10.09.2021
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. . При разработке данного станка, ставились следующие задачи:
1. Малые габариты. 2. Плавный старт шпинделя. 3. Счётчик до 10000 витков (9999). 4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 — 0.4мм. 5. Возможность намотки секционных обмоток без перенастройки. 6. Возможность закрепления и намотки каркасов без центрального отверстия.
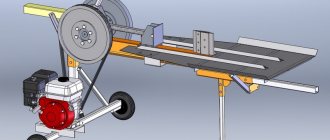
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом). 2. Притормаживание (тормозной механизм). 3. Шаговый двигатель центровки бобины. 4. Шариковые мебельные направляющие. 5. Шторка оптических датчиков механизма центровки бобины. 6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток. 7. Кнопки ручного переключения направления укладки. 8. Светодиоды направления укладки. 9. Шаговый двигатель позиционера. 10. Шторки оптических датчиков границы намотки. 11. Винт позиционера. 12. Шариковые мебельные направляющие. 13. Наматываемая катушка. 14. Двигатель намотки. 15. Счётчик витков. 16. Кнопки настройки. 17. Оптический датчик синхронизации. 18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода. В него входит механизм крепления бобин и механизм подтормаживания вала.
Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» — регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.
Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.
Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении. Таким образом, провод всегда находится по центру см. рис 4, рис 5:
Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины. 5. Шторка перекрывающая датчики механизма центровки бобины. 20. Шторки перекрывающие датчики переключения направления позиционера. 21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 — выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки. В любой момент можно изменить направление укладки кнопками «1» рис. 7.
Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 — 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.
Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки. 2. Светодиоды направления укладки. 3. Шторки перекрывающие датчики переключения направления позиционера. 4. Линейный подшипник. 5. Капролоновая гайка. 6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм. 7. Шариковые мебельные направляющие. 8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток. 9. Шаговый двигатель. 10. Оптический датчик синхронизации. 11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.
Рисунок 9.
Приёмный узел.
Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков. 2. Коллекторный высокоскоростной двигатель. 3. Шестерня редуктора. 4. Кнопка «сброс счётчика». 5. Регулировка скорости. 6. Включатель «Старт намотки». 7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор. Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах. Регулировка скорости двигателя, производится изменением питающего напряжения.
Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
Электрическая схема.
Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877. Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков. Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» — обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки. В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров. Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях. Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части. Механическая часть соответственно, может быть реализована по другому. Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно; Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий. Винт позиционера, обязательно с шагом 1,25мм — это стандартный шаг для винта диаметром 8мм. Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг — это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка. Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их на форуме. По возможности постараюсь ответить и помочь.
Желаю всем удачи в творчестве и всего наилучшего!
Архив «Намоточный станок».»
Давно хотел собрать счетчик витков для ручного намоточного станка. Хотелось сделать устройство с батарейным питанием от двух микропальчиковых батарей, потребляющее мало энергии в рабочем режиме, имеющее простое кнопочное управление-«Сброс», «Вкл/Выкл». Счетчик должен уметь реверсно считать. Иногда приходится отматывать витки, или бывают не штатные ситуации.
В наличии были STM8S003F3P6 и STM8L051F3P6 в корпусах TSSOP-20. Выяснилось что S003 не годится для моей задумки-у нее питания 3-5в, и скорее всего при 50% разряде 3вольтовой батареи микроконтроллер работать не будет. Поэтому выбор пал на STM8L051F3P6. По даташиту питание у нее от 1,8 до 3,6в. В качестве дисплея решено было использовать МT-10T7 Российского производителя МЭЛТ. Данный ЖК был куплен лет 7 назад, с тех пор достойного применения так и не нашел.Выкинуть его было жалко.
Поговорим о датчике.Сначала я использовал интегральные датчики Холла,формирующие логический сигнал на выходе. Достались с платы подводного фонаря. Оказалось, что они перестают срабатывать уже при небольшом числе оборотов. Это меня огорчило. Пришлось изобретать свой велосипед. Решил использовать датчики холла от мотора cd-rom привода и ОУ lm358. Крайне сомнительно была работа этой затеи от 3в. Но попытка не пытка. На мое удивление схема отлично заработала при таком питании.
Схема проще не придумаешь. R5-задает ток через датчики Холла U1,U2. На DA1, сделан усилитель с КУ=50. Сигналы с выходов DA1 не соответствуют логическим уровням STM8,поэтому к его выходам подключены транзисторы Q1,Q2 представляющие преобразователя уровней.Входы микроконтроллеров подтянуты через резисторы к плюсу,поэтому дополнительный огород городить не стал. Зачем на плате предусмотрены элементы С1,С2-уже и не помню.Очевидно собирался бороться с помехами. Транзисторы на самом деле bc817-40. Но и те что на схеме должны работать. Датчики холла hw-101A(маркировка D).
Питание на датчик, и дисплей приходят с вывода PB1 микроконтроллера. Нагрузочной способности для этих целей более чем достаточно.
R1 это перемычка. Номинала 0 Ом у меня не нашлось,поэтому поставил самый мелкий что был.
Максимальное значение для счета это 65535. Кнопка «RESET» используется для сброса показаний счетчика, «ON/OFF» -вкл/выкл устройства.
Печатную плату можно назвать скорее отладочной.
Фото готового устройства.
В качестве датчика оборотов выступает стеклотекстолитовый диск, с приклеенным на нем ниодиевым магнитом диаметром 5мм,толщиной 1мм, и плата с датчиками Холла.Растояние между магнитом и датчиками около 5мм. Половина знакомест на дисплее осталась не задействована. Ни чего умнее не придумал-как показывать там напряжение питания. Контрастности индикатора не достаточно,поэтому пришлось наклонить всю плату под 45градусов. На фото датчик прикреплен скотчем, потом я его прикрепил несколькими витками изоленты. Конструкция получилась не шибко эстетичной, но этого мне вполне достаточно. Сам намоточный станок-ничто иное как старый механизм для перемотки кинопленки.Ни знаю какие манипуляции он был призван производить, но на него надевается бобина с пленкой. Индикатор,батарейный отсек, плата микроконтроллера приклеены к куску текстолита термоклеем.
Потребляемый ток во включенном состоянии 12,8мA , в выключенном 1,71мкА.
Программное обеспечение.
Код написан в среде IAR Embedded Workbench IDE. Микроконтроллер работает от встроенного RC генератора HSI с частотой 16мгц. Подсчетом числа витков занимается таймер общего назначения TIM2. Он имеет 16битный счетный регистр, и возможность работы с экодером(encoder mode). Это существенно облегчает задачу. Достаточно настроить таймер, и забыть. Он сам по себе будет считать значения, и реализовывает возможности реверсного счета. Правда из-за особенностей работы этого режим значения в регистре счетчика- в два раза больше реальных.
Конечно же значения из TIM2 нужно как то извлекать, и выводить на экран. Этим занимается 8битный TIM4, генерирующий прерывания, по которому происходит эта операция. Прерывания приходят каждые 8мс. В обработчик добавлен опрос кнопки «сброс»,и манипуляции по выводу информации от АЦП и TIM2 на экран.
Измерением напряжения батареи занимается АЦП. Вход опорного напряжения, внутри соединен с плюсовым источником питания микроконтроллера. Выбрать внутренний источник нельзя(как это например сделано в AVR). Зато можно измерить напряжение этого самого источника. Напряжение источника VREF измерено на заводе и записано в VREFINT_Factory_CONV byte,его можно считать.
Что бы основной программе не было скучно, она смотрит-не завершено ли преобразование АЦП и на основе 16 выборок вычисляет среднее.
Включение/выключение схемы реализовано на основе внешнего прерывания по нажатию на кнопку. По приходу прерывания меняем переменную, и сидим ждем пока кнопку отпустят.
Если пользователь хочет выключить устройство,то основная программа сохраняет значение счетного регистра TIM2 в ОЗУ. Все не задействованные выводы делает выходами,устанавливает на них нуль. Если этого не сделать у меня ловит помехи. Отключаем источник эталонного напряжения VREF и АЦП и засыпаем. Использован самый экономичный режим halt. Проснется микроконтроллер от нажатия кнопки «On»,по внешнему прерыванию(External interrupts).
Прошивка микроконтроллера.
Это отдельная история. Когда покупал STM32F0 Discovery, думал что программатор на ней умеет шить STM8.Оказалось что нет. Тратить деньги на отдельный программатор не хотелось, а возможности прошивки по USART меня не впечатлила(да и не всё 8битное семейство умеет это).
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки. Она служит основанием изделия и надевается на специальный вал.
- Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.
Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».
- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.
Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.
Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.
- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.
Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
Укладчик витков
Укладчик проволоки служит для равномерной намотки, виток к витку, обмоточного провода на каркас изготавливаемого трансформатора или катушки. Плотность намотки зависит от того, с какой скоростью вращаются оси, а так же от диаметра выбранной проволоки. Необходимое соотношение скорости вращения первой и второй оси можно достичь с помощью шкивов и ременной передачи. При работе отлаженного механизма станка происходит одновременное перемещение ролика укладчика с определенным шагом и укладка проволоки на каркас наматываемого трансформатора. В двух словах не объяснить, но при дальнейшем прочтении статьи станет все понятно.
В рассматриваемой конструкции использована шпилька-штанга заводского изготовления М6 с шагом резьбы 1мм. В боковины станины намоточного станка параллельно друг другу закрепляют подшипники в заранее просверленные для них отверстия, далее в них вставляют шпильку. Для наилучшего скольжения смазываем подшипники. На шпильке перемещается направляющий ролик, через который продевается проволока.
Направляющий ролик для укладки проволоки можно изготовить самостоятельно, имея небольшой отрезок П-образного алюминиевого профиля, удлиненную гайку-втулку, соответствующую по резьбе шпильке, и подающий ролик с канавкой посередине.
В П-образном профиле сверлятся отверстия параллельные друг другу. Верхняя пара отверстий — для ролика, а нижняя — для удлиненной гайки. Диаметр верхних отверстий в стенках профиля подбирается по оси, на которой будет закреплен ролик, а нижние на миллиметр больше диаметра резьбы шпильки. Под расстояние между стенками профиля впритирку подгоняется по размеру удлиненная гайка. Затем эта конструкция наворачивается на шпильку укладчика.
Шпилька фиксируется гайками по бокам так, чтобы она могла вращаться без смещений. С одной из сторон оставляется запас шпильки, чтобы на нее накручивать шкивы для сопряжения первой и второй оси.
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.
- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.
Два шкива соединены ременной передачей
Оси в намоточном станке соединены между собой системой шкивов различного радиуса. Шкивы, закрепленные на осях, вращаются с помощью ременной передачи. В качестве ремня используется пассик.
— Шкив оси укладчика равен 100мм;
— Шкив на оси с закрепленной катушкой (намотчика) равен толщине необходимой проволоки, помноженной на 100.
Например, для 0,1мм проволоки применим 10 мм шкив на оси намотчика. Для диаметра 0,25 проволоки 25 мм шкив.
По возможности лучше изготовить шкивы с шагом 1 мм и подбирать в процессе намотки, используя данную формулу
Погрешность зависит от точности диаметра изготовленных шкивов и натяжения пассика. Если применить в конструкции в качестве привода шаговый двигатель с шестереночной передачей вместо пассика и точно выпиленных шкивов, то погрешность можно приблизить к нулю.
Теперь расскажу, как сделать шкив своими руками в домашних условиях не обращаясь к токарю. Набор шкивов у меня сделан из того же материала, что и станина намоточного станка. Разметил с помощью циркуля необходимые диаметры шкивов и добавил несколько миллиметров в большую сторону, чтобы проточить канавку для пассика до нужного размера. По контуру разметки просверлены шуруповертом отверстия и прорезаны перегородки между ними. Так набрал необходимое количество заготовок для шкивов. В роли токарного станка у меня была приспособлена ненужная мясорубка «Помощница».
Точно уже не помню, нарезал резьбу на валу двигателя мясорубки либо там оказалась подходящая, но через длинную гайку-втулку была прикручена шпилька. На шпильку через гайки и шайбы прикручивалась заготовка чуть большего диаметра, чем требовался шкив. Включалась мясорубка и ножовкой по металлу/ напильником скруглялись все неровности до круглой формы, а надфилем протачивалась бороздка (канавка) для пассика. В процессе штангенциркулем периодически проверялись диаметры самодельных шкивов.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Счетчик оборотов для подсчета витков
Один оборот равен одному витку — так раньше в уме подсчитывал, мотая трансформатор на примитивном приспособлении. С появлением полноценного намоточного станка с предусмотренным счетчиком стало намного проще, но самое важно, что при намотке витков процент на ошибку свелся практически к нулю.
В рассматриваемом намотчике использован механический счетчик УГН-1 (СО-35) от советской аппаратуры. Его можно заменить на велосчетчик или механический счетчик от старого бытового магнитофона, где он отмерял расход ленты. Также можно собрать простой счетчик своими руками, имея только калькулятор, геркон, два провода и магнит.
Разберите калькулятор на два контакта, замыкаемых кнопкой «равно», припаяйте два провода, а на концы проводов запаяйте геркон. Если поднести магнит к геркону, то его пластины внутри стеклянной колбы замкнутся и на калькуляторе произойдет имитация нажатия кнопки. Используя функцию сложения калькулятора 1+1 можно подсчитывать обороты.
Далее закрепляем самодельный диск на первую ось. К диску приклеиваем магнит, а на корпусе станка или кронштейне крепим геркон. Геркон располагаем так, чтобы при обороте диска магнит проходил рядом с герконом и смыкал его контакты.
По такому принципу можно заменить геркон на концевой выключатель, а диск сделать в виде эксцентрика. Диск-эксцентрик, вращаясь своей выпуклой частью, будет нажимать на концевик