when working with this tool.
Annealing
HSS steel after the rolling and forging process acquires increased hardness and internal stress. In this regard, the workpieces are preliminarily annealed. Annealing relieves the internal stress of the material, improves machinability and prepares it for hardening.
The annealing process occurs at a temperature of about 850-900°C. However, one should be wary of excessively increasing the temperature and duration of exposure, because this may cause the steel to become more hard. Due to the reduced thermal conductivity of the alloy, heating is carried out slowly and evenly.
The products are loaded into the oven at a temperature of 200-300oC, while subsequent heating is increased at a rate of 150-200o/hour. The process ends with slow cooling: first in an oven to 650 ° C, and then to room temperature in the open air.
To protect against decarburization, annealing is carried out in closed boxes with a neutral environment.
Machine-building plants subject a small number of workpieces to isothermal annealing. They are heated to 880-900oC for a short time, and then transferred to an oven with a temperature not higher than 720-730oC for 2-3 hours. To protect against the appearance of excessive internal stresses, the workpieces are cooled in an oven to 400-450°C and then left in the open air.
Conventional annealing takes longer than the isothermal process. Subsequently, the workpieces undergo mechanical processing, and then the tool undergoes the final heat treatment process - hardening and tempering.
Hardening
Tools made of high-speed steel are hardened at temperatures above 1300°C. After the hardening process, repeated tempering occurs at 550-560°C. This temperature is necessary to dissolve a large number of carbides in the austenite to obtain highly alloyed austenite.
With further cooling, highly alloyed martensite is obtained, which contains large amounts of tungsten, vanadium and chromium. Martensite does not disintegrate when heated to 600°C, which gives high-speed steel red-hardness.
To obtain high red-hardness values, the temperature during hardening must be very high. However, there is a limit, when exceeded, rapid grain growth begins in high-speed steel and melting occurs.
Vacation
Hardened high-speed steel must undergo a tempering process. At a temperature of 550-560°C, a multiple process is carried out at intervals of 1 hour. The purpose of tempering is to transform austenite into martensite. High speed steel goes through two internal processes:
- When heated and subsequently tempered, ground carbide is released from the retained austenite. As a result, the alloying of austenite is reduced, which facilitates easy transformation into martensite.
- During cooling at 100-200°C, martensite is obtained. This also relieves the internal stress that arose during hardening.
Nowadays, factories most often use the process of accelerated tempering of steel, which takes place at elevated temperatures.
Improving the characteristics of products made from HSS steels
To impart hardness to the material, resistance to wear and resistance to corrosion, the surface of the tools is subjected to additional processing. These methods include:
- Nitriding. Saturation of the surface layer with nitrogen is carried out in a gas environment, which consists of 80% nitrogen and 20% ammonia or 100% ammonia. The technological process lasts from 10 to 40 minutes at a temperature of 500-600°C and leads to strengthening of the surface shell.
- Cyanidation. Saturation is carried out in a liquid or gaseous medium consisting of a chemical element - zinc. The high-temperature cyanidation process lasts from 5 to 45 minutes at a temperature of 800-900oC. The low-temperature process occurs at 500-600°C and provides wear resistance and high hardness to the tool.
- Sulfidation. Saturation of the surfaces of steel products with sulfur is carried out at 550-600°C by heating in sulfur-nitrogen salts for 2-3 hours. As a result of the process, the wear resistance of steel products increases.
The essence of chemical-thermal treatment is the penetration of various chemical elements into the atomic crystal lattice of iron when heating steel parts in an environment saturated with the necessary elements.
High-speed alloy steels are intended for the production of metal-cutting tools, which are used when working at high speeds. HSS alloys are distinguished by their ability to maintain wear resistance and resistance to fracture at elevated temperatures. The addition of molybdenum, tungsten, cobalt and vanadium to the steel composition provides red resistance and hot hardness.
Metal drill markings hss
Due to the huge variety of drills available for sale, it is sometimes difficult for the average person to decide on the appropriate option. You should be especially careful when choosing a tool for drilling metal or steel surfaces: mistakes in this case can lead to serious damage. In such situations, experts recommend using HSS metal drills.
What is characteristic of HSS steel
The designation "HSS" refers to the high-speed steel used to make cutting tools. We are primarily talking about drills, cutters, dies and taps. According to its characteristics, this high-carbon material is slightly reminiscent of hard alloys, differing from them in greater strength and low cost. The hardness level here can reach 62-64 units (HRC scale).
There are three main types of this steel:
- Tungsten. The high cost of this component explains the fact that tungsten steels are almost completely unavailable.
- Molybdenum. A more common option that contains vanadium and carbon: this gives it high abrasive resistance.
- Highly alloyed.
If the alloy contains tungsten, this gives it “red-hardness”: thanks to it, the tool continues to remain sharp after reaching the temperature at which the material becomes red-hot (approximately + 530 degrees). Cobalt makes alloys even more red-hard and wear-resistant.
How are domestic products labeled?
The marking of high-speed steel differs only in numerical designations (the letter is the same everywhere - “M”).
The number contains an indication of various characteristics of the material:
- M1. This steel is used to make universal products. It has great flexibility and tolerates mechanical stress well. The level of red fastness here is low.
- M2. This material most often serves as the basis for the production of universal drills. Grade M2 has high red resistance, which allows cutting devices to maintain their functionality for a long time.
- M7. This material is mainly used to produce products of considerable power, which must be not only flexible, but also reliable. Metal drills grade M7 are used for drilling hard surfaces of large thickness.
- M50. Drills made from this alloy are typically used in portable applications, where significant bending of the tool is the most common cause of failure. The level of red fastness here is lower compared to other brands.
- M35. The abbreviation HSSE may also be used to refer to this material. Cobalt is present here in greater quantities, which makes the material more red-resistant compared to M2 steel. There is also the opposite effect - because of this, shock loads are not tolerated so well by instruments.
- M42. The proportion of cobalt here is very significant, which explains another name for the alloy - “supercobalt”. Tools made from M42, along with excellent red resistance, withstand abrasion very well. This type of steel is mainly used to produce tools for working with complex, stubborn materials.
As is commonly referred to in the West
A drill made from a similar material in the West is marked as “HSS”. The presence of additional letter indicators helps to form an idea of the alloying method.
Decoding of the designations accepted in the West:
- HSS(R). The least resistant drills made by roller rolling in high heat mode.
- HSS G. The cutting edge here is ground with Borazon. These are the most popular tools due to their high durability. During drilling, the vibration effect is minimal.
- HSS E. The letter “E” makes it clear that the composition contains cobalt. Drills of this type can make holes in complex materials of high viscosity (M35 alloys are labeled this way on the domestic market). In some cases, the manufacturer may be more precise in specifying the percentage of cobalt (for example, HSS-Co 5 or HSS-Co8).
- HSS G TiN. Titanium nitride is used as sputtering in this case. This allows you to make the surface layer of the tool an order of magnitude harder, while increasing the resistance to heat up to + 600 degrees.
- HSS G TiAIN. An indication of the spraying of drills with titanium nitride, which is additionally alloyed with aluminum. In this way, an increase in the strength of the protective layer by almost 3000 HV is achieved. Heat resistance increases by almost 900 degrees.
- HSS E VAP. Designed for drilling stainless steel substrates: chips practically do not stick here. Failures of products in this series occur extremely rarely, and the holes are of very high quality.
- HSS 4241. Devices marked in this way are used to process wood, plastic and aluminum products.