Bronze casting allows us to produce products that have exceptional decorative appeal. The technology of casting from this alloy, which is based on copper, has been known for many centuries, but even in our time it continues to be improved.
The appearance of bronze products speaks of the painstaking work of the master, turning faceless metal into a work of art
Density tables for metals and alloys
All metals have certain physical and mechanical properties, which, in fact, determine their specific gravity.
To determine how suitable a particular alloy of ferrous or stainless steel is for production, the specific gravity of rolled metal is calculated. All metal products that have the same volume, but are made from different metals, for example, iron, brass or aluminum, have different mass, which is directly dependent on its volume. In other words, the ratio of the volume of the alloy to its mass—specific density (kg/m3)—is a constant value that will be characteristic of a given substance. The density of the alloy is calculated using a special formula and is directly related to the calculation of the specific gravity of the metal. The specific gravity of a metal is the ratio of the weight of a homogeneous body of this substance to the volume of the metal, i.e. this is density, in reference books it is measured in kg/m3 or g/cm3. From here you can calculate the formula for finding out the weight of a metal. To find this you need to multiply the reference density value by the volume.
The table shows the densities of non-ferrous metals and ferrous iron. The table is divided into groups of metals and alloys, where under each name the grade according to GOST and the corresponding density in g/cm3 are indicated, depending on the melting point. To determine the physical value of specific density in kg/m3, you need to multiply the tabulated value in g/cm3 by 1000. For example, this way you can find out what the density of iron is - 7850 kg/m3.
The most typical ferrous metal is iron. The density value of 7.85 g/cm3 can be considered the specific gravity of iron-based ferrous metal. Ferrous metals in the table include iron, manganese, titanium, nickel, chromium, vanadium, tungsten, molybdenum, and ferrous alloys based on them, for example, stainless steel (density 7.7-8.0 g/cm3), black steel ( density 7.85 g/cm3) is mainly used by manufacturers of metal structures in Ukraine, cast iron (density 7.0-7.3 g/cm3). The remaining metals are considered non-ferrous, as well as alloys based on them. Non-ferrous metals in the table include the following types:
− noble metals (precious) - platinum, gold, silver and semi-precious copper;
− low-melting metals – zinc, tin, lead.
Specific gravity of non-ferrous metals
Table. Specific gravity of metals, properties, metal designations, melting point
When rolling non-ferrous metal blanks, it is also necessary to know exactly their chemical composition, since their physical properties depend on it. For example, if aluminum contains impurities (even within 1%) of silicon or iron, then the plastic characteristics of such a metal will be much worse. Another requirement for hot rolling of non-ferrous metals is extremely precise temperature control of the metal. For example, zinc requires a temperature of strictly 180 degrees when rolling - if it is slightly higher or slightly lower, the capricious metal will sharply lose its ductility. Copper is more “loyal” to temperature (it can be rolled at 850 - 900 degrees), but it requires that the melting furnace must have an oxidizing (with a high oxygen content) atmosphere - otherwise it becomes brittle.
Table of specific gravity of metal alloys
The specific gravity of metals is most often determined in laboratory conditions, but in their pure form they are very rarely used in construction. Alloys of non-ferrous metals and alloys of ferrous metals, which according to their specific gravity are divided into light and heavy, are much more often used.
Light alloys are actively used by modern industry due to their high strength and good high-temperature mechanical properties. The main metals of such alloys are titanium, aluminum, magnesium and beryllium. But alloys based on magnesium and aluminum cannot be used in aggressive environments and at high temperatures.
Stages of artistic bronze casting
In order to perform high-quality casting from a metal such as bronze, it is necessary to adhere to a certain sequence of actions. First of all, you should reflect in the sketch the shape of the product that you plan to cast in bronze. Based on the sketch, which is created by professional artists and designers at modern enterprises, specialists create a drawing that accurately reflects all the dimensions of the future casting. It is the drawing that is the basis for making an accurate model, which is used to produce a casting mold.
To create a model of a product that will subsequently be made from bronze by casting, various materials can be used, in particular:
- Ivory;
- wood (in this case, preference is given to such varieties of this material as pine, alder, beech, linden);
- gypsum;
- various types of polymer materials.
The cavities of the wax model of the future figurine are filled with clay, which will be removed after casting
To make the surface of the model as smooth as possible, it is primed, puttied and covered with several layers of varnish. When making a casting model, not only different materials can be used, but also different design approaches. So, models can be:
- detachable (these are complex structures consisting of several component elements that can be connected to each other along flat or complex surfaces);
- one-piece (monolithic models, the simplest type, most often used for casting at home);
- special (this includes skeletal or molding templates used in cases where it is necessary to make a casting mold for the manufacture of objects with a complex configuration).
The next step after creating an accurate model of the future bronze product is the production of a casting mold. For this purpose, special devices and equipment are used, and the main materials used in this case are molding mixtures created on the basis of clay and carefully cleaned quartz sand.
The longest stage of bronze casting is molding - making a casting mold
In such a technological process as casting, made from bronze and any other metal, the casting mold plays a decisive role. It is into such a mold, the internal cavity of which must exactly repeat the product being cast, that the molten metal is poured, and in it it cools, forming the finished casting. Foundry molds, used both in production and at home, can be single-use or reusable, which is determined not only by the material from which they are made, but also by the features of their design.
To ensure that the compressed and solidified mixture from which the casting mold is made does not collapse at the moment when the molten metal begins to act on it, it is placed in special devices called flasks.
The mold is often made from plywood or wood
The size of such flasks, which can also be disposable or reusable, entirely depends on the geometric parameters of the future product. In flasks, which are usually made of metal, both the creation of the casting mold and the casting itself take place.
An educational video about the advantages and features of artistic bronze casting.
Specific gravity and specific gravity of copper
Of the non-ferrous metals in their pure form, only aluminum and copper are used in construction work and industry. They have excellent characteristics suitable for the typical type of work. However, alloys based on these materials are becoming increasingly popular. One of the alloys of copper is brass. Brass is a multi-component or consisting of only two components copper-based alloy, in which the main element is the alloying component - zinc and additive components such as nickel, tin, manganese, lead, iron and others are rarely used.
Physical and mechanical properties
Alloy L63 is double, the structure is single-phase. Compared to copper, it has higher strength, hardness, ductility, elasticity and corrosion resistance. With increasing zinc content, these indicators increase. The greatest practical value for the crystallization of alloys based on copper and zinc are compounds with a zinc content of up to 50%. This number includes brass L63.
Structure
According to the Cu-Zn phase diagram, depending on the composition (zinc content from 0 to 39%), the material is a single-phase brass consisting of an a-solid solution with an equilibrium structure. This amount of zinc allows the alloy to crystallize in an equilibrium state, forming a face-centered cubic lattice (FCC), which achieves its plastic state. An increase in the zinc content in single-phase brasses is accompanied by an increase in their strength and ductility.
Plastic
The relative elongation of the material in the cold state, which characterizes its plasticity, is 55%. In the annealed state, L63 brass is the least ductile. But in the stage of applying cold deformation, plasticity persists for a long period. Higher plastic characteristics of the alloy are noticed when using soft stress state schemes during the deformation of the material, which is taken into account when predicting the possible destruction of the metal.
Susceptibility to processing
L63 is a single-phase alloy, in the b phase, which reduces the mechanical properties of products, contains a negligible amount of substance, and therefore lends itself well to pressure processing at low temperatures:
- minting;
- rolling;
- bending;
- deep drawing;
- drawing
The processed material requires strict adherence to the cooling regime.
Some alloy parameters
Compared to copper, the thermal conductivity and electrical conductivity of L63 brass due to the high zinc content is lower, and the workability is 2 times higher. The impact strength of the alloy is worse than that of L68, but better than that of multi-component brass.
Characteristics of brass L63:
- electrical resistivity – 0.065;
- impact strength – 14;
- machinability – 40%;
- thermal conductivity – 0.25.
The specific gravity of brass L63 is 8.44 g/cm3. The coefficient of friction with lubrication is 0.012, without lubrication - 0.390. Fluid flow - 65 cm, linear shrinkage - 1.77%. Brinnell hardness – 150-160 MPa.
Strength
Alloy L63 has the greatest strength in the cold state. The shear strength is 240 MPa. According to this indicator, the metal is inferior to brass L59-1. The tensile strength (ultimate strength) of double brass L63 in the state of extreme hardening is 735 MPa. The tensile strength of a hard alloy for rolling is in the range of 680-750 MPa, for a soft alloy - 380-450 MPa.
Melting temperature
The temperature range for thermomechanical and heat treatment of this metal is less than for other double brasses. The melting point of brass L63 is 906°C.
Due to the fact that with an increase in the zinc content in the brass alloy, the melting temperature decreases, in order to avoid burnout of the workpieces and their overheating, the temperature of hot processing is reduced to 750-880, and annealing - to 550-660°C.
At the same hot deformation temperature, brass L63 has the lowest values of deformation resistance. The conditional yield strength of the alloy is 700 MPa.
Temperature conditions for processing double brass grade 63:
- casting – 1060-1100°C;
- hot deformation – 650-850;
- beginning of recrystallization – 350-370;
- complete annealing – 660-670°C.
Corrosion resistance
Brass grade L63 in a cold state is subject to corrosion (seasonal) cracking and dezincification (dissolution in an aqueous environment). After the brass dissolves, due to an exchange reaction, copper precipitates from the solution. The copper film has a spongy appearance and creates a galvanic couple with brass, which accelerates the corrosion process. Dezincification occurs more intensively with increasing temperature of the environment and increasing the speed of water movement.
Causes
The main reasons leading to corrosion cracking of alloy L63:
- unfavorable environment (moisture and oxygen content, traces of ammonia, mercury salts, sulfur dioxide);
- the presence of residual tensile stresses in the metal;
Seasonal phenomena (autumn, spring), when air humidity and, accordingly, the ammonia content in it are increased, are considered especially unfavorable in terms of corrosion.
Internal residual stresses in the workpiece are divided into:
- the first kind (zonal), which are caused by the uneven distribution of deformations during pressure treatment of the material and uneven cooling of the workpiece after heat treatment;
- of the second kind, the causes of which are phase and structural transformations in the alloy.
Anti-cracking measures
To avoid corrosion cracking, use:
- low-temperature annealing of brass to reduce residual stress at 240-300°C;
- creation of compressive residual stresses in the outer layers of the workpieces;
carrying out other production activities aimed at reducing the limit of residual tensile stresses in the metal.
Resistance and instability to corrosion
L63 has increased anti-corrosion resistance in the following conditions:
- air environment;
- dry steam;
- fresh and sedentary sea water;
- dry halogen gas;
- alcohol, freon, antifreeze.
After processing on machines or by cutting, the L63 material loses its resistance to corrosion due to disruption of the crystal structure.
The instability of the alloy to corrosion cracking is observed upon contact:
- with mine waters;
- hydrogen sulfide;
- high pressure;
- fatty acids;
- wet saturated steam;
- oxidizing solutions;
- mineral acids;
- chlorides.
Thin-walled products are most susceptible to corrosion. It is not recommended to use L63 alloy in contact with zinc, aluminum and iron to avoid its accelerated destruction.
Brass weight table
Specific gravity of coke and its weight depending on units of measurement
| Material | Specific gravity (g/cm3) | Cube weight (kg) |
| Casting type brass | From 8.3 to 8.5 | From 8300 to 8500 |
| Casting type brass in ingots | From 8.3 to 8.5 | From 8300 to 8500 |
| Pressure treated brass | From 8.2 to 8.85 | From 8200 to 8850 |
Density tables for some substances
The density table is the first table of values of physical quantities that you become familiar with. In the previous paragraph, you learned how to “create” similar tables - carrying out numerous measurements and subsequent calculations.
You already know that when temperature changes, the volume of bodies changes. As a result, the density also changes. For example, at 0°C and normal atmospheric pressure, the mass of 1 m³ of air is 1.3 kg, and at 100°C, due to thermal expansion, 950 g of air is placed in 1 m³ (see figure). Therefore, in tables with density values, temperature is always indicated (see tables below).
The density of all substances also depends on the pressure exerted on them. For example, at an altitude of 10 km, the atmospheric pressure is much lower than near the ground, as a result of which the mass of 1 m³ of air there is only about 400 grams. The density of solids and liquids is much less dependent on pressure than the density of gases.
The right column of solids contains metals (see table). As you can see, the density of metals is several thousand kilograms per cubic meter. For example, the density of lead is 11300 kg/m³. This value can be written shorter if expressed in other units, for example: 11.3 g/cm³. Let us explain how this “translation” of one unit into another is done:
| 11300 | kg | = | 11300 kg | = | 11300 1000 g | = | 11300000 g | = | 11.3 g | = 11.3 g/cm³ |
| m³ | (100 cm)³ | 100³ cm³ | 1000000 cm³ | 1 cm³ |
The lower table shows the densities of gases and liquefied gases. Notice how significantly the density of the gas and the resulting liquid differs: air, nitrogen and oxygen are denser by approximately 700 times, hydrogen and helium by 800 times. Note: carbon dioxide, when cooled at atmospheric pressure, turns from a gaseous state immediately into a solid, which is why you see a dash in the table.
| Solids: density, kg/m³ (at 20 °C) | ||||
| Dry concrete | 2300 | Aluminum | 2700 | |
| Dry brick | 1800 | Gold | 19000 | |
| Ice, 0°C | 900 | Brass | 8300-8700 | |
| Marble | 2600-2800 | Copper | 8900 | |
| Paraffin | 900 | Tin | 7300 | |
| Cork | 240 | Lead | 11300 | |
| Dry pine | 500 | Silver | 10500 | |
| Window glass | 2500 | Steel | 7700-7900 | |
| Organic glass | 1200 | Cast iron | 7000-7800 | |
| Porcelain | 2300 | Zinc | 7100 | |
| Bulk solids: density, kg/m³ (at 20 °C) | ||||
| Gravel | 1500-1700 | Sand | 1200-1700 | |
| Potato | 660-680 | Coal | 800-850 | |
| Liquid substances: density, kg/m³ (at 20 °C) | ||||
| Acetone | 780 | Cow's milk | 1030 | |
| Petrol | 730 | Fresh honey | 1350 | |
| Fresh water | 1000 | Oil | 730-940 | |
| Sea water | 1030 | Mercury | 13500 | |
| Kerosene | 800 | Ruth, 0°С | 13600 | |
| Machine oil | 910 | Ethanol | 790 | |
| Sunflower oil | 930 | Ethyl ether | 710 | |
| Gases (at 20 °C) and liquefied gases, kg/m³ | ||||||
| Nitrogen | 1,25 | 850 | Helium | 0,18 | 147 | |
| Hydrogen | 0,09 | 72 | Oxygen | 1,43 | 1150 | |
| Air | 1,29 | 861 | Carbon dioxide | 1,98 | – | |
Advantages of brass
Brass has proven itself to be an elastic alloy with high corrosion resistance. Parts made from this material are durable and reliable in use.
Brass is especially valued in the refrigeration and food industries, due to the smooth and efficient operation of equipment made with this material, as well as a significant reduction in costs compared to the use of copper. Brass is also often used in the automotive, shipbuilding and aircraft industries.
If we talk about construction work, then brass is widely used in the production of sanitary products, in engraving work, as well as for finishing facades and furnishing the interiors of buildings.
Among the main advantages, it is also worth highlighting the following:
Application
Brass L63 is used for the manufacture of:
- pipes;
- sheets;
- wires;
- ribbons;
- foil;
- stripes;
- parts produced by deep drawing.
Finished products:
- pressure rollers for pickling work;
- tanks;
- screws;
- car parts;
- radiator tapes;
- zippers;
- fasteners;
- decorative elements of architecture and design;
- shut-off valve units;
- electrodes;
- rivets;
- couplings.
The material is most often used in the production of parts made by deformation with high requirements for corrosion resistance. Brass is used for welding, soldering, and processed on machines. The alloy is used to create church utensils, make costume jewelry, decorate books, and use them for monuments. Due to its similarity to gold, it is used as a counterfeit for making jewelry.
Rolled brass l63
- Rods: hard (diameter 3-12 mm), semi-hard (3-40 mm), soft (3-50 mm), pressed (10-180 mm).
- Circles for mass use.
- General purpose pipes (pressed and cold-formed).
- Boiler pipes.
- Mass-produced wire (conditions - soft, hard, semi-hard), with a diameter of 0.1-12 mm. Used as solder and for rivets.
High-precision L63 wire is used in the form of electrodes for electrical discharge machines. Plates are made from a sheet of this alloy, which become personalized when engraved.
Decorative use
Brass alloy L63, thanks to its beautiful golden-yellow color, is used for the manufacture of artistic products. They are coated with varnish, which gives the item a golden shine. Brass is galvanized - coated with silver, nickel, gold, and tinted in any color.
Brand L63 has the color of 583 gold, which is used in casting to imitate natural gold nuggets. The technology consists of casting a molten composition into cooled water in a large spatial form, not limited by walls. In this case, the casting acquires bizarre, uneven outlines, reminiscent of gold nuggets.
The shapes are obtained due to maximum cooling of the alloy in water at a temperature of 5-10°C. As a result of this process, with a sharp temperature difference, a high rate of crystallization of the outer layers of the casting occurs, deformation occurs, and an uneven surface is formed. In this case, the single-phase structure of the L63 alloy becomes similar to the structure of two-phase brasses, and the hardness of the material increases. Such castings can be used in jewelry design.
Indicators of the specific gravity of other metals
Specific gravity is an indicator that is an integral characteristic of other metals.
The specific gravity of silver is affected by the fineness of the alloy. When other metals (copper, nickel) are added to it, the specific gravity and density are lost. Thus, the density of copper is 8.93 g/cm3, nickel – 8.91 g/cm3. All values are calculated using formulas.
Silver is the same noble metal as gold. Its specific gravity is 10.5 g/cm3. It melts at a temperature of 960 degrees. The main physical characteristics of silver are:
- corrosion resistance;
- low resistance;
- increased light reflectivity.
Despite its natural softness, silver has a high density and specific gravity.
Titanium is a non-ferrous metal of a white-silver hue. It has high strength, although it is light in weight. So, it is 12 times stronger than aluminum and 4 times stronger than copper and iron. In terms of the degree of presence in the earth's crust, titanium is given fourth place among the rest.
The low specific gravity of titanium - 4.505 g/cm3 is more consistent with alkali metals. An oxide film forms on its surface, which prevents the formation of corrosion.
Zinc is also a non-ferrous metal with a white-bluish tint. It has medium hardness and an initial melting point of 419 degrees. Under the influence of a temperature of 913 degrees, this metal acquires a vaporous state. Zinc has a specific gravity of 7.13 g/cm3.
Normal temperature makes zinc brittle, but increasing it to 100 degrees makes the metal flexible and ductile. When interacting with air, an oxide film forms on the surface of zinc.
The color of lead is dirty gray, but this does not affect the natural shine of the metal. However, the glow stops quite quickly due to the formation of an oxide film on the surface of the lead. The lead alloy has a high specific gravity - 11.337 g/cm3. In this indicator, it exceeds zinc, aluminum, iron and some other metals. Despite its high density, lead is a very soft metal.
The table shows the specific gravity and melting points of other metals.
Read also: Types of keys for car repairs
| Name of metal | Melting point, °C | Specific gravity, g/cc |
| Zinc | 419.5 | 7.13 |
| Aluminum | 659 | 2.69808 |
| Lead | 327.4 | 11.337 |
| Tin | 231.9 | 7.29 |
| Copper | 1083 | 8.96 |
| Titanium | 1668 | 4.505 |
| Nickel | 1455 | 8.91 |
| Magnesium | 650 | 1.74 |
| Vanadium | 1900 | 6.11 |
| Tungsten | 3422 | 19.3 |
| Chromium | 1765 | 7.19 |
| Molybdenum | 2622 | 10.22 |
| Silver | 1000 | 10.5 |
| Tantalum | 3269 | 16.65 |
| Iron | 1535 | 7.85 |
| Gold | 1095 | 19.32 |
| Platinum | 1760 | 21.45 |
Lost wax casting of brass (WAX filament)
Before casting the stencils, we need to print out these same stencils. I will use WAX plastic from . WAX is essentially wax in the form of a filament. I recommend watching a video on printing with WAX material on ULTi STEEL:
Under one of my videos, a subscriber advised me to try printing wax on foil tape. Hmm, why not? I took a simple aluminum tape. To be honest, I’m not very happy with the result, because a large part, such as a gear, was torn off on one side.
Therefore, I cannot recommend this method, plus there is another huge problem - the aluminum tape leaves traces of glue on the glass.
I also printed out some mounting brackets that I found on the Thingweavers website and some sprues.
This is why I really adore the WAX material, its supports come out perfectly, it’s really super. In one of the following articles we will definitely talk about the possibility of post-processing wax.
For casting I will use the classic method of sand casting with liquid glass. To do this you need to make a flask. The flask is a mold in which the workpiece itself is placed, and the whole thing is placed around the molding mixture. For the flask, I used, since I myself work in a plumbing store, welds of 3 and 4 inches, respectively.
It is necessary to make holes in the flask so that the molding mixture has time to dry. After drilling, the flask looks like this:
But before we pour in the molding sand, we need to glue the sprues to the waxes. I took the classic red casting wax. Then I heat it up with a simple lighter, a few drops fall on the part, and I glue the sprue on top. One drop is enough, in fact, because if you drip a lot, you get a flash around the edges, and this can ruin the appearance of the part, so don’t overdo it - one drop is enough, two is, in principle, too much. At the same time, the melting point of casting wax is much lower than that of the same wax. The wax begins to soften at 90 degrees, so everything is fine. You can safely drip - nothing will happen to the waxes.
I made 3 sprues for the gear, one sprue for the corners, respectively, they are small, I don’t see any point in making any more sprues! But keep in mind that these sprues are not made according to science; they lead directly to the part. I will make a separate article on types of casting. So that you understand what and how. What are the pros, what are the cons, and how to achieve a wonderful result.
Now let's start preparing the molding sand. In my basement I have a whole large, hermetically sealed barrel of sifted river sand. In general, it is better not to use river sand, because it has round grains. There is also quartz sand, it is called quarry sand. This is ideal for making molding sand. Some say that river sand does not make such durable shapes. In fact, if you mix it properly (add liquid glass), I’ll talk about this later, then the shape turns out to be quite strong, basically like a stone. Next, liquid glass is added to the sifted river sand. The proportion is approximately 1:10, the main thing is not to overdo it so that the sand does not become too wet. And mix it. After you have mixed the molding mixture, you need to let it sit for a while, not for long. It needs to be soaked evenly and become moist. Unfortunately, it is impossible to determine specifically whether the molding sand is ready; this is a matter of experience. You need to mix the molding mixture 2,3,4,5,10 times, let it stand, and you, in principle, will begin to understand perfectly well that yes, it is ready. I still don’t know how to explain the phrase, “It molds well”
We put a little molding mixture into the flask, then we put the wax and start pushing sand on top.
Unfortunately, this technology implies that there should be no sprues when the wax is placed in a given molding mixture. Essentially, I seem to be disrupting the technical process, but I don’t want to bother making these tubes from the same molding sand - why? Excessive waste of material. And the flask I chose for this gear was not very successful. The problem is that at the edges of the flask walls there is approximately 5 millimeters left, because of this the sand does not get into the teeth well.
After throwing the molding mixture into the molds, we put them out to dry. I left it to dry for a day in the hot Astrakhan sun.
While it's drying, let's take a look at my purchase.
It was such a new purchase that I probably had it for six months before I got around to working with it. This is a smelter. And not just a smelter, but a jewelry smelter. I took the 2 kilogram model. It costs approximately 20 thousand rubles. And in reality it heats up to 1150 degrees. There is a huge disadvantage - that the crucible in which the molten metal, by the way, here it is,
made of graphite. And during casting, a problem arises that the graphite burns out, and the crucible does not last forever. After a certain number of castings it will become unusable and you will need to buy a new one. Therefore, just for fun at home to work with it, well, honestly, it’s a little expensive, a new crucible of 2 kg. It will cost you 1200-1500 rubles. You just need to find out how many castings it will last for before it breaks. Also included with the smelter were tongs for transferring the crucible with molten metal,
I also used it to carry flasks, it’s actually a very convenient thing. There were also instructions in the box, I highly recommend not to lose them, because there are dimensions of the crucible that you can, or rather will need to buy when the old one burns out. In general, I recommend keeping at least one spare, because it will take about a month or even more to travel, so that you have a spare for work.
We turn on the smelter and set it to 1150 degrees. I didn’t know that the smelter heats up so slowly; it takes about 40 minutes to reach operating temperature.
Well, the day in the sun has passed. We clean the flasks from excess sand that has stuck to the edges, and also use an iron brush to remove the sand that is poorly stuck together at the top and bottom. Everything has hardened, the molding mixture has become very hard, so we are not afraid to remove the excess with an iron brush. Now we need to melt this very wax, which is inside the flask. To do this, we put the flasks with wax into the oven, turn on the heater to maximum, somewhere up to 200-300 degrees, and heat it up.
Please note that wax from Filamentary is thicker, that is, simple casting wax pours out like water, and very easily, but wax flows out rather slowly, unfortunately.
And again, this is also a very slow process, up to 40-50 minutes. I remember an old video of Dani Craster where he melted PLA plastic, I can’t imagine how long it took him, I guess you can get old like that by accident.
It is recommended to stir the melt using a glass rod. But this is actually quite an expensive pleasure. I recommend using birch wood, thin and long. I honestly don’t know why, I saw it at a foundry. And as you know, the monkey sees, the monkey repeats.
To protect the melt from oxidation I will use boric acid. Don't be confused: borax and boric acid are two different things. Borax is good for aluminum, boric acid is good for casting brass and bronze. In the meantime, our metal is melting, it’s time to light the gas forge.
We place the flasks with the melted wax into the forge. And heat it up until almost white. The molding mixture (if it is mixed correctly) will easily withstand. By the way, don’t forget to protect yourself and wear a face mask and leggings, not gloves, but leggings.
Many of you have little idea what 1100 degrees is. 1100 degrees is so hot that at a distance of half a meter from you, your hands in welding gloves burn.
Pour liquid metal into the flasks.
If you heat the flasks normally, the metal remains in a liquid state for quite a long time.
And so the part was cast.
Next, just let it cool; if you can’t stand it, you can put it in water. The main thing is to make sure that the flask has cooled down sufficiently.
We saw off the sprues: They will then be melted down.
And let's look at the result.
What interests me most is the gear as the most complex part - it was cast simply gorgeous. There are small sagging marks, but they are easily removed. It is easier to remove what is unnecessary than to add what is missing. We saw off the sprues. Next, we remove the remains of the sprues on the grinder, after which we sandblast to remove all the remaining sand from the pores. And this is how the gear turned out. The teeth shed perfectly, it will be necessary to modify it a little and, in principle, we can put it into action. 100 percent there are micro cavities inside the casting, but again, please note that I cast it at home, not on an industrial scale, without using a vacuum, of course there will be pores. But for homemade products, this is simply enough for a thousand and one percent. and also for inexpensive commercial casting the quality is also decent. Let's lathe the gear to make sure there are no cavities inside. I removed about 0.2 mm on the lathe.
As you can see, although there are pores, there are damn few of them. And that's close to the surface. Well? I hope my first full-fledged post will be interesting/useful for you. Good luck in your endeavors! And as they say: “I don’t teach, I just do and that’s it.”
PS Original video if you also like explosions and that’s all:
Density of stainless steels
| Name of material, brand | Density ρ, kg/m3 |
| 04Х18Н10 | 7900 |
| 08Х13 | 7700 |
| 08Х17Т | 7700 |
| 08Х20Н14С2 | 7700 |
| 08Х18Н10 | 7900 |
| 08Х18Н10Т | 7900 |
| 08Х18Н12Т | 7950 |
| 08Х17Н15М3Т | 8100 |
| 08Х22Н6Т | 7600 |
| 08Х18Н12Б | 7900 |
| 10Х17Н13М2Т | 8000 |
| 10Х23Н18 | 7950 |
| 12Х13 | 7700 |
| 12Х17 | 7700 |
| 12Х18Н10Т | 7900 |
| 12Х18Н12Т | 7900 |
| 12Х18Н9 | 7900 |
| 15Х25Т | 7600 |
Density of ferrous metals
| Name of material, brand | Density ρ, kg/m3 |
| Steel 10 GOST 1050-88 | 7856 |
| Steel 20 GOST 1050-88 | 7859 |
| Steel 40 GOST 1050-88 | 7850 |
| Steel 60 GOST 1050-88 | 7800 |
| S235-S375 GOST 27772-88 | 7850 |
| St3ps GOST 380-2005 | 7850 |
| Malleable cast iron KCH 70-2 GOST 1215-79 | 7000 |
| High-strength cast iron HF35 GOST 7293-85 | 7200 |
| Gray cast iron SCh10 GOST 1412-85 | 6800 |
| Gray cast iron SCH20 GOST 1412-85 | 7100 |
| Gray cast iron SCh30 GOST 1412-85 | 7300 |
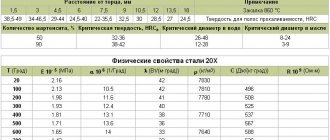
Properties L63
Physical properties of L63
| T | E 10- 5 — Modulus of elasticity of the first kind | a 106 — Coefficient of thermal (linear) expansion | r — Density | R 10 9 - Electrical resistivity |
| hail | MPa | 1/Grad | kg/m3 | Ohm m |
| 20 | 1.16 | 8440 | 74 | |
| 100 | 20.5 | ; |
Mechanical properties of L63 at T=20oC
| Assortment | sв | d5 |
| MPa | % | |
| Pressed pipes, GOST 494-90 | 270 | |
| Pressed rod, GOST 2060-2006 | 290 | 33 |
| Solid rod, GOST 2060-2006 | 440 | 11 |
| Soft rod, GOST 2060-2006 | 290 | 44 |
| Hard wire, GOST 1066-90 | 540-930 | |
| Soft wire, GOST 1066-90 | 310-340 | 18-34 |
| Hard wire, GOST 12920-67 | 540-880 | |
| Soft wire, GOST 12920-67 | 310-340 | 26-34 |
| Cold rolled soft strip, GOST 931-90 | 290-400 | 38 |
| Hot rolled strip, GOST 931-90 | 290-390 | 30 |
| Cold rolled hard strip, GOST 931-90 | 410-570 | 8 |