Various tools and equipment are used to process metal surfaces. Cylindrical grinding machines can be used to work with round parts. They are large in size, but have many advantages - ease of operation, high accuracy, several operating modes. But how does a cylindrical grinding machine work from an engineering point of view? What features do these devices have? And how to choose a machine for a production workshop or factory? These issues will be discussed in the article.
Basic information
A cylindrical grinding machine is a device for automatically grinding metal products. The installation looks like a large table on which additional grinding equipment is installed. The operating principle of cylindrical grinding machines is simple. Using headstocks or a carriage, the metal part to be processed is installed in the working area. After this, the grinding wheel is started and rotates around its axis. The circle approaches the workpiece, which leads to stripping of the metal workpiece.
Using a cylindrical grinding machine, you can process cylindrical, conical and end workpieces, as well as large holes. By design, there are centered and centerless models. For center models, the workpiece is secured using special grooves. In centerless models, the workpiece is fixed in the working area of the machine using a clamping carriage. A cylindrical grinding machine performs the following tasks: abrasive rubbing of the surface of the workpiece, removing an excess layer of metal, eliminating irregularities on the metal surface.
Elements of cylindrical grinding systems
- Desktop. Acts as a base on which all the main elements are attached. The workbench may have small wheels that are used to transport the unit. The work table is made of durable metal alloys, as are other elements of the grinding system.
- Headstock grooves (center models). Used for fastening parts on the desktop. The grooves can rotate around their axis, which allows you to process the workpiece over its entire area + improves the quality of grinding. Some grooves can also move in the longitudinal direction, which allows you to change the position of the part on the work table directly during processing. The head slots can be movable - this allows you to change the angle of the workpiece on the work table. This makes it possible to grind conical workpieces.
- Carriage (centerless models). The carriage is also used for fastening parts on the work table. The main difference from the headstock grooves is that the carriage does not have its own axis of rotation (it can only be moved in the horizontal direction). To process the workpiece from different sides, the workpiece itself is rotated on the carriage.
- Abrasive disc wheel. Located in a perpendicular direction relative to the location of the workpiece on the work table. During operation, it acts as an abrasive with which processing is performed. Abrasive discs come in different shapes. Simple machines have a fixed disk arrangement. The universal cylindrical grinding machine has a movable disc wheel, which makes the installation more versatile.
- Drive unit. Used to move the abrasive wheel while the system is operating. The drive can be mechanical, hydraulic and electric. Large systems are usually equipped with an electric drive, which simplifies the procedure for moving the disk during operation. Small machines have a mechanical or hydraulic drive, which reduces electricity consumption.
- Electric motor. Acts as an energy source that powers all the main elements of the installation (rotating slots-headstocks, abrasive disc-wheel, etc.). If the machine is equipped with an electric drive, then the engine also powers this element. Electric motors usually have a power ranging from 5 to 15 kilowatts, although more powerful units are also available. Modern electric motors usually have additional protective elements to avoid system overheating.
- Cooling system. During processing, serious heating of the workpiece occurs due to friction. To avoid overheating of the workpiece, many modern machines are equipped with a cooling system. It looks like small taps that are installed in the core. The taps are connected to the refrigerant (the refrigerant is usually water). During processing of the part, the valves are activated, which leads to the spraying of coolant in the core.
Specifications
When purchasing a machine, you need to look at the technical specifications. They determine the accuracy of processing. For example, in ZM152 the part is placed in the centers. This method is used in almost all types of models, but there are other options.
The following characteristics are important:
- presence of a rotary table, type;
- function of moving the workpiece horizontally and vertically;
- feeding system (workpieces are fed manually or automatically);
- rough grinding function;
- rigidity of workpiece fastening;
- type of workpiece fastening in the chuck (only for center units).
All characteristics of the unit can be conditionally distributed among the units. Structurally, it is a workpiece fastening unit, a processing center, and a control system.
In addition, you need to take into account the maximum possible dimensions of the part, the permissible weight of the workpiece, the grinding diameter, and the distance from the axis of the headstock to the table. Important parameters include the maximum table displacement, rotation angles and displacement features using a hydraulic control system (important when processing heavy parts).
Features of cylindrical grinding machines
Control is carried out manually using mechanical and hydraulic drives. Also, many modern installations are equipped with a numerical control (CNC) panel, which allows automation of most production processes. This not only simplifies the worker’s task, but also has a beneficial effect on the quality of processing.
To be allowed to install (both with and without a CNC panel), the worker must undergo appropriate training. He must also undergo training regarding workplace safety rules. During operation, a person must be careful not to damage the part and harm his health. Depending on the design, the following types of installations are distinguished:
- Simple machine. In such installations, you can only change the angle of the table on which the main part is fixed, and the grinding disk has a fixed position. This makes it possible to process cone-shaped parts with a small apex angle. The fixed location of the disk impairs the versatility of the system, but significantly reduces its cost. Therefore, in the case of small industries (auto repair shops, home construction), purchasing a simple machine may be a justified decision.
- Universal cylindrical grinding machine. On such systems, both the table and the processing disk can be rotated. This allows you to grind all types of parts (flat, conical, end, variable diameter), as well as individual holes inside workpieces. A universal cylindrical grinding machine is usually equipped with a CNC, which can significantly increase the quality of processing. Such installations are more expensive than simple systems, and they are usually used in industry (mechanical engineering, repair of ships or aircraft, weapons production).
Design and principle of operation
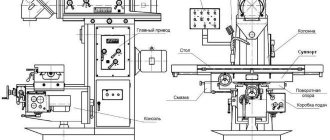
It is easier to understand the operating principle when the key components of the machine are known. These include:
- Fixed stand. The base that holds the rest of the equipment on itself. It has stable legs. Compact models can be equipped with wheels for moving around the workshop.
- The headstock on which the spindle with the grinding wheel is attached.
- Calipers, knives.
- Gearbox.
- Device for changing the position of equipment.
- Vise for holding the workpiece.
- Control Panel.
- Guides along which the table moves.
- Working surface for placing parts.
Types of grinding
Grinding using a cylindrical grinding machine can be carried out by three main methods - plunging, shoulder processing, longitudinal working stroke. Each of the techniques has several additional modifications, so there are many more actual processing scenarios.
Basic processing techniques
- Longitudinal grinding. The workpiece is installed in special grooves, which perform rotational movements during operation. The grooves move at low speed along (the speed is adjusted manually or using CNC). This leads to two effects during operation - the part not only rotates, but also moves along its axis. The polishing wheel is also turned on to perform the grinding. Due to the longitudinal stroke, the part is processed over its entire area, which simplifies its processing. The optimal depth is 0.05-0.1 mm.
- Longitudinal depth grinding. This method repeats the previous technology with one small difference - during operation the depth is from 0.1 to 0.4 millimeters. This allows you not only to clean the surface, but also to cut off the unnecessary layer of metal from the workpiece. Deep processing speeds up cleaning, but it is not suitable for working with soft metal alloys (brass, bronze, aluminum and others).
- Double longitudinal grinding. Two processing disks are installed on the machine equipment, and the processing itself is performed using the longitudinal stroke method. The first disc has a larger grain compared to the second. A small spacer can be installed between the discs to simplify the processing procedure. The meaning of such a system is this: the part is cleaned on the first disk, where the unnecessary layer of metal is cut off. Then it goes to the second disk, where it is polished and final cleaned.
- Plunge grinding. The metal workpiece is mounted in grooves that perform rotational movements during operation. The grooves are static (that is, the part does not make longitudinal movements). For processing, a wide wheel-disc is used, which is much longer than the workpiece itself. Grinding is performed as follows: the part is brought to a rotating wheel, which leads to grinding of the workpiece along its entire length. The technology is suitable for processing shaped or identical parts and solid sheets that do not have small recesses or recesses.
- Shoulder grinding. The technique is a combination of longitudinal and plunge grinding technologies. Shoulder grinding is used to grind long, rough parts that are difficult to process using only one of the standard grinding technologies. The mechanics of the process look like this. The part is mounted in special recesses that rotate it and move it horizontally. For the processing itself, one or more grinding discs are used. During penetration, one of the sections of the part is processed using the plunge-cut grinding method. Then a longitudinal stroke is performed, which makes it possible to process another part of the workpiece. If necessary, stop the machine and replace the abrasive disc (when working with grooves, recesses, holes).
Rough and fine grinding
During rough grinding, a layer of a certain thickness is cut off from the metal surface. The main purpose of roughing is to reduce the size of the part (in an individual fragment or over the entire area).
During finishing processing, polishing is performed, as well as the removal of defects (burrs, cracks, sharp corners). Rough and finishing grinding can be performed on different or on the same machine.
A universal cylindrical grinding machine performs double grinding - the first disc removes excess metal, and the second layer performs final polishing.
Do-it-yourself sheet bender
In order not to spend money on a purchased model, you can assemble a sheet metal bending machine with your own hands. Initially, you need to calculate the dimensions, draw a drawing, prepare consumables and tools.
Do-it-yourself sheet bender
Preparation and equipment
To make a design with your own hands, you need to prepare:
- metal channels;
- corners, depending on the length of the working part;
- door hinges;
- fittings or small diameter pipes for making handles;
- metal sheet, rods to create a frame;
- wooden beam.
Tools you need are a grinder, a welding machine, and a metal brush.
Assembly steps
When making a homemade machine for bending sheet metal with your own hands, you need:
- Draw a design drawing. Indicate dimensions and moving elements.
- Make a frame with stable legs from channels and metal rods. Fasten a sheet of metal to the workbench. Everything is held together with a welding machine. The seams are cleaned with a brush and coated with an anti-corrosion compound.
- Fasten the corners parallel to each other. Connect them with loops. This is a movable element that needs to be fixed to the desktop.
- On one of the corners you need to weld tubes that will act as handles.
Bending machines are used to bend metal sheets at different angles. In order not to buy expensive equipment, you can assemble it yourself. To do this, you need to calculate the dimensions of the sheet bending machine, prepare materials, and carry out assembly.
Do-it-yourself sheet bender. Professional
Main models
- Model 3151. Has manual control, no CNC panel. Can grind all main types of workpieces - hollow, flat, cylindrical, end. Can also be used for processing cone-shaped workpieces with a slight angle of inclination. Model 3151 is not suitable for large factories, but it can be used in small batch production.
- Model 3M151. It is a modification of model 3151. Equipped with automation, which helps control the system both manually and automatically. Model 3M151 can perform all basic types of grinding of rounded workpieces. Can be used in small industries, workshops, large factories and so on.
- Model 3B161. Equipped with hydraulics and automation. Can perform all basic types of grinding (can also perform shoulder grinding). Suitable for serial processing, although if necessary, model 3B161 can be converted for single production.
- Model G25A-35CNC. Has an electronic control mode (CNC). The model is equipped with advanced electronics and can perform complex grinding options in a fully automatic mode. High price, but good technical indicators (strength, reliability, stability, shelf life).
Operating rules
When working with milling-centring equipment, you should control the ease of movement of the table using manual feed.
During operation, you should pay attention to vibration. If it appears and is characterized by strong vibrations, it is recommended to stop the machine and check the reliability of fastening the cutter and workpieces
When working, you should observe safety precautions, since the milling and centering machine is a dangerous piece of equipment.
For rough processing of metal workpieces, highly specialized equipment with a specific set of functions is used. Milling and centering machines are used for industrial production and in small workshops, as well as in home workshops.