Применение и описание электромагнитной прямоугольной плиты:
использования на промышленном производстве для закрепления металлических заготовок, деталей из ферромагнитных материалов Fe, Со и Ni. Часто устанавливаются плиты на металлообрабатывающие станки, это плоскошлифовальные, круглошлифовальные, фрезерные станки. Подача, при шлифобработке, смазочных материалов, не влияет на качество фиксации детали к поверхности плиты. Наши электромагнитные плиты изготовлены по ГОСТ, делятся на стандартные, на мелкополюсные с различным расположением полюсов. Фиксация металлических заготовок происходит действием магнитного поля, влагозащищенность покрытия плиты позволяет использовать смазочную жидкость, например, при эксплуатации электромагнитной плиты на плоскошлифовальном станке.
Слесарные работы, стр. №43
Приспособления для шлифования плоских поверхностей
При шлифовании детали можно крепить непосредственно к столу станка прижимными планками. Однако такое крепление применяют в том случае, когда детали не могут быть закреплены на магнитной плите или в других приспособлениях.
Лекальные тиски (рис. 10.9а) отличаются от обычных машинных точностью изготовления и возможностью кантования. Неподвижная губка тисков составляет одно целое с основанием 1. В корпусе имеются пазы для прохода подвижной губки 2, которая перемещается винтом 3. Основание корпуса имеет отверстия с резьбой для прикрепления тисков к различным приспособлениям. Все плоскости тисок обработаны под углом 90°. Запрессованный цилиндрический измерительный штифт 4 служит для измерения наклонных плоскостей.
Рис. 10.9. Лекальные тиски (а) и электромагнитная плита (б)
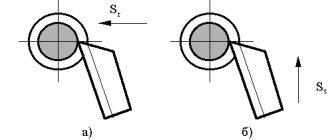
Электромагнитные плиты. Устройство электромагнитной плиты (рис. 10.9б) основано на следующем принципе. Если на железный сердечник (рис. 10.10а) навить проволоку и по ней пропустить постоянный ток, то сердечник намагнитится. Если теперь поднести к одному из концов сердечника стальной предмет, он с силой притянется к сердечнику. После прекращения действия тока в обмотке прекратится и магнитное действие сердечника.
Можно согнуть такой сердечник в виде подковы (рис. 10.10б) и также пропускать ток через его обмотку. В этом случае магнит будет еще сильнее. Соединив подковообразные магниты в группу, получим электромагнитную плиту.
Рис. 10.10. Схема магнитного действия тока (а) и подковообразный магнит (б)
Полюсы магнитов, выведенные на верхнюю часть плиты, тщательно изолируются от ее тела немагнитными сплавами (баббитом, цинком), благодаря чему магнитные силы не рассеиваются в теле плиты, а направляются непосредственно в тело детали. К электромагнитной плите могут притягиваться только магнитные металлы (например, сталь, железо, чугун).
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. Для их питания пригоден только постоянный ток, поэтому у станков устанавливаются приборы, преобразующие переменный ток в постоянный.
Электромагнитные плиты обеспечивают надежное и быстрое закрепление шлифуемых деталей. Для сохранения работоспособности плиты необходимо оберегать ее от толчков и ударов, а также следить за тем, чтобы на обмотки не попадала охлаждающая жидкость. По окончании работы следует сразу же насухо протереть рабочую поверхность плиты.
Магнитные плиты
Кроме электромагнитных плит, на шлифовальных станках применяют магнитные плиты с постоянными магнитами. Для плит этого типа не требуется специальных генераторов и выпрямителей с проводкой и распределительными устройствами. Однако, как правило, сила их притяжения слабее силы притяжения электромагнитных плит.
Конструкция прямоугольной магнитной плиты и принцип ее работы показаны на рис. 10.11. Верхняя ее часть сделана из стальных пластин 1 с немагнитными прослойками 2 между ними (рис. 10.11а). Сильные постоянные магниты 4 можно перемещать, замыкая их то на железные пластинки, то на закрепляемую деталь. На рис. 10.11б показано положение магнитов при закреплении деталей 5, а на рис. 10.11в – во время их снятия или установки. Магниты переключаются при помощи рукоятки 3. Нижняя часть плиты 6 закрепляется на столе станка.
Рис. 10.11. Магнитная плита:
а – общий вид; б – положение магнитов при закреплении детали; в – то же при установке и снятии детали
Сегментные шлифовальные круги для шлифования плоских поверхностей
Плоское шлифование цельными шлифовальными кругами большого диаметра экономически невыгодно из-за больших отходов, повышенного теплообразования и возможности поломки их при транспортировке. Кроме того, в случае появления трещины или частичного разрушения круга приходится целиком заменять его и терять значительное количество годного абразивного материала. Эти неудобства устраняются в случае применения кругов из вставных абразивных сегментов (рис. 10.12). Такие сегменты при поломке одного или нескольких из них могут быть легко заменены новыми.
Вставные сегменты используются почти до полного износа. Освободив 1 зажим, можно вынуть сразу 2 сегмента. По мере износа высота сегментов уменьшается, поэтому под них подкладывают прокладки.
Рис. 10.12. Сегментный шлифовальный
Обработка тонких деталей
Шлифование тонких деталей на магнитном столе плоскошлифовального станка требует предварительной подготовки базовых плоскостей (рис. 10.13). Вогнутость или выпуклость плоскости у таких деталей, образовавшиеся после строгания или фрезерования, не могут быть устранены при обычной установке их на магнитной плите. Магниты, притягивая деталь, выпрямляют ее, а после снятия со стола деталь вновь принимает первоначальную форму.
Рис. 10.13. Установка тонких пластин на магнитном столе:
а – выпуклостью вниз; б – выпуклостью вверх
Особенно подвержены короблению листовые детали. Направление их изгиба всегда одинаково, причем вогнутость образуется со стороны шлифовального круга. Лучший способ предупредить коробление – это снятие одинаковых слоев металла с обеих сторон пластинки. Пластинка становится прямой или незначительно изогнутой. Для соблюдения параллельности плоскостей у таких деталей шлифование необходимо вести следующим образом. Деталь укладывают выпуклостью вверх и шлифуют до получения прямолинейности, затем повертывают обработанной плоскостью вниз и от нее выдерживают размер. Так как первая поверхность получит также небольшую выпуклость, приходится делать несколько проходов и несколько раз переворачивать деталь.
Контроль качества обработанных поверхностей
Для контроля размеров деталей и правильности их формы при плоском шлифовании применяют различные инструменты. Измерение размеров производят главным образом микрометрами, скобами и миниметрами.
Плоскостность проверяют острым ребром лекальной линейки, накладываемой на контролируемую плоскость, и наблюдают за величиной просвета между ними. Величина просвета измеряется щупом. Параллельность между внешними плоскостями проверяется микрометром или другими измерительными инструментами. Параллельность внутренних стенок измеряется в зависимости от заданной точности шаблоном, концевыми мерами длины и оптиметром.
Перпендикулярность плоскостей, образующих внутренние и внешние прямые углы, контролируется угольниками. Угловой профиль в зависимости от точности измеряют угловыми мерами (точность 1′), угломерами (точность 2′), универсальными и оптическими угломерами (точность 5′) и, наконец, шаблонами.
Страницы:
master4all.com
Модификации и виды электромагнитных плит для станков:
— прямоугольная электромагнитная плита, питание от источника постоянного тока, размеры зеркала стола от 100мм*250мм до 630мм*2000мм. Можно использовать при подаче СОЖ, эмульсии.
— электромагнитная мелкополюсная плита с поперечным расположением полюсов, межполюсное расстояние 15 (3+12), 28 (15+2+11), 4 (1+3), 2 (1,5+0,5).
— электромагнитная мелкополюсная плита с продольным расположением полюсов, высокая точность и герметичность.
Плита электромагнитная прямоугольная ПЭ7208-0057 (200х320мм) цена – 47000 рублей.
Плита электромагнитная прямоугольная ПЭ7208-0060 (200х630мм) цена – 50000 рублей.
Плита новая, все узлы производство Россия, гарантия 2 года, качество соответствует ГОСТ.
Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Конструкция и принцип работы электромагнитной плиты:
мы можем изготовить плиту под размер рабочего стола, ширина плиты варьируется от 100мм до 630мм, длина от 250мм до 2000мм. При подсоединении к постоянному питанию действует сила притяжения, не менее 60 Н на квадратный сантиметр. Существует требование к минимальным размерам устанавливаемой заготовки, они составляют от 10-20 мм в продольном и поперечном направлении. Под заказ, мы изготавливаем мелкополюсные плиты с поперечным или продольным расположением полюсов, конструкция становится сложнее и дороже, клиент может выбрать межполюсное расстояние: 4мм, 15мм, 28мм. За счет повышенной влагостойкости и качества сборки срок эксплуатации магнитных плит составляет 10 лет. Электропитание плиты идет от постоянного источника тока, стандартное напряжение 110В. В основном, прямоугольные электромагнитные плиты устанавливаются на плоскошлифовальные станки, при обработке детали включается подача смазочной жидкости, на качество фиксации заготовки к плите не влияет, так же и на долговечность конструкции. Для подключения требуется источник постоянного тока, 110В. Плиты с поперечным расположением полюсов обладают повышенной мощностью притяжения, по сравнению с обычными, так же удобно закреплять небольшие заготовки.
Что такое магнитная плита?
Магнитные плиты – это специальный тип оснащения фрезерных станков, который нужен для обработки металлических элементов, которое необходимо для фиксации металлических элементов на рабочей поверхности станка под действием электромагнитного притяжения.
До их появления для удержания заготовок активно использовались кулачки, которые обеспечивали максимальное удерживание в процессе работы. Но всё же магнитные плиты имеют ряд более выдающихся достоинств в сравнении с кулачками:
- появляется альтернатива обработки сразу нескольких заготовок;
- обеспечивается предельная точность воздействия, что связано с явлением нагревания металлической детали. Она расширяется, но не деформируется, как деталь в зажимах;
- обеспечивают высокую надёжность крепления;
- сохраняют основные эксплуатационные характеристики на изначальном уровне на весь период использования;
- не требуют ежегодного (или чаще) техосмотра и ремонтных мероприятий.
Но и недостатки также присутствуют у данных приспособлений:
- не используются в работах, для которых необходима большая сила резки;
- остаточный магнетизм заготовок, выполненных из стали, но с такой особенностью поможет справиться демагнитизатор.
Справка! Демагнитизатор (размагничиватель) – необходим для лишения сил притяжения инструмента или заготовки, чтобы к нему не прилипала металлическая стружка. Магнитные плиты чаще всего используются на шлифовальных, фрезерных и токарных станках для обработки металлосодержащих изделий.
Важно!
Магнитные плиты очень редко входят в базовую комплектацию станка, поэтому их необходимо приобретать и устанавливать отдельно, учитывая необходимые параметры изделия.
Технические характеристики и параметры точности электромагнитных прямоугольных плит:
| Длина, мм | от 250 до 2000 |
| Ширина, мм | от 100 до 630 |
| Питание | 110В |
| Высота, мм | 100 – 120 |
| Сила притяжения на 1 см2, Н | 60 – 80 |
| Минимальные размеры детали, мм | 10х10*2 |
| Исполнение по ГОСТ | 30273-98 |
| Плоскостность основания плиты, мкм | 8,0 |
| Плоскостность рабочей поверхности плиты, мкм | 10,0 |
| Параллельность рабочей поверхности основанию, мкм | 10,0 |