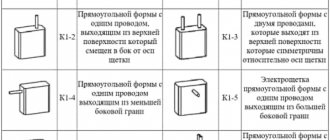
Вспомогательный инструмент для станков с ЧПУ – оборудование, позволяющее осуществить точную и качественную обработку материала. Наличие подобных аппаратов позволяет повысить производительность и скорость производства. ЧПУ делится на два типа: полуавтоматический и автоматический. При работе с различными станками задействуются элементы с определенной комплектацией. Но без вспомогательных инструментов спектр выполняемых функций ограничен.
Комплекс деталей, составляющих собой наиболее важную часть комплектации станка с ЧПУ, представлен:
- станочными приспособлениями;
- режущим прибором;
- вспомогательным инструментом.
Функции
Вспомогательный инструмент представляет собой группу систем, главной функцией которых является компоновка блоков с запчастями, отвечающими за работоспособность агрегата. Блок представляет собой сочетание оборудования для режущих и дополнительных задач.
Наиболее распространенным прибором такого типа является вспомогательный инструмент для токарных станков с ЧПУ. Благодаря им крепятся:
- резцы;
- зенкеры;
- сверла;
- метчики;
- развертки.
Качественному вспомогательному инструменту характерен высокий показатель жесткости. Он должен уметь обеспечить точность и стабильность применения орудия для резки. Аппарат предназначен для поддержки всех типов работ, которые способен выполнять станок. Достоинством устройства является легкая и быстрая установка. Универсальный станок должен обладать аналогичной комплектацией для разных модификаций. Настройку прибора можно произвести, не устанавливая его на станок.
Примеры работ из токарных заготовок:
Эти скалки из вишни и кедра выточены из токарных заготовок длиной 53см
Токарные заготовки в виде платформ могут использоваться для изготовления мисок и тарелочек. Эти миски сделаны из ясеня
Подсвечники – традиционный пример изделий, вытачиваемых на токарных станках:
Для многих инструментов оптимальна ручка с круглым сечением. Например, для токарных резцов.Такие рукояти вытачиваются на токарных станках:
Детские игрушки, сувениры и статуэтки из древесины также можно изготавливать на токарном станке:
Ложки-веретена для меда имеют форму, которая идеально подходит для вытачивания на токарном станке:
Из заготовок с квадратным сечением также удобно вытачивать различные вязальные принадлежности – спицы, крючки и так далее:
Конструкция
Закрепление оборудования на станке производится благодаря унифицированной хвостовой части. Крепление усиливают элементы для соединения с режущим механизмом. Крепление осуществляется ручным методом. Хвостовик устройства имеет цилиндрическую форму и лыску рифленого типа. Такая конструкция обеспечивает более высокий показатель надежности крепления.
Системы инструментов изменяются в зависимости от того, для каких задач используется станок. Быстрая смена системы требуется, если производятся работы по сверлению и фрезеровке. Станок переналаживается путем замены носителя программы. Чем выше жесткость дополнительного механизма, тем более интенсивной будет его работа. От интенсивности работы зависит, насколько быстро она будет выполнена.
Жесткость обеспечивается за счет прочного крепления. Для достижения высокой прочности крепления используются детали, изготовленные из твердых сплавов. Добавочный механизм рекомендуется настраивать до установки на станок. Это поможет сократить время работы. Многошпиндельные головки упрощают установку технологии на прибор с ЧПУ. Такое оборудование особо эффективно при мелкосерийных задачах.
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.
Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.
Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Слитая
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Элементная
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка надлома
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Ступенчатая
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.
Виды стружки при токарной обработке
Достоинства
Вспомогательный инструмент обеспечивает станок с ЧПУ целым рядом преимуществ:
- время, затраченное на осуществление задачи, сокращается вполовину;
- повышается показатель точности, благодаря чему обеспечивается экономия материала;
- обеспечивается стабильная эксплуатация;
- появляется возможность обслуживать сразу несколько станков;
- отсутствует необходимость в использовании приспособлений, имеющих сложную конструкцию;
- идентичная конструкция устройств позволяет устанавливать их на различные станки;
- настройка аппаратуры может проводиться до установки на станок;
- упрощено использование аппарата;
- увеличилось разнообразие позиций для обработки материала;
- участие человека в управлении агрегатом уменьшилось;
- увеличилась производительность станка;
- появилась возможность изготовления деталей сложной формы;
- изделия стали более качественными;
- повысилась производительность оборудования;
- использование устройства стало более простым и безопасным.
Металлический прокат в розницу
Минимальный заказ – от 5 000 руб
У нас Вы можете купить стальной прокат в розницу и мелким оптом. На нашем складе всегда в наличие большая номенклатура металла: Труба квадратная, Труба круглая, полоса, круг, уголок, арматура, швеллер и другой сортамент. Производим резку стального профиля на нужные отрезки по Вашим требованиям.
Купить металлическую заготовку для токарных и фрезерных работ (лист) в течении одного-двух дней вы можете связавшись с нами.
Оперативно доставим Ваш заказ по Москве и Московской области.
Круг стальной (пруток) ГОСТ 2590-88
Заказать
№ Наименование материала Марка стали Цена руб/м.пог. До 1 тонныЦена руб/м.пог.
| 3 | Круг 10 | ст3, ст20, ст45 | 29 | 73 |
| 4 | Круг 12 | ст3, ст20, ст45 | 39 | 98 |
| 5 | Круг 14 | ст3, ст20, ст45 | 51 | 128 |
| 6 | Круг 16 | ст3, ст20, ст45 | 67 | 168 |
| 7 | Круг 18 | ст3, ст20, ст45 | 84 | 210 |
| 8 | Круг 20 | ст3, ст20, ст45 | 104 | 260 |
| 9 | Круг 22 | ст3, ст20, ст45 | 126 | 315 |
| 10 | Круг 24 | ст3, ст20, ст45 | 150 | 375 |
| 11 | Круг 25 | ст3, ст20, ст45 | 176 | 440 |
| 12 | Круг 28 | ст 3, ст20, ст45 | 203 | 508 |
| 13 | Круг 30 | ст3, ст20, ст45 | 234 | 585 |
| 14 | Круг 32 | ст3, ст20, ст45 | 303 | 758 |
| 15 | Круг 34 | ст3, ст20, ст45 | 342 | 855 |
| 16 | Круг 36 | ст3, ст20, ст45 | 384 | 960 |
| 17 | Круг 40 | ст3, ст20, ст45 | 474 | 1185 |
| 18 | Круг 50, круг 60, круг 70, круг 80, круг 90 | ст3, ст20, ст45 | Звоните | |
| 19 | Круг 100, круг 110, круг 120, круг 130, круг 140, круг 150 круг 160, круг 170, круг 180 круг 190 | ст3, ст20, ст45 | Звоните | |
| 20 | Круг 200, круг 210, круг 220, круг 230, круг 240, круг 250 круг 260, круг 270, круг 280 круг 290 | ст3, ст20, ст45 | Звоните | |
| 21 | Круг 300, круг 310, круг 320, круг 330, круг 340, круг 350 | ст3, ст20, ст45 | Звоните |
В наличии имеется круг 40Х, У10, ХВГ, алюминиевый, медный и бронзовый круг, звоните и уточняйте!
* Цена указана за метр погонный с НДС.
Арматура стальная рифленая , Сталь арматурная ГОСТ 5781—82
Заказать
№ Наименование материала Марка стали Цена руб/м.пог. До 1 тонныЦена руб/м.пог.
| 1 | Арматура 8-А3 (рифленая) | А500С | 17 | 43 |
| 2 | Арматура 10-А3 (рифленая) | А500С | 25 | 63 |
| 3 | Арматура 12-А3 (рифленая) | А500С | 34 | 85 |
| 4 | Арматура 14-А3 (рифленая) | А500С | 46 | 115 |
| 5 | Арматура 16-А3 (рифленая) | А500С | 60 | 150 |
| 6 | Арматура 18-А3 (рифленая) | А500С | 75 | 188 |
| 7 | Арматура 20-А3 (рифленая) | А500С | 93 | 233 |
| 8 | Арматура 22-А3 (рифленая) | А500С | 112 | 280 |
| 9 | Арматура 25-А3 (рифленая) | А500С | 145 | 363 |
| 10 | Арматура 28-А3 (рифленая) | А500С | 182 | 455 |
| 11 | Арматура 32-А3 (рифленая) | А500С | 237 | 593 |
| 14 | Арматура 36-А3 (рифленая) | А500С | 300 | 750 |
* Цена указана за метр погонный с НДС.
Труба стальная квадратная ГОСТ 8639-82
Заказать
№ Наименование материала Марка стали Цена руб/м.пог. До 1 тонныЦена руб/м.пог.
| 1 | Труба 15*15*1,5 | ст 3 | 32 | 80 |
| 2 | Труба 20*20*1,5 | ст 3 | 45 | 113 |
| 3 | Труба 25*25*2 | ст 3 | 73 | 183 |
| 4 | Труба 30*30*2 | ст 3 | 90 | 225 |
| 5 | Труба 40*20*1,5 | ст 3 | 71 | 178 |
| 6 | Труба 40*40*2 | ст 3 | 123 | 308 |
| 7 | Труба 50*50*2 | ст 3 | 147 | 368 |
| 8 | Труба 60*60*2 | ст 3 | 173 | 433 |
| 9 | Труба 60*60*3 | ст 3 | 252 | 630 |
| 10 | Труба 80*80*3 | ст 3 | 353 | 883 |
| 11 | Труба 100*100*3 | ст 3 | 474 | 1185 |
* Цена указана за метр погонный с НДС.
Весь ассортимент трубы, доступной для заказа: Труба 15*15*1; Труба 15*15*1,2; Труба 20*20*1,2; Труба 20*20*1,5; Труба 20*20*2; Труба 25*25*1,2; Труба 25*25*1,5; Труба 25*25*2; Труба 30*30*1,5; Труба 30*30*2; Труба 30*30*3; Труба 40*40*1,5; Труба 40*40*2; Труба 40*40*2,5; Труба 40*40*3; Труба 50*50*1,5; Труба 50*50*2; Труба 50*50*2,5; Труба 50*50*3; Труба 50*50*4; Труба 60*60*2; Труба 60*60*2,5; Труба 60*60*3; Труба 60*60*3,5; Труба 60*60*4; Труба 80*80*3; Труба 80*80*4; Труба 80*80*5; Труба 80*80*6; Труба 100*100*3; Труба 100*100*4; Труба 100*100*5; Труба 100*100*6; Труба 100*100*7; Труба 100*100*8.
Уголок стальной равнополочный ГОСТ 8509-93
Заказать
№ Наименование материала Марка стали Цена руб/м.пог. До 1 тонныЦена руб/м.пог.
| 1 | Уголок 25*25*3 | ст 3 | 61 | 153 |
| 2 | Уголок 32*32*3 | ст 3 | 79 | 198 |
| 3 | Уголок 40*40*4 | ст 3 | 124 | 310 |
| 4 | Уголок 45*45*5 | ст 3 | 167 | 418 |
| 5 | Уголок 50*50*5 | ст 3 | 187 | 468 |
| 6 | Уголок 63*63*5 | ст 3 | 239 | 598 |
* Цена указана за метр погонный с НДС.
Весь ассортимент уголка, доступного для заказа: Уголок 25*25*3; Уголок 32*32*3; Уголок 35*35*3; Уголок 40*40*4; Уголок 45*45*4; Уголок 45*45*5; Уголок 50*50*4; Уголок 50*50*5; Уголок 63*63*5; Уголок 63*63*6; Уголок 70*70*5; Уголок 70*70*6; Уголок 75*75*5; Уголок 75*75*6; Уголок 75*75*7; Уголок 75*75*8; Уголок 80*80*6; Уголок 80*80*7; Уголок 80*80*8; Уголок 90*90*6; Уголок 90*90*7; Уголок 90*90*8; Уголок 100*100*7; Уголок 100*100*8; Уголок 100*100*10; Уголок 100*100*12.
Стальной прокат в розницу
Разнообразный стальной прокат используется как при строительстве домов, так и при ремонте или обустройстве двора и дачного участка. предлагает Вам разнообразный стальной прокат в розницу по оптовым ценам.
Наши цены выгодно отличаются от розничных цен на строительных рынках Москвы. Мы готовы отгрузить металл в необходимом количестве от 1 кг по лучшим ценам.
Стальной прокат в наличии и под заказ
На нашем складе всегда в наличии:
- Трубы стальные квадратные размером 15х15, 20х20, 25х25, 30х30, 40х40, 50х50, 60х60 различных толщин;
- Равнополочные уголки 32, 40, 50 и 63 мм;
- Круг, пруток и арматуры диаметром от 8 до 350 мм;
- Полоса и проволока.
Дополнительные услуги
На заказ выполняем резку металла на отрезки нужной длины. Самовывоз со склада в г.Подольск. Предлагаем услуги нашей службы доставки по Москве и Московской области. Мы готовы выполнить механическую обработку приобретаемого металла (токарная, фрезерная обработка, сверление отверстий, шлифовка), сварку изделий, а также провести порошковую окраску.
Наладка
Приведение устройства в рабочее состояние делится на две части: наладки и подналадка. Процесс наладки представляет собой подготовку оборудования к выполнению рабочей цели. Подналадка – дополнительная подготовка механизмов агрегата. Первая часть связана с основной частью станка, выполняющей поставленную задачу. Вторая часть представляет собой взаимодействие с технологической оснасткой. Именно во второй части производится наладка вспомогательного инструмента.
На первом этапе наладки производится сборка и установка режущего приспособления и его элементов. На втором этапе устанавливается заранее настроенный добавочный механизм. На третьем этапе выбирается режим работы аппарата.
Установка на станках производится тремя вариантами:
- на стол;
- в приспособление на столе;
- на координатную плиту.
Приспособление может быть установлено на координатной плите.
Особенности настройки
Настройку оборудования рекомендуется проводить перед установкой на станок. Это не только упрощает процесс настройки, но и позволяет сэкономить время. Режущая часть прибора имеет два направления: радиальное и осевое. Установка производится в выбранном направлении на определенном расстоянии от основной части прибора. Оптимальное расстояние зависит от используемого агрегата.
Самые популярные станки с вспомогательным инструментом
Вспомогательный инструмент может использоваться с любыми моделями станков современного типа, оснащенных ЧПУ. Их популярность зависит от востребованности. Наиболее часто используемыми типами аппаратов являются:
- токарным-револьверным;
- вертикально-сверлильным;
- вертикально-фрезерным.
Сборка устройства производится по ГОСТу 23597-79. Он предполагает оптимальные настройки для оборудования, обеспечивающие точность производства. Показатель точности является частично регулируемым. Уровень искажения может меняться в зависимости от того, насколько профессионально была установлена программа. Программа должна учитывать функции, которые дает дополнительная аппаратура. Вместе они могут:
- предупредить показатель искажения траектории движения прибора;
- уменьшить подачу при использовании аппарата;
- регулировать размер рабочего приспособления.
Конструкция вспомогательного инструмента может изменяться в зависимости от того, для какого типа станков он используется. Но основная задача остается неизменной – закрепление рабочих элементов прибора. Без подобного оборудования производительность и период бесперебойной эксплуатации аппарата будет значительно ниже. Режущее устройств будет хуже закреплено, по причине чего снизится качество изготовляемых изделий, и многообразие возможных форм.
Приспособления для обработки заготовок на токарных станках
Характер установки и закрепления заготовки, обрабатываемой на токарном станке, зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (отношения длины заготовки к ее диаметру), требуемой точности обработки и других факторов.
При обработке на токарно-винторезных станках широко применяют закрепление заготовки в трехкулачковом самоцентрирующемся патроне (рисунок 11,а). Патрон состоит их корпуса 1 с тремя радиальными пазами, по которым перемещаются кулачки 2. Кулачки приводятся во вращение от конической зубчатой передачи, смонтированной в корпусе патрона. Одно из конических колес на торце имеет торцовую резьбу (спираль Архимеда). Вращение конического зубчатого колеса преобразуется в поступательное равномерное движение кулачков, которые перемещаются к центру или о центра, что обеспечивает установку заготовки по оси патрона и ее одновременное закрепление тремя кулачками.
| Рисунок 11 — Приспособления для закрепления заготовок на токарных станках |
Трехкулачковые патроны применяют для закрепления заготовок при отношении их длины к диаметру . При отношении заготовку устанавливают в центрах, а для передачи крутящего момента от шпинделя к заготовке используют поводковый патрон и хомутик.
Для установки в центрах заготовку необходимо зацентрировать, т.е. сделать центровые отверстия с ее торцов. Центровые отверстия выполняют специальными центровочными сверлами; их форма и размер установлены ГОСТом. Заготовку с центрами устанавливают в передний и задний центры.
Центры бывают опорные (рис.11,б), срезанные (рис.11,в), шариковые (рис.11, г), обратные (рис.11,д) и вращающиеся (рис.11,е). Опорные центры делаются с твердосплавным наконечниками, повышающими их долговечность. Срезанные центры применяют при подрезании торцов заготовки; шариковые центры – при обтачивании конических поверхностей заготовок способом сдвига задней бабки в поперечном направлении; обратные центры – при обработке заготовок небольших диаметров. В этом случае заготовку по краям обтачивают на конус, а центровые отверстия выполняют в обратном центре. Вращающиеся центры применяют при срезании слоя металла большого сечения или при обработке на больших скоростях резания.
При установке заготовки в центрах для передачи на нее крутящего момента от шпинделя станка используют поводковый патрон (рис.11,ж) и хомутик (рис.11,з). Поводковый патрон представляет собой корпус 3, навинчиваемый на шпиндель станка, с торца которого запрессован цилиндрический палец 4. Хомутик закрепляют на заготовке болтом.
При отношении заготовку устанавливают в центах; для передачи на нее крутящего момента от шпинделя станка используют поводковый патрон и хомутик, а для уменьшения деформации заготовки от сил резания дополнительно применяют люнеты. Подвижный (открытый) люнет (рис.11,и) устанавливают на продольном суппорте станка, неподвижный (закрытый) (рис.11, к) закрепляют на станине. Усилия резания воспринимаются опорами люнетов, что уменьшает деформацию заготовки.
Для обработки заготовок типа втулок, колец и стаканов применяют: конические оправки (рис.11,л), когда заготовка удерживается на оправке за счет силы трения на сопряженных поверхностях; цанговые оправки (рис.5,м) с разжимными упругими элементами – цангами; упругие оправки с гидропластмассой, гофрированными втулками (рис.11,н) и т.д.
На токарно-револьверных станках, полуавтоматах и автоматах для закрепления заготовок часто используют цанговые патроны, так как на этих станках обрабатывают детали, заготовками которых является прутковый прокат.
На токарно-револьверных станках обрабатывают детали типа штуцеров, ступенчатых валиков, фланце, колец, гаек, болтов и т.д. На станках обтачивают наружные цилиндрические поверхности, подрезают торцы, сверлят, зенкеруют и развертывают отверстия, растачивают внутренние цилиндрические поверхности, обтачивают фасонные поверхности, протачивают канавки, фаски, галтели, накатывают рифления, нарезают наружные (плашками) и внутренние (метчиками) резьбы. Конические поверхности обтачивают широкими резцами или с помощью специальных копировальных приспособлений.
| Рисунок 12 — Схемы обработки заготовки на токарно-револьверном станке: 1 – подача прутка до упора; 2 – подрезание правого торца; 3 – обтачивание двух цилиндрических поверхностей, снятие фаски и сверление отверстия; 4 – зенкерование отверстия и протачивание кольцевой канавки; 5 — зенкование; 6 – нарезание резьбы; 7 – отрезание детали |
На рисунке 12 показана наладка револьверного станка на изготовление резьбовой пробки. Обработку всех поверхностей выполняют за семь переходов.
Поверхности заготовки в позициях 2,4 (протачивание кольцевой канавки) и 7 обрабатывают с подачей револьверного суппорта, а в позициях 3 (обтачивание), 4 (зенкерование отверстия), 5 и 6 – с продольной подачей револьверной головки.
7 Обработка заготовок на расточных станках
Расточные станки применяют в основном для обработки отверстий с точно координированными осями в крупно- и среднегабаритных заготовках корпусных деталей.
Обработка поверхностей заготовок резцами является наиболее характерной для расточных станков.
Расточные резцы работают в менее благоприятных условиях, чем токарные. Они имеют меньшие размеры, зависящие от размера оправок, в которых их закрепляют, и диаметра обрабатываемого отверстия. Оправка с резцом под действием силы резания может изгибаться. Нежесткость инструмента является причиной вибраций в процессе резания и снижения качества обработанной поверхности. Поэтому для обеспечения высокой точности обрабатываемых поверхностей расточные станки имеют повышенную жесткость.
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков.
На расточных станках обрабатывают отверстия, наружные цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенным видом обработки на расточных станках является растачивание отверстий.
Растачивание цилиндрических поверхностей.
Растачивание отверстий резцами исправляют форму и расположение оси предварительно обработанных или отлитых отверстий.
Резцы закрепляют в консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l ≤ 5d, так как с увеличением длины оправки снижается ее жесткость, что приводит к необходимости уменьшения глубины резания.
На рисунке 13,а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче осевого шпинделя. Растачивание с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Отверстия с отношением l/d >5 и соосные отверстия растачивают резцами, закрепленные в двухопорной оправке. При ее установке необходимо точно совместить ось шпинделя с осью втулки подшипника задней стойки.
Рисунок 13 — Схемы обработки поверхностей заготовок на
горизонтально-расточных станках
На рисунке 13,б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка – продольную подачу в направлении от задней стойки к шпиндельной бабке.
Одновременное растачивание резцами нескольких отверстий повышает производительность, но не обеспечивает точности, поэтому таким способом обычно производят черновую обработку. При чистовом растачивании для обеспечения высокого качества обработки каждое отверстие рекомендуется растачивать отдельно.
Отверстие большого диметра, но малой длины растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис.13,в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу.
Растачивание конических отверстий.
Конические отверстия обрабатывают расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис.13,г). В процессе обработки резец перемещается по наклонным направляющим приспособления.
Сверление, зенкерование, развертывание, цекование, зенкование и нарезание резбы метчиком.
На расточных станках эти операции выполняются так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движениеи осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
Обтачивание наружных цилиндрических поверхностей.
Резец закрепляют на радиальном суппорте планшайбы (рис.13,д) и сообщают ему главное вращательное движение, а столу с заготовкой – продольную подачу.
Подрезание торцов.
Торцы подрезают двумя способами: с подачей резца в направлении, перпендикулярном или параллельном оси шпинделя.
На рисунке 13,е показано подрезание торца проходным резцом, закрепленным на радиальном суппорте планшайбы. Резцу сообщают радиальную подачу (в направлении, перпендикулярном оси шпинделя) перемещением суппорта планшайбы. Небольшие плоскости подрезают пластинчатым резцом (рис.13,ж), которому сообщают осевую подачу (в направлении, параллельном оси шпинделя) перемещением расточного шпинделя. Обработка поверхностей с радиальной подачей обеспечивает большую точность.
Фрезерование поверхностей.
На рисунке 13,з приведен пример фрезерования вертикальной плоскости торцовой фрезерной головкой, закрепленной в расточном шпинделе. Фрезе сообщают главное вращательное движение и вертикальную подачу перемещением шпиндельной бабки.
8 Схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках
Горизонтальные плоскости
фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис.14,а) и на вертикально-фрезерных
станках – торцовыми фрезами (рис.14,б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. При этом длина фрезы должна быть немного больше ширины обрабатываемой заготовки. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие большей жесткости их крепления в шпинделе и более плавной работы. Это связано с тем, что число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
| Рисунок 14 — Схемы обработки поверхностей заготовок на горизонтально- и вертикально-фрезерных станках |
Вертикальные плоскости
фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 14,е), а на вертикально-фрезерных станках – концевыми фрезами (рис. 14,г).
Наклонные плоскости и скосы
фрезеруют торцовыми (рис. 14,д) и концевыми (рис. 14,е) фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерных станках одноугловой фрезой (рис. 14,ж).
Комбинированные поверхности
фрезеруют набором фрез (рис. 14,з) на горизонтально-фрезерных станках. Точность взаимного расположения обработанных поверхностей зависит от жесткости по длине оправки. С этой целью применяют дополнительные опоры, избегают использования несоразмерных диаметров фрез (рекомендуемой отношение диаметров фрез не более 1,5).
Уступы и прямоугольные пазы
фрезеруют дисковыми (рис. 14,и) и концевыми (рис. 14,к) фрезами на горизонтально- и вертикально-фрезерных станках.
Уступы и пазы целесообразно фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазы
фрезеруют фасонной дисковой фрезой (рис. 14,л),
угловые пазы
– одноугловой и двухугловой (рис. 14,м) фрезами на горизонтально-фрезерных станках.
Паз типа «ласточкин хвост»
фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз – концевой фрезой, затем скосы паза – концевой одноугловой фрезой (рис. 14,н).
Т-образные пазы
(рис. 14,о), которые широко применяют в машиностроении как станочные пазы, например, на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза – фрезой для Т-образных пазов.