Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.
Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
Таблицы плотности металлов и сплавов
Все металлы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес. Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Удельным весом металла называется отношение веса однородного тела из этого вещества к объему металла, т.е. это плотность, в справочниках измеряется в кг/м3 или г/см3. Отсюда можно вычислить формулу как узнать вес металла. Чтобы это найти нужно умножить справочное значение плотности на объем.
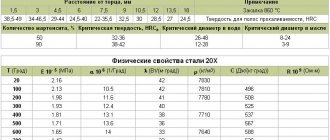
В таблице даны плотности металлов цветных и черного железа. Таблица разделена на группы металлов и сплавов, где под каждым наименованием обозначена марка по ГОСТ и соответствующая ей плотность в г/см3 в зависимости от температуры плавления. Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.
Наиболее типичным черным металлом является железо. Значение плотности — 7,85 г/см3 можно считать удельным весом черного металла на основе железа. К черным металлам в таблице относятся железо, марганец, титан, никель, хром, ваннадий, вольфрам, молибден, и черные сплавы на их основе, например, нержавеющие стали (плотность 7,7-8,0 г/см3), черные стали (плотность 7,85 г/см3) в основном используют производители металлоконструкций в Украине , чугун (плотность 7,0-7,3 г/см3). Остальные металлы считаются цветными, а также сплавы на их основе. К цветным металлам в таблице относятся следующие виды:
− благородные металлы (драгоценные) — платина, золото, серебро и полублагородная медь;
− легкоплавкие металлы – цинк, олово, свинец.
Удельный вес цветных металлов
Таблица. Удельный вес металлов, свойства, обозначения металлов, температура плавления
При прокате заготовок из цветных металлов необходимо еще точно знать их химический состав, поскольку от него зависят их физические свойства. Например, если в алюминии присутствуют примеси (хотя бы и в пределах 1%) кремния или железа, то пластические характеристики у такого металла будут гораздо хуже. Другое требование к горячему прокату цветных металлов – это предельно точная выдержка температуры металла. К примеру, цинк требует при прокатке температуры строго 180 градусов — если она будет чуть выше или чуть ниже, капризный металл резко утратит пластичность. Медь более «лояльна» к температуре (ее можно прокатывать при 850 – 900 градусах), но зато требует, чтобы в плавильной печи непременно была окислительная (с повышенным содержанием кислорода) атмосфера — иначе она становится хрупкой.
Таблица удельного веса сплавов металлов
Удельный вес металлов определяют чаще всего в лабораторных условиях, но в чистом виде они весьма редко применяются в строительстве. Значительно чаще находится применение сплавам цветных металлов и сплавам черных металлов, которые по удельному весу подразделяют на легкие и тяжелые.
Легкие сплавы активно используются современной промышленностью, из-за их высокой прочности и хороших высокотемпературных механических свойств. Основными металлами подобных сплавов выступают титан, алюминий, магний и бериллий. Но сплавы, созданные на основе магния и алюминия, не могут использоваться в агрессивных средах и в условиях высокой температуры.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.
Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Познавательно видео о достоинствах и особенностях художественного литья из бронзы.
Удельная плотность и удельный вес меди
Из цветных металлов в чистом виде в строительных работах и промышленности используются, в основном, только алюминий и медь. Они обладают отличными характеристиками, подходящими характерному виду работ. Однако все большую популярность обретают сплавы на основе данных материалов. Одним из сплавов меди является латунь. Латунь представляет собой многокомпонентный или состоящий только из двух компонентов сплав на основе меди, в котором главным элементом является легирующий компонент — цинк и редко используются такие компоненты добавок, как никель, олово, марганец, свинец, железо и другие.
Физико-механические свойства
Сплав л63 является двойным, структура — однофазная. По сравнению с медью, имеет более высокую прочность, твердость, пластичность, упругость и коррозионную стойкость. С увеличением содержания цинка, данные показатели возрастают. Наибольшей практической ценностью при кристаллизации сплавов на основе меди и цинка, обладают соединения с содержанием цинка до 50%. К этому числу относится латунь л63.
Структура
В соответствии с диаграммой состояния Cu-Zn, в зависимости от состава (содержание цинка от 0 до 39%), материал является однофазной латунью, состоящей из a-твердого раствора с равновесной структурой. Такое количество цинка позволяет сплаву кристаллизироваться в равновесном состоянии, образуя гранецентрированную кубическую решетку (ГЦК), чем достигается его пластичное состояние. Увеличение содержания цинка в однофазных латунях сопровождается повышением их прочности и пластичности.
Пластичность
Относительное удлинение материала в холодном состоянии, характеризующее его пластичность, составляет 55%. В состоянии отжига латунь марки Л63 наименее пластична. Но в стадии приложения холодной деформации, пластичность сохраняется долгий период. Более высокие пластические характеристики сплава замечаются при использовании мягких схем напряженного состояния в процессе деформации материала, что учитывается при прогнозе возможного разрушения металла.
Подверженность обработке
Л63 является однофазным сплавом, в b фазе, которая снижает механические показатели изделий, содержит ничтожно малое количество вещества, поэтому хорошо поддается способам обработки давлением при низких температурах:
- чеканке;
- прокатке;
- изгибу;
- глубокой вытяжке;
- волочению.
Обработанный материал требует неукоснительного соблюдения режима охлаждения.
Некоторые параметры сплава
По сравнению с медью, теплопроводность и электропроводность латуни марки л63 за счет высокого содержания цинка ниже, а обрабатываемость в 2 раза выше. Ударная вязкость сплава хуже, чем у Л68, но лучше чем у многокомпонентной латуни.
Характеристики латуни л63:
- удельное электрическое сопротивление – 0.065;
- ударная вязкость – 14;
- обрабатываемость – 40%;
- теплопроводность – 0.25.
Удельный вес латуни л63 — 8.44 г/см3. Коэффициент трения со смазкой составляет 0.012, без смазки — 0.390. Жидкотекучесть — 65 см, линейная усадка — 1.77%. Твердость по Бриннелю – 150-160 МПа.
Прочность
Сплав Л63 имеет наибольшую прочность в холодном состоянии. Предел прочности на срез составляет 240 МПа. По этому показателю металл уступает латуни Л59-1. Временное сопротивление (предел прочности) двойной латуни л63 в состоянии предельного упрочнения составляет 735 МПа. Предел прочности при растяжении твердого сплава для проката находится в пределах 680-750 МПа, мягкого сплава – 380-450 МПа.
Температура плавления
Интервал температур для термомеханической и термической обработки этого металла меньше, чем для других двойных латуней. Температура плавления латуни л63 составляет 906°С.
В связи с тем, что при повышении содержания цинка в латунном сплаве происходит снижение температуры плавления, во избежание пережога заготовок и их перегрева, температура горячей обработки снижается до 750-880, а отжига – до 550-660°С.
При одинаковой температуре горячей деформации, наиболее низкие значения сопротивления деформации имеет латунь л63. Условный предел текучести сплава составляет 700 МПа.
Температурные режимы обработки двойной латуни марки 63:
- литья – 1060-1100°С;
- горячей деформации – 650-850;
- начала рекристаллизации – 350-370;
- полного отжига – 660-670°С.
Коррозионная стойкость
Латунь марки Л63 в холодном состоянии подвержена коррозионному (сезонному) растрескиванию и обесцинкованию (растворению в водной среде). После растворения латуни, вследствие обменной реакции, происходит осаждение меди из раствора. Медная пленка имеет губчатый вид и создает с латунью гальваническую пару, что способствует ускорению коррозионного процесса. Обесцинковывание проходит более интенсивно при повышении температуры среды и увеличении скорости движения воды.
Причины
Основные причины, приводящие к коррозионному растрескиванию сплава л63:
- неблагоприятная среда (содержание влаги и кислорода, следов аммиака, ртутных солей, сернистого газа);
- наличие в металле остаточных растягивающих напряжений;
Особенно неблагоприятными в коррозионном плане считаются сезонные явления (осенью, весной), когда повышена влажность воздуха и, соответственно, содержание в нем аммиака.
Внутренние остаточные напряжения в заготовке подразделяются:
- первого рода (зональные), которые обусловлены неравномерным распределением деформаций при обработке материала давлением и неравномерностью охлаждения заготовки после проведения термической обработки;
- второго рода, причинами которых являются фазовые и структурные превращения в сплаве.
Меры против растрескивания
Чтобы избежать коррозионного растрескивания, применяют:
- низкотемпературный отжиг латуни для уменьшения остаточного напряжения при 240-300°С;
- создание в наружных слоях заготовок сжимающих остаточных напряжений;
проведение других производственных мероприятий, направленных на снижение границы остаточных растягивающих напряжений в металле.
Устойчивость и неустойчивость к проявлениям коррозии
Л63 имеет повышенную антикоррозионную стойкость в таких условиях:
- воздушная среда;
- сухой пар;
- пресная и малоподвижная морская вода;
- сухой газ-галоген;
- спирт, фреон, антифриз.
После обработки на станках или резанием материал л63 теряет устойчивость к коррозии по причине нарушения кристаллической структуры.
Неустойчивость сплава к коррозионному растрескиванию наблюдается при контакте:
- с рудничными водами;
- сероводородом;
- большим давлением;
- жирными кислотами;
- влажным насыщенным паром;
- окислительными растворами;
- минеральными кислотами;
- хлоридами.
Наиболее подвержены коррозионному воздействию тонкостенные изделия. Не рекомендуется сплав л63 применять в контакте с цинком, алюминием и железом во избежание его ускоренного разрушения.
Вес латуни таблица
Удельный вес кокса и его вес в зависимости от единиц измерения
| Материал | Удельный вес (г/см3) | Вес куба (кг) |
| Латунь литейного типа | От 8,3 до 8,5 | От 8300 до 8500 |
| Латунь литейного типа в чушках | От 8,3 до 8,5 | От 8300 до 8500 |
| Обработанная давлением латунь | От 8,2 до 8,85 | От 8200 до 8850 |
Таблицы плотностей некоторых веществ
Таблица плотностей – первая таблица значений физических величин, с которой вы знакомитесь. В предыдущем параграфе вы узнали способ «рождения» аналогичных таблиц – проведение многочисленных измерений и последующих вычислений.
Вам уже известно, что при изменениях температуры объём тел меняется. Как следствие, меняется и плотность. Например, при 0°С и нормальном атмосферном давлении масса 1 м³ воздуха равна 1,3 кг, а при 100°С из-за теплового расширения в 1 м³ помещается 950 г воздуха (см. рисунок). Поэтому в таблицах со значениями плотностей всегда указана температура (см. таблицы далее).
Плотность всех веществ зависит и от давления, оказываемого на них. Например, на высоте 10 км атмосферное давление значительно меньше, чем вблизи земли, в результате чего там масса 1 м³ воздуха составляет всего около 400 граммов. Плотность твёрдых веществ и жидкостей в гораздо меньшей степени зависит от давления, чем плотность газов.
В правой колонке твёрдых веществ собраны металлы (см. таблицу). Как видите, плотность металлов составляет несколько тысяч килограммов на кубический метр. Например, плотность свинца 11300 кг/м³. Это значение можно записать короче, если выразить в других единицах, например так: 11,3 г/см³. Поясним, как сделан этот «перевод» одних единиц в другие:
| 11300 | кг | = | 11300 кг | = | 11300 · 1000 г | = | 11300000 г | = | 11,3 г | = 11,3 г/см³ |
| м³ | ( 100 см )³ | 100³ см³ | 1000000 см³ | 1 см³ |
В нижней таблице приведены плотности газов и сжиженных газов. Обратите внимание, как значительно отличается плотность газа и получающейся из него жидкости: воздух, азот и кислород уплотняются приблизительно в 700 раз, водород и гелий – в 800 раз. Примечание: углекислый газ при охлаждении при атмосферном давлении из газообразного состояния превращается сразу в твёрдое, поэтому в таблице вы видите прочерк.
| Твёрдые вещества: плотность, кг/м³ (при 20 °С) | ||||
| Бетон сухой | 2300 | Алюминий | 2700 | |
| Кирпич сухой | 1800 | Золото | 19000 | |
| Лёд, 0°С | 900 | Латунь | 8300-8700 | |
| Мрамор | 2600-2800 | Медь | 8900 | |
| Парафин | 900 | Олово | 7300 | |
| Пробка | 240 | Свинец | 11300 | |
| Сосна сухая | 500 | Серебро | 10500 | |
| Стекло оконное | 2500 | Сталь | 7700-7900 | |
| Стекло органич. | 1200 | Чугун | 7000-7800 | |
| Фарфор | 2300 | Цинк | 7100 | |
| Сыпучие вещества: плотность, кг/м³ (при 20 °С) | ||||
| Гравий | 1500-1700 | Песок | 1200-1700 | |
| Картофель | 660-680 | Уголь | 800-850 | |
| Жидкие вещества: плотность, кг/м³ (при 20 °С) | ||||
| Ацетон | 780 | Молоко коровье | 1030 | |
| Бензин | 730 | Мёд свежий | 1350 | |
| Вода пресная | 1000 | Нефть | 730-940 | |
| Вода морская | 1030 | Ртуть | 13500 | |
| Керосин | 800 | Руть, 0°С | 13600 | |
| Масло машинное | 910 | Спирт этиловый | 790 | |
| Масло подсолн. | 930 | Эфир этиловый | 710 | |
| Газы (при 20 °С) и сжиженные газы, кг/м³ | ||||||
| Азот | 1,25 | 850 | Гелий | 0,18 | 147 | |
| Водород | 0,09 | 72 | Кислород | 1,43 | 1150 | |
| Воздух | 1,29 | 861 | Углекислый газ | 1,98 | – | |
Преимущества латуни
Латунь отлично зарекомендовала себя как сплав эластичного типа с высокой стойкостью к коррозии. Детали, сделанные из этого материала, долговечны и надежны в применении.
Особенно ценится латунь среди производства холодильной продукции и пищевой промышленности, благодаря обеспечению бесперебойной и эффективной эксплуатации оборудования, сделанные с помощью этого материала, а также значительному снижению затрат в сравнении с применением меди. Также латунь часто используется в автомобильной, судостроительной и авиационной промышленности.
Если говорить про строительные работы, то, латунь широко применяется в производстве сантехнической продукции, в гравировочных работах, а также для отделки фасадов и обустройства внутренних помещений зданий.
Из основных преимуществ, стоит выделить также и такие:
Применение
Латунь л63 используют для изготовления:
- труб;
- листов;
- проволоки;
- лент;
- фольги;
- полос;
- деталей, получаемых способом глубокой вытяжки.
Готовая продукция:
- нажимные валки для травильных работ;
- цистерны;
- винты;
- детали автомобилей;
- ленты радиаторные;
- застежки-молнии;
- крепеж;
- декоративные элементы архитектуры и дизайна;
- узлы запорной арматуры;
- электроды;
- заклепки;
- муфты.
Материал наиболее часто применяется при производстве деталей, выполняемых способом деформирования, с высокими требованиями к коррозионной стойкости. Латунь используют для сварки, пайки, обрабатывают на станках. Из сплава создают церковную утварь, изготавливают бижутерию, украшают книги, используют для памятников. Из-за схожести с золотом применяют в качестве подделки для изготовления ювелирных изделий.
Прокат из латуни л63
- Прутки: твердые (диаметр 3-12 мм), полутвердые (3-40 мм), мягкие (3-50 мм), прессованные (10-180 мм).
- Круги для массового применения.
- Трубы общего назначения (прессованные и холоднодеформированные).
- Бойлерные трубы.
- Проволока массового производства (состояния – мягкое, твердое, полутвердое), диаметром 0.1-12 мм. Используется в качестве припоя и для заклепок.
Проволоку л63 повышенной точности используют в виде электродов для электроэрозионных станков. Из листа данного сплава изготавливают таблички, которые при нанесении гравировки становятся именными.
Использование с декоративной целью
Латунный сплав л63, благодаря красивому золотисто-желтому цвету, применяется для изготовления художественных изделий. Их покрывают лаками, что придает предмету блеск золота. Латунь подвергают гальванизации — покрытием серебром, никелем, золотом, тонируют в любые цвета.
Марка Л63 имеет цвет золота 583 пробы, что используется при литье для имитации природных самородков золота. Технология заключается в литье расплавленного состава в охлажденную воду в большой пространственной форме, не ограниченной стенками. При этом отливка получает причудливые неровные очертания, напоминающие золотые самородки.
Формы получаются вследствие максимального охлаждения сплава в воде с температурой 5-10°С. В результате такого процесса, при резком перепаде температур, возникает высокая скорость кристаллизации наружных слоев отливки, происходит деформация, формируется неровная поверхность. При этом однофазная структура сплава л63 становится похожей на структуру двухфазных латуней, повышается твердость материала. Такие отливки могут использоваться в ювелирном дизайне.
Показатели удельного веса других металлов
Удельный вес – показатель, являющийся неотъемлемой характеристикой и других металлов.
На удельный вес серебра влияет проба сплава. При добавлении в него других металлов (медь, никель) удельный вес и плотность теряются. Так, плотность меди составляет 8,93 г/см3, никеля – 8,91 г/см3. Все значения рассчитываются по формулам.
Серебро – такой же благородный металл, как и золото. Его удельный вес составляет 10,5 г/см3. Плавится оно при температуре 960 градусов. Основными физическими характеристиками серебра являются:
- устойчивость к коррозии;
- низкая сопротивляемость;
- повышенная светоотражаемость.
Несмотря на природную мягкость, серебро обладает высокой плотностью и удельным весом.
Титан – цветной металл бело-серебристого оттенка. Он обладает высокой прочностью, хоть и легкий на вес. Так, он в 12 раз прочнее алюминия и в 4 раза – меди и железа. По степени нахождения в земной коре титану отводится четвертое место среди остальных.
Низкий удельный вес титана – 4,505 г/см3 более соответствует щелочным металлам. На его поверхности образуется оксидная пленка, которая препятствует образованию коррозии.
Цинк – также цветной металл бело-синеватого оттенка. Обладает средней твердостью и начальной температурой плавления 419 градусов. Под воздействием температуры 913 градусов этот металл приобретает парообразное состояние. У цинка удельный вес составляет 7,13 г/см3.
Обычная температура делает цинк хрупким, но ее повышение до 100 градусов превращает металл в гибкий и пластичный. При взаимодействии с воздухом, на поверхности цинка образуется пленка из оксида.
Цвет свинца – грязно-серый, но это не влияет на природный блеск металла. Однако сияние довольно быстро прекращается за счет образования на поверхности свинца оксидной пленки. Свинцовый сплав обладает повышенным удельным весом – 11,337 г/см3. По этому показателю он превышает цинк, алюминий, железо и некоторые другие металлы. Несмотря на высокий показатель плотности, свинец – очень мягкий металл.
В таблице приведены значения удельного веса и температура плавления других металлов.
Читать также: Виды ключей для ремонта автомобиля
| Наименование металла | Температура плавления, °C | Удельный вес, г/куб.см |
| Цинк | 419.5 | 7.13 |
| Алюминий | 659 | 2.69808 |
| Свинец | 327.4 | 11.337 |
| Олово | 231.9 | 7.29 |
| Медь | 1083 | 8.96 |
| Титан | 1668 | 4.505 |
| Никель | 1455 | 8.91 |
| Магний | 650 | 1.74 |
| Ванадий | 1900 | 6.11 |
| Вольфрам | 3422 | 19.3 |
| Хром | 1765 | 7.19 |
| Молибден | 2622 | 10.22 |
| Серебро | 1000 | 10.5 |
| Тантал | 3269 | 16.65 |
| Железо | 1535 | 7.85 |
| Золото | 1095 | 19.32 |
| Платина | 1760 | 21.45 |
Литьё латуни по выплавляемым моделям (филамент WAX)
Перед тем как отливать восковки, нам нужно распечатать эти самые восковки. Я буду использовать пластик WAX (вакс) от . По сути WAX — это воск в виде филамента. Рекомендую к просмотру ролик по печати материалом WAX На ULTi STEEL:
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.
Поэтому данный способ рекомендовать не могу, плюс ещё огромная проблема — алюминиевая лента оставляет на стекле следы от клея.
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.
За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.
Для литья я буду использовать классический способ литья в песок с жидким стеклом. Для этого нужно сделать опоку. Опока — это форма, в которую кладётся сама заготовка, и всё это укладывается вокруг формовочной смесью. Для опоки я использовал, так как я сам работаю в магазине сантехники, приварыши на 3 и 4 дюйма, соответственно.
Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:
Но перед тем как засыпать формовочную смесь, нам нужно приклеить литники к восковкам. Я взял классический литьевой воск красного цвета. После чего простой зажигалкой его разогреваю, несколько капель падают на деталь, и сверху я приклеиваю литник. Достаточно одной капли, на самом деле, потому что если капать много, то по краям получается облой, и это может испортить внешний вид детали, поэтому не перестарайтесь — достаточно одной капли, две уже в принципе бывает много. При этом температура плавления литьевого воска намного ниже, чем у того же вакса. Вакс начинает размягчаться при 90 градусах, поэтому всё в порядке. Можно спокойно капать — восковкам ничего не будет.
На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
Теперь займёмся подготовкой формовочной смеси. У меня в подвале целая большая Закрывающаяся герметично бочка речного просеянного песка. Вообще, речной песок лучше не использовать, потому что у него округлые крупицы. Есть ещё кварцевый песок, его называют карьерным. Вот он идеально подходит для изготовления формовочной смеси. Некоторые говорят, что из речного песка получаются не такие прочные формы. На самом деле, если нормально смешать (добавить жидкое стекло), об этом я расскажу дальше, то форма довольно таки прочная получается, в принципе как камень. Далее в просеянный речной песок добавляется жидкое стекло. Пропорция 1:10 примерно, главное не переборщить, чтобы песок не стал слишком Мокрым. И перемешиваем его. После того, как вы замешали формовочную смесь, нужно ей дать немного постоять, недолго. Нужно чтобы она пропиталась равномерно, стала влажной. К сожалению нельзя определить конкретно, готова ли формовочная смесь, это дело опыта. Нужно 2,3,4,5,10 раз замешать формовочную смесь, дать ей постоять, и вы в принципе начнёте прекрасно понимать, что да, она готова. Я еще не знаю как объяснить фразу, «Она хорошо формуется»
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.
К сожалению, подобная технология подразумевает то, что во время закладки восковки в данную формовочную смесь, литников быть не должно. По сути, я как бы нарушаю технический процесс, но не хочется заморачиваться, делать вот эти трубки из этой же формовочной смеси — зачем? Лишний перерасход материала. Да и опоку я подобрал для этой шестерёнки не очень удачную. Проблема в том, что по краям от стенок опоки остаётся по 5 миллиметров примерно, из-за этого песок плохо Попадает в зубья.
После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
Пока она сушится, давайте посмотрим на мою покупку.
Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он,
сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.
Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем.
Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению.
И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
Расплав рекомендуют перемешивать при помощи стеклянной палочки. Но это довольно таки дороговатое удовольствие на самом деле. Я рекомендую использовать березовую деревяшку, тонкую и длинную. Честно не знаю почему, видел на литейном производстве. А как известно, обезьянка видит — обезьянка повторяет.
Для защиты расплава от окисления я буду использовать борную кислоту. Не путайте: бура и борная кислота — это две разные вещи. Бура хорошо подходит для алюминия, борная кислота хорошо подходит именно для литья латуни и бронзы. А пока наш металл плавится, время зажигать газовый горн.
Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги.
Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.
Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго
И вот деталь и отлилась.
Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.
Отпиливаем литники: Они дальше пойдут в переплавку.
И давайте посмотрим на результат.
Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно.Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня.Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм.
Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
P.S. Оригинальный ролик если вам тоже нравятся взрывы и вот это вот всё:
Плотность нержавеющих сталей
| Наименование материала, марка | Плотность ρ, кг/м3 |
| 04Х18Н10 | 7900 |
| 08Х13 | 7700 |
| 08Х17Т | 7700 |
| 08Х20Н14С2 | 7700 |
| 08Х18Н10 | 7900 |
| 08Х18Н10Т | 7900 |
| 08Х18Н12Т | 7950 |
| 08Х17Н15М3Т | 8100 |
| 08Х22Н6Т | 7600 |
| 08Х18Н12Б | 7900 |
| 10Х17Н13М2Т | 8000 |
| 10Х23Н18 | 7950 |
| 12Х13 | 7700 |
| 12Х17 | 7700 |
| 12Х18Н10Т | 7900 |
| 12Х18Н12Т | 7900 |
| 12Х18Н9 | 7900 |
| 15Х25Т | 7600 |
Плотность черных металлов
| Наименование материала, марка | Плотность ρ, кг/м3 |
| Сталь 10 ГОСТ 1050-88 | 7856 |
| Сталь 20 ГОСТ 1050-88 | 7859 |
| Сталь 40 ГОСТ 1050-88 | 7850 |
| Сталь 60 ГОСТ 1050-88 | 7800 |
| С235-С375 ГОСТ 27772-88 | 7850 |
| Ст3пс ГОСТ 380-2005 | 7850 |
| Чугун ковкий КЧ 70-2 ГОСТ 1215-79 | 7000 |
| Чугун высокопрочный ВЧ35 ГОСТ 7293-85 | 7200 |
| Чугун серый СЧ10 ГОСТ 1412-85 | 6800 |
| Чугун серый СЧ20 ГОСТ 1412-85 | 7100 |
| Чугун серый СЧ30 ГОСТ 1412-85 | 7300 |
Свойства Л63
Физические свойства Л63
| T | E 10- 5 — Модуль упругости первого рода | a 106 — Коэффициент температурного (линейного) расширения | r — Плотность | R 10 9 — Удельное электросопротивление |
| Град | МПа | 1/Град | кг/м3 | Ом·м |
| 20 | 1.16 | 8440 | 74 | |
| 100 | 20.5 | ; |
Механические свойства Л63 при Т=20oС
| Сортамент | sв | d5 |
| МПа | % | |
| Трубы прессованые , ГОСТ 494-90 | 270 | |
| Пруток прессованный , ГОСТ 2060-2006 | 290 | 33 |
| Пруток твердый, ГОСТ 2060-2006 | 440 | 11 |
| Пруток мягкий, ГОСТ 2060-2006 | 290 | 44 |
| Проволока тверд., ГОСТ 1066-90 | 540-930 | |
| Проволока мягкая, ГОСТ 1066-90 | 310-340 | 18-34 |
| Проволока тверд., ГОСТ 12920-67 | 540-880 | |
| Проволока мягкая, ГОСТ 12920-67 | 310-340 | 26-34 |
| Полоса холоднокатаная мягкая, ГОСТ 931-90 | 290-400 | 38 |
| Полоса горячекатаная, ГОСТ 931-90 | 290-390 | 30 |
| Полоса холоднокатаная тверд., ГОСТ 931-90 | 410-570 | 8 |