An inverter welding machine is the most popular equipment for manual arc welding at home. It is recommended to purchase it for those who are just starting to engage in welding. Therefore, the question of which welding inverter is better continues to remain relevant. In this review we will try to answer it.
Features of the unit design
As you can see in the photo of welding inverters, their design is quite simple. The operating principle of such devices is based on the use of pulse converters.
The welding inverter circuit consists of:
- the inverter device itself;
- rectifiers (low and high frequency);
- transformer device;
- working shunt;
- control unit.
The power source of the inverter-type welding machine is 220 V. The features of its operation are:
- in converting current from direct to alternating;
- in reducing high-frequency voltage;
- in rectification at the reduced current output.
Characteristics and criteria for choosing an inverter
When choosing a welding machine with an inverter, first of all you need to decide on the expected maximum thickness and types of material to be welded. The power and welding current of the future purchase, as well as its price, directly depend on these parameters. The table below shows the approximate values of the minimum and maximum currents for various thicknesses of structural steel parts. For other types of steel and non-ferrous metals, these values will be different, therefore, if you intend to weld stainless steel or aluminum alloys, it is necessary to clarify the current parameters for these materials.
| Metal thickness (mm) | 1÷2 | 2÷3 | 2÷3 | 3÷4 | 4÷6 | 6÷8 |
| Electrode diameter (mm) | 1,6 | 2 | 2,5 | 3 | 4 | 5 |
| Welding current (A) | 25÷50 | 40÷80 | 60÷100 | 80÷160 | 120÷200 | 180÷250 |
The main characteristics of the welding inverter, which are indicated in their catalogs by all manufacturers of this equipment:
- input voltage parameters;
- power;
- ON duration (DS);
- welding current limit values (min./max.);
- open circuit voltage;
- recommended electrode diameter;
- operating temperature range;
- protection class;
- weight and size.
When purchasing a welding inverter, you must take into account that it, like any production equipment, does not last forever. Even with high-quality manufacturing and reliable components, the service life of such a device before complete write-off is 7–10 years, and the mean time between failures is several thousand hours.
Input voltage
Welding inverters are powered by single-phase or three-phase voltages of 220 and 380 V. As a rule, the electrical network serves as the source, but there are also mobile devices powered by a gas generator.
When choosing a device for use in domestic conditions or in small workshops, one of the key criteria is the maximum current consumption, which must correspond to the capabilities of the electrical network of the apartment, cottage, garage or industrial premises. But the purchase of a welding inverter, the current consumption of which complies with the standards of the electrical network, does not at all guarantee that during its operation there will be no problems with the supply voltage. The power of sources of such objects as garages and dacha cooperatives is limited by the capabilities of their substations, therefore, when a high load is switched on collectively, the voltage can “sag” to 150÷180 V. In this case, it is necessary to choose a device with the ability to operate at a reduced voltage.
Welding current
Manufacturers indicate the maximum and rated welding current based on the maximum permissible heating temperature of the electronic components of the inverter.
But the real temperature regime differs from the standard one, since it largely depends on operating conditions: air temperature, humidity, dust. Therefore, it is better to choose the operating current with a reserve: at least 15÷20% higher than required. To avoid overheating, welding of thin sheet metal, as well as a number of metals and alloys, must be performed at low currents. Therefore, if you plan to work with such materials, you need to pay attention to the minimum welding current. Another important indicator of the technological qualities of the inverter is the multiplicity of welding current regulation (ratio of max/min values). For MMA mode, this parameter usually lies in the range 3÷5. The higher its value, the wider the possibilities when performing welding.
Open circuit voltage
By increasing the no-load voltage, the process of igniting the arc is greatly facilitated, and the arc itself becomes more elastic and stable. However, at the same time, the dimensions of the equipment increase and the power factor decreases. Another negative consequence of this option is an increased risk of electric shock.
As the welding current decreases, the arc becomes unstable, so modern inverters automatically increase the no-load voltage at low currents and lower it when approaching maximum values. The optimal value for MMA welding is 60÷85 V (depending on the maximum current).
Maximum current operating mode
In the passports of all inverters, the operating mode is always indicated as one of the main characteristics, which is expressed in the form of a standard ratio of the welding time to the total duration of the technological operation. At the same time, manufacturers use different names for this parameter: loading duration (LO) and on-time (ON). The difference between PV and PN is that in the first case it is meant that the inverter is completely disconnected from the network during a pause between welding operations, and in the second - that the inverter continues to produce no-load voltage.
Most often, the PV is given, which is equal to the ratio of the operating time at the rated current to the total duration of the welding cycle. According to international standards, a cycle is considered to be an interval of 10 minutes, i.e. if duty cycle = 40%, then every 4 minutes of welding the inverter should be idling for 6 minutes. Some manufacturers indicate PV for several load values in equipment data sheets. Here is one such example for an inverter with a maximum current of 160 A: 40% - 160 A, 60% - 135 A, 100% - 105 A. At first glance, it may seem that 40% is a very small value. But in fact, the technological process, in addition to the welding itself, includes a number of preparatory, final and auxiliary operations, which take up most of the time of the welding cycle.
Useful additional features
Most modern welding inverters are equipped with additional operating functions, many of which have already become standard for this type of equipment. The most common among them are:
- Open circuit voltage limitation. This mode is aimed at increasing labor safety and is mandatory when working in conditions of high humidity, precipitation and inside metal containers. Before welding begins, the open circuit voltage is no more than 12 V, and when the electrode touches the metal it instantly increases to the nominal value. At the end of welding, the voltage drops again to 12 V.
- Hot start. To facilitate arc ignition, at the start of welding, the inverter for a short period (0.5÷3 s) produces a current pulse that exceeds the value set on the machine by one and a half to two times. This function also helps to improve the quality of the initial part of the weld.
- Anti-stick protection. If a short circuit occurs, after 0.5÷1 second the arc current is reduced for a short period and then restored again.
- Arc Force. Using this function, the mode of droplet transfer of electrode metal into the weld pool is restored. A continuous flow of metal is destroyed by a sequence of short pulses of increased power.
The pinnacle of the functional development of inverter technologies is the synergistic control system, which is capable of independently selecting the desired program according to specified parameters and adaptively controlling the welding process throughout the entire production cycle.
Types of welding inverters
Today there are three types of welding inverters:
- Household.
- Professional.
- Industrial.
The distinctive features of each type are the duration of the work cycle and the price.
Transformers
The transformer is the most traditional type of electric welding machine. At the same time, it is one of the simplest in design. The main design element of this type of welder is a step-down transformer, which converts the mains voltage to the value required for welding. The current strength is changed using different techniques, the most well-known is the displacement of one winding relative to the second. As the gap between the windings changes, the current changes.
A feature of welding transformers is considered to be alternating current at the output, which leads to noticeable spattering of metal and deterioration in the quality of seams. In order to weld non-ferrous metals and improve the quality of arc combustion, fairly massive and bulky components must be added to the structure of the apparatus. The main element - the transformer - is also not compact and light in weight. When using the device for serious work, specific (for alternating current) electrodes and considerable experience of the welder are required.
The efficiency of the device is quite high, reaching 90%, but part of the energy is spent on heating. Cooling is carried out using fans of different power, since it is necessary to cool a unit weighing several tens and sometimes hundreds of kilograms. The use of this type of welding machines is declining today, but they are still in demand due to their low cost, reliability and durability. Transformers are used for welding low-alloy types of steel .
Aurora
This brand produces a huge range of equipment for construction and repair. This also includes welding units.
The manufacturer provides a warranty of one to two years for its products. The company's service is located in more than six dozen regions of our country.
Rectifiers
Welding rectifiers can be considered an improvement on transformer devices. In welds obtained using rectifiers, those defects that are caused by the use of alternating current are practically eliminated. The devices, in addition to the step-down transformer, have a diode block (rectifier), control, starting and protection elements in their design. Alternating current not only changes voltage, but is also converted to direct current. This makes it possible to obtain an even, stable arc. Accordingly, metal spattering is reduced, and the seam is of higher quality. You can work with any electrodes.
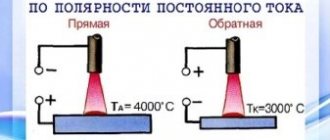
The scope of use of the welder is also expanding - you can join not only low-alloy “ferrous” steels, but also non-ferrous metals, stainless steel, cast iron (using appropriate electrodes). Since direct current has polarity, you should not forget about this - when connecting the electrodes, this parameter should be taken into account. Some welding work is purposefully performed with reverse polarity (aluminium welding).
Many manufacturers today are reducing the production of this type of household appliances. If we talk about professional use, they are still used quite widely . Disadvantages include heavy weight, the need for a qualified welder, and a serious voltage drop in the electrical network during the welding process. Advantages: low price, reliability and good seam quality.
Resanta SAI-220
Distinctive features of the model are a stylish aluminum case, ultra-modern IP21 protection, and relatively low weight (5 kg).
Pros:
- fairly wide range of welding current (10 – 220 A);
- possibility of operation from a single-phase power source;
- high degree of dust protection;
- a light weight;
- quick start and anti-stick options.
Minuses:
- The package does not include a carrying and storage case;
- weak fastening of the current regulator;
- not very reliable ventilation.
Which inverter to choose for home use
To choose a suitable welding inverter, you must first decide what it is supposed to do and under what conditions it will be used.
Based on these data, it is already possible to select power, operating modes and other technical characteristics of the future device. A home craftsman for household needs is unlikely to require such types of welding as MIG/MAG and TIG, so further we will talk only about manual MMA electric arc welding. In order to qualitatively weld angles, channels, strips and pipes up to 5 mm thick, theoretically, a welding inverter with the following characteristics is sufficient:
- mains voltage - 220 V;
- maximum welding current - 120÷150 A;
- PV - 40÷50%;
- electrode thickness - up to 4÷5 mm.
But in practice, the operation of the inverter will most likely occur under conditions different from the standard ones. Therefore, you will almost certainly have to adjust the selected characteristics. First of all, you should analyze the quality and stability of the supply voltage. Typically, welding inverters are designed to operate in conditions of input voltage fluctuations of ±10÷15%, so when connected to an electrical network with such parameters, they will work without any problems. If the deviation reaches 30% (which often happens in dachas, garages and rural areas), then you should choose an inverter model with the ability to operate at reduced voltage.
It must be remembered that the inverter power and welding current will drop in proportion to the decrease in voltage. It should also be taken into account that the use of welding wires longer than five meters (which will certainly be required when welding outdoors) also reduces its power. Therefore, it is necessary to choose a device with a current reserve. In our case, the optimal device would be a maximum current of 160÷180 A.
A home inverter should be lightweight so that it is easy to carry, and compact so that it fits in the trunk of a car. It is advisable to choose an inverter with a shock-resistant and waterproof housing, as well as a transparent protective cover for the control panel. The presence of a digital indicator is desirable, but not necessary, since on inexpensive models they often work with large errors.
Almost all modern inverters (even in the price category up to 10 thousand rubles) are standardly equipped with the Arc Force, Anti stick and Hot start functions. But when choosing a specific model, you should still make sure that these modes are available.
Figure 8 - Welding process
The technical requirements for choosing the best home welding inverter in our version will look something like this:
| № | Name | Household |
| 1 | Input voltage (V) | 220 |
| 2 | Allowable voltage fluctuations (%) | +15 / -40 |
| 3 | Power, kWt) | 4÷5 |
| 4 | Max. and min. operating current values (A) | 10÷180 |
| 5 | Open circuit voltage (V) | 60÷80 |
| 6 | Degree of protection | IP-22 |
| 7 | Electrode diameter (mm) | 1.6÷5.0 |
| 8 | Duration of switching on (duty cycle, %) | 30÷50 |
| 9 | Additional functions | Arc Force, Anti stick, Hot start |
| 10 | Weight, kg) | 4÷5 |
When choosing a specific model, you should focus on well-known brands that have been on the market for at least ten years. It is also necessary to pay attention to the proximity of the service center and the warranty period, which for inverter manufacturers ranges from one to five years.
Argon arc welding machine
This type of welding equipment uses special non-consumable tungsten electrodes; the protection gas is helium or argon..
An argon arc apparatus using a tungsten electrode contains the following components:
- a source that provides direct or alternating welding current;
- regulation device for working with current;
- set of burners for use with different voltages;
- control circuit providing welding cycle coordination and protection;
- stabilizing device for excitation and alignment of the arc.
Units of this type are used if there is a need for high-quality welding of non-ferrous metals.
Gas cutting and welding machine
Gas welding involves heating the part until it melts with a high temperature flame . In this case, flammable gases are used - hydrogen, natural gas, acetylene. A distinctive property of these gases is their good combustion in air. Most often, acetylene is used in gas welding machines, which is easily obtained using calcium carbide and water. The combustion temperature of this gas is 3200–3400 °C.
Advantages of gas welding and metal cutting:
- Simple technology.
- No access to the electrical network is required, no need to use electric current.
- The equipment used for welding is quite simple.
It should be noted, however, that gas welding will not provide high speed and productivity, because it can only be done manually.
When gas welding, serious attention is paid to preparing parts, regulating the power of the torch, and installing it in the desired position.