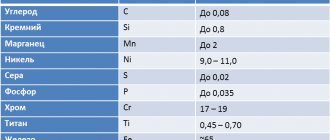
Химический состав стали
10ХСНД (старое название 10ХСНД-Ш ) относят к классу низколегированных сплавов, предназначенных для сооружения сварных конструкций.
Расшифровка марки стали говорит о том что в состав материала входят такие химические элементы, как:
- хром — до 0,9%;
- углерод — до 0,12%;
- никель — до 0,5%;
- медь — до 0,6%.
ГОСТ
Химический состав стали определён в ГОСТ 19281 — 89. Отечественные производители металлургической продукции производят следующие виды продукции:
- прокат разного класса и типоразмера: ГОСТ 19282-73, ГОСТ 2590-2006;
- листы ГОСТ 19282 -73, ГОСТ 5521-93;
- полоса ГОСТ 19281-89 , ГОСТ 82-70, ГОСТ 103-2006;
- поковки и кованые изделия ГОСТ 1133-71;
- трубы ОСТ 14-21-77.
На всю наносимую продукцию должна быть нанесена маркировка с указанием предприятия — производителя, датой выпуска, номер плавки и пр.
Элементы входящие в состав стали марки 10ХСНД позволяют ее использовать для производства металлических конструкций, предназначенных для работы в условиях с агрессивными средами и широком диапазоне температур от -70 до +450 градусов Цельсия.
Аналоги
Среди отечественных сталей, способных заменить 10ХСНД можно назвать 16Г2АФ. Среди импортных аналогов можно назвать следующие марки:
Болгария — 10ChSND;
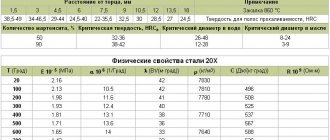
Физические характеристики
| Температура | Е, ГПа | l, Вт/(м · °С) |
| 100 | 197 | 40 |
| 200 | 201 | 39 |
| 300 | 195 | 38 |
| 400 | 188 | 36 |
| 500 | 180 | 34 |
| 600 | 169 | 31 |
| 700 | 156 | 29 |
| 800 | 135 | — |
| 900 | 125 | — |
Технологические особенности применения стали
Как уже отмечалось сталь 10ХСНД — низколегированная. Это означает только одно — она сваривается без ограничений. Но, наличие легированных элементов, может вызвать появление закалённых структур в сварочной зоне. В результате это может привести к снижению стойкости к образованию трещин. Кроме этого легирующие элементы могут спровоцировать усиление склонности к хрупкому разрушению. Если сталь этого типа прошла термическую обработку, в частности, улучшение, которые могут терять прочность на разных участках нагрева и охлаждения. Этот класс сталей требует от сварщика определенных знаний и навыков работы.
Технолог, выбирая способ электросварки и последующей термообработки, должен учитывать условия, в которых конструкция будет эксплуатироваться. Кстати, некоторые сложности, возникающие при выполнении сварочных работ по этой стали, требуют от производителя уделять особое внимание качеству выполняемых работ.
При обработке на токарно — фрезерном оборудовании нет необходимости подбирать какой-либо специальный инструмент или специальные режимы резания.
Сдать сплав 10ХСНД (ГОСТ 19281 — 89) в Санкт-Петербурге
Сталь 10ХСНД – это низколегированная конструкционная сталь, которая применяется для изготовления сварных металлоконструкций повышенной прочности и коррозионной стойкости. Данный материал производится в соответствии с требованиями стандартов ДСТУ 8817, ГОСТ 6713, ДСТУ 8541, ГОСТ 19281
Классификация: Сталь конструкционная низколегированная для сварных конструкций.
Продукция: Толстолистовой, широкополосный, полосовой, сортовой и фасонный прокат
Термическая обработка сварных деталей
Главная задача, которую решает термическая обработка — это снятие остаточных напряжений, которые возникают во время сварочных работ. Вследствие этой обработки должно произойти улучшение структуры металла и свойства сварного шва.
Эту обработку выполняют сразу по окончании сварочных работ. При этом очень важно не допускать переохлаждения сваренных заготовок. Минимально допустимая температура не должна опускаться ниже температуры подогрева. В том случае, если нет технической возможности выполнить термообработку, то имеет смысл выполнить термический отдых.
Для выполнения операций по термической обработке необходимо провести определенную подготовку. В частности, детали, предназначенные для обработки необходимо уложить на специальный поддон в соответствии с требованиями технологической карты. После укладки, поддон помещают в печь.
На момент загрузки печь должна быть или холодной или разогретой до температуры 300 ºC. Детали должны находится в печи порядка 1 — 2 часов. По истечении этого времени печь можно нагревать далее. Предельная температура должна быть не выше 590 ºC, а скорость нагрева должна составлять 70 ºC в час. Детали должны пролежать при температуре 590 ºC не менее трех часов. Охлаждение, должно быть, совершено со скоростью 50 ºC в час до 250 ºC.
На серьёзных предприятиях работает система контроля качества. То есть весь процесс термической обработки фиксируется в специальных журналах и постоянно фиксируются параметры печи. Замеры проводят с применением пирометра. Такой подход позволяет получать продукцию высокого качества.
Материал 10ХСНД Екатеринбург
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 10ХСНД большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал 10ХСНД закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Курсовая работа: Разработка технологии сварки секции корпуса судна
Санкт-Петербургский государственный морской технический университет
Кафедра сварки судовых конструкций
РАЗРАБОТКА ТЕХНОЛОГИИ СВАРКИ
Габариты секции- S=16мм; А=7000мм; Б=3500мм
Толщина стенки поперечного набора S=10мм
Расстояние между бульбами 350, между поперечными таврами — 850мм
1.Характеристика стали 10ХСНД.
2.Особенности сварки стали 10ХСНД.
Как уже было указано выше, сталь 10ХСНД относится к группе конструкционных низколегированных сталей.
Эта группа сталей при сварке ведет себя так же, как и низкоуглеродистая сталь, но имеются отличия при действии термических циклов:
1. Больше склонность к росту зерна в околошовной зоне, особенно при перегреве.
2. Возможность образования закалочных структур, что будет служить причиной образования холодных трещин.
3. Снижение ударной вязкости металла в околошовном участке ЗТВ сварного соединения.
4. Стойкость металла шва против образования горячих трещин ниже из-за наличия легирующих элементов.
5. Чувствительность к концентраторам напряжений и даже к тепловым «ожогам».
Низколегированные стали хорошо свариваются всеми способами сварки плавлением. Обычно не имеется затруднений, связанных с возможностью образования холодных трещин, вызванных образованием в шве или околошовной зоне закалочных структур. Однако в сталях, содержащих углерод по верхнему пределу и повышенное содержание марганца и хрома, вероятность образования холодных трещин в указанных зонах повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях предупреждение трещин достигается предварительным подогревом до 120 0 —200 0 С. Предварительная и последующая термическая обработка сталей, использующихся в ответственных конструкциях, служит для этой цели, а также позволяет получить необходимые механические свойства сварных соединений (высокую прочность или пластичность, или их необходимое сочетание).
Поэтому при сварке низколегированных сталей к параметрам режима сварки предъявляются более жесткие требования, чем при сварке нелегированных низкоуглеродистых сталей. Сварка ограничивается узкими пределами изменения параметров режима, чтобы одновременно обеспечить минимальное возникновение закалочных структур и уменьшить перегрев.
Данный технологический процесс, был написан с использованием современной программы Vertikalv3, что позволило с более высокой точностью определить и рассчитать режимы сварки, подобрать нужное оборудование, сварочные материалы, разделку кромок и т.д.
2.1 Зачистить детали под сварку до чистого металла
3. Дуговая сварка покрытым электродом
3.2 Прихватить листы по всей длине стыков.
Электроды УОНИИ-13/55-4 ГОСТ 9466-75
Шов=С8, Iсв=150-210А, Uд=23В, L=14м, Lпр=35мм, Nпр=41
4.1 Зачистить сварной шов от шлака и брызг метала
4.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
5. Дуговая сварка под флюсом
5.1 Сварить листы настила палубы в нижнем положении на медном ползунке по ГОСТ-8713-79. Флюс ОСЦ-45, проволока 4,0 Св-08А (по РД5Р.9083-92). Шов=С8, Iсв=830-860А, Uд=38-40В, Vсв=15-17м/ч, Вылет=25-45, L=14м
6. Сборка (к полотнищу устанавливается продольный набор)
7.1 Зачистить детали под сварку до чистого металла
8. Дуговая сварка покрытыми электродом
Электроды УОНИИ-13/55-4 ГОСТ 9466-75, Шов=Т8 8 25 200, Iсв=150-210A, L=63m, Lпр=25мм, Nпр=253
9.1 Зачистить сварной шов от шлака и брызг металла
9.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
10. Дуговая сварка в углекислом газе сплошной проволокой
Шов=Т8 6, Iсв=300А, Uд=28-30В, Vсв=17м/ч, L=56м, сварочная проволока Св-08А-1,6мм, двуокись углерода ГОСТ 8050-76
12.1 Зачистить детали под сварку до чистого металла
Электроды УОНИИ-13/55-4 ГОСТ 9466-75, Шов=Т8 6 25 100, Iсв=150-210A, L=28m, Lпр=25мм, Nпр=161
14.1 Зачистить сварной шов от шлака и брызг металла
14.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
15. Дуговая сварка под флюсом
15.1 Сварить тавровые балки по ГОСТ-8713-79. Флюс ОСЦ-45, проволока 4,0 Св-08А (по РД5Р.9083-92). Шов=Т8 6, Iсв=830-860А, Uд=38-40В, Vсв=15-17м/ч, Вылет=25-45, L=56м
16. Сборка (приварка таврового набора к полотнищу)
17.1 Зачистить детали под сварку до чистого металла
18. Дуговая сварка покрытыми электродами
Электроды УОНИИ-13/55-4 ГОСТ 9466-75, Шов=Т8 6, Iсв=150-210A, L=28m, Lпр=25мм, Nпр=161
19.1 Зачистить сварной шов от шлака и брызг металла
19.2 Зачистить выпуклость сварного шва заподлицо с основным металлом
20. Дуговая сварка в углекислом газе сплошной проволокой
Шов=Т8 6, Iсв=300А, Uд=28-30В, Vсв=17м/ч, L=56м, сварочная проволока Св-08А-1,6мм, двуокись углерода ГОСТ 8050-76
21. Контроль внешнего вида сварных швов, наличия клейм – 100%
22. Ультразвуковой контроль сварных швов по ГОСТ 14782-86. – 50%
| Наименование характеристики | Значение |
| Напряжение питающей сети | 2 x 380В |
| Номинальная частота, Гц. | 50 Гц |
| Диаметр электрода | 2-5мм. |
| ПВ при 300А | 40% |
| ПВ при 200А | 100% |
| Диапазон регулирования сварочного тока | 60- 300А |
| Напряжение холостого хода | от 25 В — 50 В |
| Потребляемая мощность | 9кВт |
| Ток защиты по первичной сети | 25А |
| Ток холостого хода | не более 1.6А. |
| Длина сетевого шнура | 3 м |
| Габаритные размеры | 410х140х400 мм |
| Масса | 42 |
Номинальный режим работы, % 60
Потребляемая мощность, кВт 60-500
Габаритные размеры, мм 1050×760×960
Напряжение питающей сети, В 380
пределы регулирования 100-500
скорость подачи, м/ч 120-1200
| Наименование параметра | ВДУ-1001 |
| Номинальное напряжение питающей сети трехфазного тока, В при частоте 50 Гц | 380 |
| Первичная мощность, кВА, не более | 82 |
| Напряжение холостого хода, В, не более | 85 |
| Пределы регулирования сварочного тока, А (ПВХ/ЖВХ) | 100-1001120-1000 |
| Номинальное рабочее напряжение, В | 56 |
| Пределы регулирования рабочего напряжения, В | 24-56 20-56 |
| (ПВХ/ЖВХ) | |
| Номинальная продолжительность работы, ПВ, % | 100 |
| Коэффициент полезного действия, %, не менее | 79 |
| Масса, кг, не более | 500 |
Технические данные сварочного трактора
ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры»
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.»
ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые»
РД5Р.9083-92
«Корпуса стальных судов. Сварка углеродистых и низкоуглеродистых сталей»
Распространённые марки низколегированных сталей, применяемых при сварке металлоконструкций
Низколегированные стали, из которых сваривают строительные конструкции, содержат в своём составе углерода не более 0,25% и легирующих элементов — не более 3%.
Для изготовления металлоконструкций промышленных и гражданских сооружений больше всего подходят такие марки сталей, как 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 10Г2С1Д, 16ГС, 14Г2АФ, 16Г2АФ и др.
Для изготовления сварных газопроводных труб хорошо подходят такие марки стали как 18Г2С, 25Г2С, 35ГС, 20ХГ2Ц и др. Эти же марки применяют и при изготовлении арматуры для железобетонных плит.
Сдать сплав 10ХСНД (ГОСТ 19281 — 89) в Санкт-Петербурге
Сталь, конструкционная низколегированная для сварных конструкций
10ХСНД — металлический сплав, основу которого составляет железо (Fe), его содержание в 10ХСНД должно быть не менее 95.5%. Обязательно в сплаве 10ХСНД присутствуют кремний, хром, марганец, никель, медь. Допустимое количество примесей определено в таблице химического состава.
- Срочно! Сплавы AMS5537 (L-605), AMS5536 (Hastelloy Х)
- Срочно! Никель Н-1 (катодные листы)
- Срочно! Ж/д рельсы — лом, ликвидные обрезки
- закупают Цветные металлы и сплавы
- закупают Черные металлы, стали и сплавы
- закупают Цветные металлы и сплавы
- закупают Черные металлы, стали и сплавы
- продают Черные металлы, стали и сплавы
- продают Черные металлы, стали и сплавы
- закупают Черные металлы, стали и сплавы
- закупают Черные металлы, стали и сплавы
- продают Цветные металлы и сплавы
- продают Цветные металлы и сплавы
- продают Нефтепродукты и их отходы
- закупают Цветные металлы и сплавы
- продают Цветные металлы и сплавы
- продают Полупроводники, неметаллы и их соединения
- продают Цветные металлы и сплавы
Все объявления + Добавьте свое Полезные инструменты
- Определить марку Определить сплав по составу
- Вес трубы или уголка Металлический калькулятор
- Для приемщиков лома Расчет выгодности сделки
Определить сплав по химическому составу Определить массу по форме изделия Расчитать прибыльность сделки