Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
- Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
- Rz — высота неровностей по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
- Rmax — наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Понятие качества поверхности металла после обработки
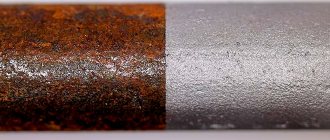
После обработки на фрезерном станке, как и после других работ с заготовкой, на ее поверхности образуются неровности – гребешки и впадины (иначе говоря, шероховатости и волнистости). В верхних слоях материала также появляется остаточное напряжение, на некоторых глубинах проката возникает разность твердости, которая проявляется как упрочнение или наклеп. Такие изменения влияют на свойства готовых изделий и, следовательно, на качество их поверхностей. Все эти характеристики и определяют класс обработки металла.
Качество готовых деталей определяется как их физическими, так и геометрическими показателями.
- Физические критерии качества.
Качество поверхности изделия определяется соотношением физических и механических свойств его центральной части с наружной.
Во время обработки металлических заготовок их поверхность подвержена пластическим изменениям, поэтому и прочие характеристики материала в готовом изделии отличаются от первоначальных. Внешняя часть пластины при этом упрочняется, в ней появляются внутренние напряжения.
После финального этапа обработки металла на фрезерной установке упрочненный слой распространяется всего на несколько сотых миллиметра, тогда как после первичного воздействия цилиндрической фрезой его толщина в среднем составляет 0,04–0,08 мм, достигая при этом и 0,12 мм. При воздействии торцевой фрезой параметр равняется 0,06–0,1 мм, хотя может быть и 0,2 мм. Возникающие внутренние напряжения и упрочнения поверхности понижают класс обработки металла за счет уменьшения усталостной прочности изделия. Такие деформации сокращают эксплуатационный срок детали, что приводит к необходимости ее скорой замены.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
- Микрогеометрические критерии качества.
При грубой черновой обработке зубчатой фрезой на больших оборотах и при повышенной глубине сечения на кромке изделия остаются неровности, которые заметны невооруженным глазом и легко определяются на ощупь. Шероховатости и волнистости, образующиеся при промежуточной и чистовой обработке на малых оборотах и при неглубокой резке, визуально незаметны и едва прощупываются.
Класс геометрической точности обработки металла зависит от наличия на поверхности изделия неровностей: впадин, гребешков, шероховатостей и пр. Подобные дефекты на малой площади поверхности называются ее микрогеометрией.
Микрогеометрия поверхности при обработке проката зависит от:
- геометрии фрезы, ее качества и степени износа;
- вибраций, возникающих из-за недостаточной жесткости станка или его рабочих элементов;
- установленных настроек работы фрезерной машины (скорости и глубины раскроя, подачи на зуб, охлаждения);
- механических свойств обрабатываемого листа и самой фрезы.
Точение (растачивание) — метод обработки заготовки металлическим однолезвийным инструментом.
Технологические параметры:
- t = от 0,03-0,05 до 7-8 мм, иногда t=0,002-0,006 мм;
- S = 0,05-0,1 до 1,5-2 мм/об; (см. таблицы №1-5)
- V = от 1-2 до 150-1000 м/мин; (см. таблицы №6-8)
- силы резания Pz = от 10-15 до 800-900 кгс.
Точение (растачивание) осуществляется на станках:
- Токарных
- Револьверных
- Расточных
- Карусельных
- Токарных автоматах и полуавтоматах (одно- и многошпиндельных) с горизонтальным и вертикальным расположением шпинделей
- Токарных многорезцовых станках
- Токарных гидрокопировальных автоматах
- и др.
Достигаемая точность — от 14-13 квалитета (7-5 класс) до 9-7-го квалитета (3-2а-й класс). При более тщательных условиях обработки — до 5-6-го квалитета (1-2-й класс).
Шероховатость поверхности от 2-3-го класса при черновой обработке до 5-6 класса при получистовой; при более тщательной обработке возможно достижение шероховатости 7-10 классов (Ra=1,25 — 0,16 мкм).
Точность размеров и шероховатость наружных цилиндрических поверхностей при обработке на токарных станках
Вид обработки
| Квалитет | Параметры шероховатости, мкм | ||
| Rz | Ra | ||
| Обтачивание: черновое получистовое чистовое тонкое | 13-12 | 80…60 | — |
| 11-9 | 40…20 | — | |
| 8-7 | — | 2,5 | |
| 7-6 | — | 1,25…0,63 | |
| Подрезание торца резцом: черновое чистовое тонкое | 12 | 40 | — |
| 11 | 20 | — | |
| 8-7 | — | 2,50…1,25 | |
Отклонение от соосности поверхностей тел вращения, обработанных на токарных станках
| Способ обработки поверхности | Отклонение от соосности, мм |
| В центрах: с одного установа с двух установов | 0,008…0,004 |
| 0,015…0,008 | |
| На оправке: проточенной по месту (на том же станке) при отклонении от соосности оправки, шпинделя и заготовки не более ±0,002 мм | 0,008…0,004 |
| 0,012…0,008 |
Разновидности точения и растачивания:
- Черновое t = до 3-10 мм; S = 0,15-1,0 мм/об; Точность обработки: 12-14 квалитет (5-7 класс); Шероховатость поверхности: не выше 3-го класса (Rz=80 мкм); Деформированный поверхностный слой может достигать толщины 0,5-0,9 мм. Область применения: предварительная (черновая) обработка заготовок, снятие основной части припуска, подготовка поверхности для последующией обработки.
- Получистовое t = 0,5-3 мм; S = 0,15-0,7 мм/об; V = от 5-10 до 100-150 м/мин Точность обработки: 11-12 квалитет (4-3 класс); Шероховатость поверхности: 4-6 класс (Ra = 10-2,5 мкм); Область применения: предварительная и окончательная обработка поверхности. Часто предшествует шлифованию.
- Чистовое t = 0,1-1,0 мм; S = 0,1-0,5 мм/об; V = от 2-5 до 100-200 м/мин и более; Точность обработки: 11-7 квалитет (4-2а класс); Шероховатость поверхности: 7-8 класс (Ra = 1,25-0,63 мкм); Область применения: окончательная обработка поверхности, а также для подготовки её для окончательной обработки другими методами (суперфиниш, хонингование, притирка).
- Тонкое t = от 0,002-0,006 до 0,3 мм; S = 0,02-0,12 мм/об; V = от 100 до 1000-6000 м/мин; Точность обработки: 9-5 квалитет (3-1 класс); Шероховатость поверхности: 8-10 класс (Ra = 0,63-0,16 мкм); Область применения: окончательная обработка поверхности.
Таблица №1. Подачи при черновом наружном точении резцами с пластинами из твёрдого сплава и быстрорежущей стали.
| Диаметр детали, мм | Размер державки резца, мм | Обрабатываемый материал | |||||||||
| Сталь конструкционная углеродистая, легированная и жаропрочная | Чугун и медные сплавы | ||||||||||
| Подача S, мм/об, при глубине резания t, мм | |||||||||||
| До 3 | Св. 3 до 5 | Св. 5 до 8 | Св. 8 до 12 | Св.12 | До 3 | Св. 3 до 5 | Св. 5 до 8 | Св. 8 до 12 | Св. 12 | ||
| До 20 | От 16 х 25 до 25 х 25 | 0,3-0,4 | — | — | — | — | — | — | — | — | — |
| Св. 20 до 40 | От 16 х 25 до 25 х 25 | 0,4-0,5 | 0,3-0,4 | — | — | — | 0,4-0,5 | — | — | — | — |
| » 40 » 60 | От 16 х 25 до 25 х 40 | 0,5-0,9 | 0,4-0,8 | 0,3-0,7 | — | — | 0,6-0,9 | 0,5-0,8 | 0,4-0,7 | — | — |
| » 60 » 100 | От 16 х 25 до 25 х 40 | 0,6-1,2 | 0,5-1,1 | 0,5-0,9 | 0,4-0,8 | — | 0,8-1,4 | 0,7-1,2 | 0,6-1,0 | 0,5-0,9 | — |
| » 100 » 400 | От 16 х 25 до 25 х 40 | 0,8-1,3 | 0,7-1,2 | 0,6-1,0 | 0,5-0,9 | — | 1,0-1,5 | 0,8-1,3 | 0,8-1,1 | 0,6-0,9 | — |
| » 400 » 500 | От 20 х 30 до 40 х 60 | 1,1-1,4 | 1,0-1,3 | 0,7-1,2 | 0,6-1,2 | 0,4-1,1 | 1,3-1,6 | 1,2-1,5 | 1,0-1,2 | 0,7-0,9 | — |
| » 500 » 600 | От 20 х 30 до 40 х 60 | 1,2-1,5 | 1,0-1,4 | 0,8-1,3 | 0,6-1,3 | 0,5-1,2 | 1,5-1,8 | 1,2-1,6 | 1,0-1,4 | 0,9-1,2 | 0,8-1,0 |
| » 600 » 1000 | От 25 х 40 до 40 х 60 | 1,2-1,8 | 1,1-1,5 | 0,9-1,4 | 0,8-1,4 | 0,7-1,3 | 1,5-2,0 | 1,3-1,8 | 1,0-1,4 | 1,0-1,3 | 0,9-1,2 |
| » 1000 » 2500 | От 30 х 45 до 40 х 60 | 1,3-2,0 | 1,3-1,8 | 1,2-1,6 | 1,1-1,5 | 1,0-1,5 | 1,6-2,4 | 1,6-2,0 | 1,4-1,8 | 1,3-1,7 | 1,2-1,7 |
Примечания:
1. Нижние значения подач соответствуют меньшим размерам державки резца и более прочным обрабатываемым материалам, верхние значения подач — большим размерам державки резца и менее прочным обрабатываемым материалам.
2. При обработке жаропрочных сталей и сплавов подачи свыше 1 мм/об не применять.
3. При обработке прерывистых поверхностей и при работах с ударами табличные значения подач следует уменьшать на коэффициент 0,75-0,85.
4. При обработке закалённых сталей табличные значения подачи уменьшать, умножая на коэффициент 0,8 для стали с HRC 44-56 и на 0,5 для стали с HRC 57-62.
Таблица №2. Подачи при черновом растачивании на токарных, токарно-револьверных и карусельных станках резцами с пластинками из твёрдого сплава и быстрорежущей стали.
| Резец или оправка | Обрабатываемый материал | ||||||||||||
| Диаметр кругло- го сечения резца или размеры пря- моугольного сечения оправки, мм | Вылет резца или оп- равки, мм | Сталь конструкционная углеродистая, легированная и жаропрочная | Чугун и медные сплавы | ||||||||||
| Подача S мм/об, при глубине резания t, мм | |||||||||||||
| 2 | 3 | 5 | 8 | 12 | 20 | 2 | 3 | 5 | 8 | 12 | 20 | ||
| Токарные и токарно-револьверные станки | |||||||||||||
| 10 | 50 | 0,08 | — | — | — | — | — | 0,12-0,16 | — | — | — | — | — |
| 12 | 60 | 0,10 | 0,08 | — | — | — | — | 0,12-0,20 | 0,12-0,18 | — | — | — | — |
| 16 | 80 | 0,1-0,2 | 0,15 | 0,1 | — | — | — | 0,2-0,3 | 0,15-0,25 | 0,1-0,18 | — | — | — |
| 20 | 100 | 0,25-0,3 | 0,15-0,25 | 0,12 | — | — | — | 0,3-0,4 | 0,25-0,35 | 0,12-0,25 | — | — | — |
| 25 | 125 | 0,25-0,5 | 0,15-0,4 | 0,12-0,2 | — | — | — | 0,4-0,6 | 0,3-0,5 | 0,25-0,35 | — | — | — |
| 30 | 150 | 0,4-0,7 | 0,2-0,5 | 0,12-0,3 | — | — | — | 0,5-0,8 | 0,4-0,6 | 0,25-0,45 | — | — | — |
| 40 | 200 | — | 0,25-0,6 | 0,15-0,4 | — | — | — | — | 0,6-0,8 | 0,3-0,8 | — | — | — |
| 40 х 40 | 150 | — | 0,6-1,0 | 0,5-0,7 | — | — | — | — | 0,7-1,2 | 0,5-0,9 | 0,4-0,5 | — | — |
| 300 | — | 0,4-0,7 | 0,3-0,6 | — | — | — | — | 0,6-0,9 | 0,4-0,7 | 0,3-0,4 | — | — | |
| 60 х 60 | 150 | — | 0,9-1,2 | 0,8-1,0 | 0,6-0,8 | — | — | — | 1,0-1,5 | 0,8-1,2 | 0,6-0,9 | — | — |
| 300 | — | 0,7-1,0 | 0,5-0,8 | 0,4-0,7 | — | — | — | 0,9-1,2 | 0,7-0,9 | 0,5-0,7 | — | — | |
| 75 х 75 | 300 | — | 0,9-1,3 | 0,8-1,1 | 0,7-0,9 | — | — | — | 1,1-1,6 | 0,9-1,3 | 0,7-1,0 | — | — |
| 500 | — | 0,7-1,0 | 0,6-0,9 | 0,5-0,7 | — | — | — | — | 0,7-1,1 | 0,6-0,8 | — | — | |
| 800 | — | — | 0,4-0,7 | — | — | — | — | — | 0,6-0,8 | — | — | — | |
| Карусельные станки | |||||||||||||
| — | 200 | — | 1,3-1,7 | 1,2-1,5 | 1,1-1,3 | 0,9-1,2 | 0,8-1,0 | — | 1,5-2,0 | 1,4-2,0 | 1,2-1,6 | 1,0-1,4 | 0,9-1,2 |
| 300 | — | 1,2-1,4 | 1,0-1,3 | 0,9-1,1 | 0,8-1,0 | 0,6-0,8 | — | 1,4-1,8 | 1,2-1,7 | 1,0-1,3 | 0,8-1,1 | 0,7-0,9 | |
| 500 | — | 1,0-1,2 | 0,9-1,1 | 0,7-0,9 | 0,6-0,7 | 0,5-0,6 | — | 1,2-1,6 | 1,1-1,5 | 0,8-1,1 | 0,7-0,9 | 0,6-0,7 | |
| 700 | — | 0,8-1,0 | 0,7-0,8 | 0,5-0,6 | — | — | — | 1,0-1,4 | 0,9-1,2 | 0,7-0,9 | — | — | |
Примечания:
1. Верхние пределы подач рекомендуются для меньшей глубины резания при обработке менее прочных материалов, нижние — для большей глубины и более прочных материалов.
2. При обработке жаропрочных сталей и сплавов подачи свыше 1 мм/об не применять.
3. При обработке прерывистых поверхностей и при работах с ударами табличные значения подач следует уменьшать на коэффициент 0,75-0,85.
4. При обработке закалённых сталей табличные значения подачи уменьшать, умножая на коэффициент 0,8 для стали с HRC 44-56 и на 0,5 для стали с HRC 57-62.
Таблица №3. Подачи, мм/об, при чистовом точении.
| Параметр шероховатости поверхности, мкм | Радиус при вершине резца r, мм | ||||||
| 0,4 | 0,8 | 1,2 | 1,6 | 2,0 | 2,4 | ||
| Ra | Rz | ||||||
| 0,63 | — | 0,07 | 0,10 | 0,12 | 0,14 | 0,15 | 0,17 |
| 1,25 | — | 0,10 | 0,13 | 0,165 | 0,19 | 0,21 | 0,23 |
| 2,50 | — | 0,144 | 0,20 | 0,246 | 0,29 | 0,32 | 0,35 |
| — | 20 | 0,25 | 0,33 | 0,42 | 0,49 | 0,55 | 0,60 |
| — | 40 | 0,35 | 0,51 | 0,63 | 0,72 | 0,80 | 0,87 |
| — | 80 | 0,47 | 0,66 | 0,81 | 0,94 | 1,04 | 1,14 |
Примечание:
1. Подачи даны для обработки сталей с σВ=700÷900 МПа и чугунов; для сталей с σВ=500÷700 МПа значение подач умножать на коэффициент KS=0,45; для сталей с σВ=900÷1100 МПа значения подач умножать на коэффициент KS=1,25.
Таблица №4. Подачи, мм/об, при прорезании пазов и отрезании.
| Диаметр обработки, мм | Ширина резца, мм | Обрабатываемый материал | |
| Сталь конструкционная углеродистая и легированная, стальное литьё | Чугун, медные и алюминиевые сплавы | ||
| Токарно-револьверные станки | |||
| До 20 | 3 | 0,06-0,08 | 0,11-0,14 |
| Св. 20 до 40 | 3-4 | 0,10-0,12 | 0,16-0,19 |
| » 40 » 60 | 4-5 | 0,13-0,16 | 0,20-0,24 |
| » 60 » 100 | 5-8 | 0,16-0,23 | 0,24-0,32 |
| » 100 » 150 | 6-10 | 0,18-0,26 | 0,30-0,40 |
| » 150 | 10-15 | 0,28-0,36 | 0,40-0,55 |
| Карусельные станки | |||
| До 2500 | 10-15 | 0,35-0,45 | 0,55-0,60 |
| Св. 2500 | 16-20 | 0,45-0,60 | 0,60-0,70 |
Примечания:
1. При отрезании сплошного материала диаметром более 60 мм при приближении резца к оси детали до 0,5 радиуса табличные значения подачи следует уменьшить на 40-50%.
2. Для закалённой конструкционной стали табличные значения подачи уменьшать на 30% при HRC < 50 и на 50% при HRC > 50.
3. При работе резцами, установленными в револьверной головке, табличные значения умножать на коэффициент 0,8.
Таблица №5. Подачи, мм/об, при фасонном точении.
| Ширина резца, мм | Диаметр обработки, мм | |||
| 20 | 25 | 40 | 60 и более | |
| 8 | 0,03-0,09 | 0,04-0,09 | 0,04-0,09 | 0,04-0,09 |
| 10 | 0,03-0,07 | 0,04-0,085 | 0,04-0,085 | 0,04-0,085 |
| 15 | 0,02-0,05 | 0,035-0,075 | 0,04-0,08 | 0,04-0,08 |
| 20 | — | 0,03-0,06 | 0,04-0,08 | 0,04-0,08 |
| 30 | — | — | 0,035-0,07 | 0,035-0,07 |
| 40 | — | — | 0,03-0,06 | 0,03-0,06 |
| 50 и более | — | — | — | 0,025-0,055 |
Примечание:
1. Меньшие подачи брать для более сложных и глубоких профилей и твёрдых металлов, большие — для простых профилей и мягких металлов.
Таблица 6. Режимы резания при тонком точении и растачивании.
| Обрабатываемый материал | Материал рабо- чей части режу- щего инструмента | Параметр шеро- ховатости повер- хности Ra, мкм | Подача, мм/об | Скорость резания, мм/мин |
| Сталь: σВ < 650 МПа | Т30К4 | 1,25-0,63 | 0,06-0,12 | 250-300 |
| Сталь: σВ = 650÷800 МПа | 150-200 | |||
| Сталь: σВ > 800 МПа | 120-170 | |||
| Чугун: HB 149-163 | ВК3 | 2,5-1,25 | 150-200 | |
| Чугун: HB 156-229 | 120-150 | |||
| Чугун: HB 170-241 | 100-120 | |||
| Алюминиевые сплавы и баббит | 1,25-0,32 | 0,04-0,1 | 300-600 | |
| Бронза и латунь | 0,04-0,08 | 180-500 |
Примечания:
1. Глубина резания 0,1-0,15 мм.
2. Предварительный проход с глубиной резания 0,4 мм улучшает геометрическую форму обработанной поверхности.
3. Меньшие значения параметра шероховатости поверхности соответствуют меньшим подачам.
Таблица 7. Режимы резания при точении закалённой стали резцами с пластинами из твёрдого сплава.
| Подача S, мм/об | Ширина прореза- ния, мм | Твёрдость обрабатываемого материала HRC | |||||||||
| 35 | 39 | 43 | 46 | 49 | 51 | 53 | 56 | 59 | 62 | ||
| Скорость резания V, м/мин | |||||||||||
| Наружное продольное точение | |||||||||||
| 0,2 | — | 157 | 135 | 116 | 107 | 83 | 76 | 66 | 48 | 32 | 26 |
| 0,3 | — | 140 | 118 | 100 | 92 | 70 | 66 | 54 | 39 | 25 | 20 |
| 0,4 | — | 125 | 104 | 88 | 78 | 60 | 66 | 45 | 33 | — | — |
| 0,5 | — | 116 | 95 | 79 | 71 | 53 | — | — | — | — | — |
| 0,6 | — | 108 | 88 | 73 | 64 | 48 | — | — | — | — | — |
| Прорезание паза | |||||||||||
| 0,05 | 3 | 131 | 110 | 95 | 83 | 70 | 61 | 54 | 46 | 38 | 29 |
| 0,08 | 4 | 89 | 75 | 65 | 56 | 47 | 41 | 37 | 31 | 25 | 19 |
| 0,12 | 6 | 65 | 55 | 47 | 41 | 35 | 30 | 27 | 23 | 18 | 14 |
| 0,16 | 8 | 51 | 43 | 37 | 32 | 27 | 23 | — | — | — | — |
| 0,20 | 12 | 43 | 36 | 31 | 27 | 23 | 20 | — | — | — | — |
Примечания:
1. В зависимости от глубины резания на табличное значение скорости резания вводить поправочный коэффициент: 1,15 при t=0,4÷0,9 мм; 1,0 при t=1÷2 мм и 0,91 при t=2÷3 мм
2. В зависимости от параметра шероховатости на табличное значение скорости резания вводить поправочный коэффициент: 1,0 для Rz=10 мкм; 0,9 для Ra=2,5 мкм и 0,7 для Ra=1,25 мкм.
3. В зависимости от марки твёрдого сплава на скорость резания вводить поправочный коэффициент KИV:
| Твёрдость обрабатываемого материала | HRC 35-49 | HRC 50-62 | |||||
| Марка твёрдого сплава | Т30К4 | Т15К6 | ВК6 | ВК8 | ВК4 | ВК6 | ВК8 |
| Коэффициент KИV | 1,25 | 1,0 | 0,85 | 0,83 | 1,0 | 0,92 | 0,74 |
Таблица 8. Режимы резания при точении и растачивании резцами, оснащёнными композитом на основе нитрида бора.
| Обрабатываемый материал | Характер обработки | Марка композита | Глубина резания t, мм | Подача S, мм/об | Скорость резания V, м/мин |
| Закалённая сталь, HRC 40-58 | Без удара | 01; 05 | 0,05-3,00 | 0,03-0,2 | 50-160 |
| С ударом | 10; 10Д | 0,05-1,0 | 0,03-0,1 | 40-120 | |
| Закалённая сталь, HRC 58-68 | Без удара | 01 | 0,05-0,8 | 0,03-0,1 | 50-120 |
| С ударом | 10; 10Д | 0,05-0,2 | 0,03-0,07 | 10-100 | |
| Серые высокопрочные чугуны, HB 150-300 | Без удара | 05; 01 | 0,05-3,0 | 0,05-0,3 | 300-1000 |
| С ударом | 10; 10Д; 05; 01 | 0,05-3,0 | 0,05-0,15 | 300-700 | |
| Отбеленные закалённые чугуны, HB 400-600 | Без удара | 05; 01 | 0,05-2,0 | 0,03-0,15 | 80-200 |
| С ударом | 10; 10Д | 0,05-1,0 | 0,03-0,10 | 50-100 | |
| Твёрдые сплавы ВК15, ВК20, ВК 25 и т.п., HRA 80-86 | Без удара, допу- скается биение | 10; 10Д; 01 | 0,05-1,0 | 0,03-0,10 | 5-20 |
Категории чистоты обработки металла
Класс чистоты обработки металла зависит от степени шероховатости его поверхности. Он рассчитывается как высота неровностей и периодичность их повторений. На этот показатель влияет два основных фактора: метод воздействия и используемый инструмент.
Существует четыре категории чистоты обработки металлических заготовок:
- Грубая, когда шероховатости видны невооруженным глазом. Получается вследствие ручной обработки при помощи крупного напильника или при использовании фрез, ножей, сверл на первичном этапе машинной обработки.
- Получистая, когда неровности едва заметны или незаметны при визуальном осмотре. Достигается при использовании ручного мелкоабразивного напильника или специализированного станка в качестве чистовой обработки.
- Чистая, когда дефекты поверхности различимы только при использовании дополнительных инструментов. Получается при чистовой обработке бархатным напильником или при использовании специального шлифовального агрегата.
- Очень чистая, когда неровности поверхности отсутствуют практически полностью. Достигается в результате использования притирки или при высокоточной ручной шлифовке напильниками с минимальной степенью абразивности. Этот класс чистоты обработки металла считается эталонным.
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
Рисунок из Википедии, свободной энциклопедии
При увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
- Ra — среднее арифметическое отклонение профиля;
- Rz — высота неровностей профиля по десяти точкам;
- Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где р – значения уровня сечения профиля.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Читать также: Мангал с разборными ножками
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным.
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где — приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
ЧИСТОВОЕ ТОЧЕНИЕ
Оглавление книги Предыдущая Следующая
Чистовое точение в условиях заводов тяжелого машиностроения часто выполняется теми же проходными и подрезными резцами, что и обдирка. Примерные подачи резца, в зависимости от требуемой шероховатости обрабатываемой поверхности, указаны в табл. 26.
Таблица 26 Примерные подачи в зависимости от требуемой шероховатости
Однако при обработке больших поверхностей такой метод обработки часто не может обеспечить получение 6—7 классов чистоты и одновременно 2—3 классов точности. Дело в том, что под влиянием износа резца шероховатость и диаметр обрабатываемой детали увеличиваются и при длительной работе резца выходят за пределы допуска. Для замедления износа резца нужно уменьшить его путь по обрабатываемой поверхности, что возможно достигнуть только за счет увеличения подачи.
Поэтому в подобных случаях часто оказывается выгодным работать широкими чистовыми резцами из быстрорежущей стали (фиг. 42,а, б). Они применяются для обработки шеек прокатных, шестеренных валов и т. п., и при этом достигается шероховатость v6—v7 классов чистоты. Режимы резания при работе этими резцами и возможный класс точности обработки указаны в табл. 27.
Таблица 27 Режимы резания и точность обработки при работе широкими чистовыми резцами
В некоторых случаях удается работать при подаче 30—40 мм/об. Глубина резания должна быть не менее 0,02 мм при последнем проходе и не более 0,15 мм при первом проходе.
Фиг. 42. Широкий чистовой резец (а) и схема установки его на станке (б).
Длина режущей кромки резца принимается равной 80 — 100 мм. С обеих сторон ее на длине примерно 10 мм при помощи оселка заправляются заборный и обратный конусы (фиг. 42, а). Геометрия резца выбирается в зависимости от свойств обрабатываемой стали (табл. 28).
Таблица 28 Геометрия широкого чистового резца в зависимости от предела прочности стали
Резцы вставляются с плотной посадкой в гнездо пружинной державки (фиг. 42, б). Желаемая степень упругости державки достигается с помощью деревянной планки, забиваемой в паз державки.
Режущая кромка резца устанавливается ниже оси обрабатываемого изделия. Это устраняет вибрации и гарантирует от подхватывания резца. Кроме того, как показывает долголетний; опыт, более высокое качество обработки обеспечивается при работе на обратном вращении шпинделя (фиг. 42, б). В качестве смазки рекомендуется применять жидкость следующего состава: олифа 60%, скипидар 30% и керосин 10%.
Наиболее часто чистовое точение производится твердосплавными резцами. Обычные проходные резцы со вспомогательным углом в планеприменяются на токарных, карусельных, расточных и других станках. Они изготовляются с пластинками твердого сплава Т15К6. Этот твердый сплав позволяет работать при скорости резания v = 100 — 250 м/мин, в зависимости от свойств обрабатываемой стали и некоторых других факторов. При такой скорости резания нарост на резце, как известно, не образуется, и поэтому, выбирая соответствующую подачу, удается уверенно получать поверхность, соответствующую 6 классу по ГОСТ 2789—59, а в некоторых случаях и по 7 классу чистоты.
Применение сплава Т30К4 позволяет повысить скорость резания примерно на 30—40% и более. Некоторые токари-скоростники повышают скорость резания до 400—500 м/мин. Твердый сплав Т30К4 обладает значительно большей износостойкостью, чем твердый сплав Т15К6. Поэтому наибольший эффект от его применения наблюдается при чистовом точении стали повышенной твердости, особенно при высоких требованиях к чистоте или точности обработки и когда приходится точить большие поверхности с малой подачей, не снимая резца до конца прохода.
Резцы с минералокерамическими пластинками находят пока ограниченное применение. Как и твердый сплав Т30К4, керамику целесообразно применять в тех случаях, когда на значительной длине необходимо получить высокую точность и чистоту поверхности, особенно при обработке чугуна.
Несмотря на высокую скорость резания, допускаемую твердыми сплавами Т15К6 и Т30К4, обычные проходные резцы со вспомогательным углом в планене могут обеспечить высокую производительность чистовой обработки под v 6—v 7, так как приходится работать при подачах в несколько десятых долей миллиметра. Поэтому, как и во всей машиностроительной промышленности, на заводах тяжелого машиностроения широким распространением пользуются твердосплавные чистовые резцы с дополнительной режущей кромкой, параллельной образующей-детали (фиг. 43,в). Для получения 6—7 класса чистоты такими резцами работают при t<=0,1 мм, s= 1 — 1,5 мм/об, v = 150 — 200 м/мин [42]. Длина дополнительной режущей кромки делается от 1,5 до 2s. Эти резцы дают производительность в 2—3 раза выше по сравнению с резцами без дополнительной режущей кромки.
Наиболее высокую производительность труда достигают при работе широкими твердосплавными резцами (фиг. 43, а). Поверхности в несколько квадратных метров могут быть обточены такими резцами за 20—25 мин. [44, 45]. Эти резцы могут применяться на токарных и карусельных станках при обточке прокатных валов, роликов, шестерен, бандажей и других деталей, изготовляемых из стали и отбеленного чугуна.
Для получения поверхности по 7—8 классу необходимо работать при v > 150 м/мин. Наилучшие результаты достигаются при v=250 — 300 м/мин. Однако практически осуществимые скорости резания обычно не превышают 100 м/мин, и поэтому шероховатость поверхности получается не выше 6 класса чистоты. Но после непродолжительной зачистки наждачным полотном сравнительно нетрудно получить и седьмой класс.
Большое влияние на шероховатость обработанной поверхности оказывают: отношение длины прямолинейного участка режущей кромки l к подаче s (фиг. 43,а), глубина резания t, правильность установки резца, качество и геометрия его заточки.
Чем больше отношение t/s, тем меньше шероховатость обработанной поверхности. При t/s = > 3 достигается 7—8 класс, при t/s = 2 — 1,5—6 класс [6]. Глубину резания t следует принимать, исходя из условий жесткости системы станок — деталь—резец. Обычно t<=0,1 мм. Стойкость широких резцов весьма незначительно зависит от величины подачи. Наиболее часто s = 5 — 10 мм/об.
Все неровности режущей кромки широкого резца копируются на обработанной поверхности. Поэтому необходима доводка передней и задней поверхностей до 9—10 класса чистоты. Завалы режущей кромки недопустимы. При установке резца необходимо добиваться, чтобы участок режущей кромки на длине l был строго параллелен образующей детали.
Опыт показывает, что величина переднего и заднего углов широкого твердосплавного резца практически не влияет на микрогеометрию поверхности. Задний угол рекомендуется делать 20°, а передний выбирать в зависимости от твердости обрабатываемой стали в пределах от -5 до + 10°. Причем, для стали с твердостью Hb => 300 =-5°, а для стали с твердостью Hb<250 =+10°.
Однако следует иметь в виду, что при работе широкими твердосплавными резцами часто возникают вибрации, из-за чего такие резцы не получили значительного распространения. Интенсивность вибраций очень сильно повышается с увеличением длины режущей кромки. Поэтому в тех случаях, когда виброустойчивость обычного широкого резца (фиг. 43,а) оказывается недостаточной, применяются широкие резцы с меньшей длиной режущей кромки (фиг. 43,б) или проходные резцы с дополнительной режущей кромкой (фиг. 43, в).
Посадочные отверстия корпусных деталей в подавляющем большинстве случаев обрабатываются путем растачивания на горизонтально-расточных станках. Расточные станки обладают меньшей виброустойчивостью, чем токарные, и меньшей жесткостью системы станок — деталь — инструмент. Поэтому растачивание, как правило, производится обычными проходными резцами с углом
Определяя оптимальные геометрические параметры расточного резца, необходимо учитывать уменьшение переднего угла, вызываемое установкой резца выше центра. В связи с этим рекомендуется для расточных резцов передний угол делать равным 15° при наличии фаски на передней поверхности f=0,2 — 0,3 мм, расположенной под отрицательным передним углом—2°. Остальные геометрические параметры резца рекомендуются следующие:
Работая такими резцами при t<= 0,25 мм, s = 0,1-:- 0,3 мм/об и v= 150 -:- 250 м/мин, можно достичь второго класса точности и шероховатости, соответствующей 6—7 классу [44].
Перейти вверх к навигации
Шероховатость поверхности и ее влияние на работу деталей машин
В процессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Влияние шероховатости на работу деталей
Как упоминалось ранее, в процессе придания металлическому листу нужной конфигурации на местах воздействия остаются шероховатости – небольшие впадины и гребешки, влияющие на определение класса обработки металла. Они могут возникнуть вследствие неровности режущего инструмента или вибраций, возникающих в ходе работы, остаться как отпечаток неровности на самом штампе или форме и т. д.
Наличие шероховатости детали, установленной в машину или другой агрегат, может привести к:
- некорректному сопряжению элементов за счет смятия материала или ускоренному износу выступов детали;
- падению прочности соединения, дефектам при наложении лакокрасочных и гальванических покрытий;
- некорректным результатам геометрических измерений элемента;
- снижению жесткости стыковых соединений;
- разрушению уплотнений, сопряженных с поверхностями валов;
- снижению усталой прочности элемента за счет концентрации напряжения в шероховатостях;
- ускоренному окислению и порче металла и др.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.
Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Шероховатость поверхности деталей при обработке на токарном станке
По формуле на рис. 4 обратным пересчетом можно определить значение допустимой подачи, задавшись требуемым значением показателя шероховатости обрабатываемой поверхности и рекомендуемыми режимами резания для нужного вида обработки, однако степенные коэффициенты и показатель твердости НВ являются усредненными справочными данными. Поэтому для обеспечения точности расчета по данной зависимости необходимо каждый раз для конкретных условий обработки экспериментально устанавливать степенные коэффициенты и измерять твердость обрабатываемого материала, что является препятствием при использовании формулы на рис. 4 в режиме автоматизированного расчета.
В настоящее время существуют и другие способы обеспечения заданной величины шероховатости поверхности заготовки. Одним из способов, является способ включающий регистрацию сигнала акустической эмиссии, по которому определяется значение шероховатости поверхности заготовки. Согласно способу производят регистрацию сигнала акустической эмиссии и определяют по нему значение шероховатости заготовки, причем определяют площадь спектра сигнала акустической эмиссии, а о величине шероховатости судят по отношению площадей спектров зарегистрированного сигнала акустической эмиссии и определенного заранее эталонного сигнала акустической эмиссии. Физически способ основан на том, что в процессе формирования поверхности заготовки происходит возникновение акустических импульсов широкого частотного диапазона (0,1-1,0 МГц), которые отображают процессы деформации и разрушения обрабатываемого материала. Интегральной характеристикой изменений в состоянии поверхности заготовки, учитывающей одновременное прохождение процессов деформации и разрушения (формирование обработанной поверхности заготовки), является площадь спектра акустической эмиссии.
Существует метод автоматического обеспечения шероховатости поверхности деталей при механообработке наружных поверхностей на базе динамического мониторинга с использованием искусственных нейронных сетей. Для этого метода разработан алгоритм управления, обеспечивающий автоматическое достижение заданной величины микронеровности обработанной поверхности. Предложенный алгоритм и его программная реализация позволяют на основе требований чертежа (Rα, S