Extrusion welding creates strong, permanent plastic-based joints. The procedure is carried out as part of installation and assembly work and provides a solution to many problems:
- production of polyethylene containers for storing liquids;
- laying non-pressure pipelines from HDPE;
- production of plastic cases and composite parts for various devices.
Extrusion welding of polyethylene is advisable when connecting components with a thickness of more than 6 mm. Otherwise, deformation of the products, burns and peeling are likely.
Equipment
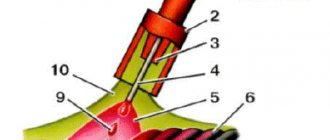
To carry out extrusion welding, a special apparatus called an extruder is used. The manual welding device resembles an electric drill with a special nozzle and a heating device, which is why it is called an extrusion gun.
A screw is installed inside the extruder, in which the additive is heated from the extruder body, converted into a viscous homogeneous mass and fed through a shoe to the weld. The additive can be fed into the device either in the form of a wire unwound from a reel, or in the form of granules entering through a hopper.
The shoe is a part of the apparatus that is pressed against the parts being joined and acts as a kind of iron that presses down the filler material and prevents it from spreading in other directions. This device is made of refractory polymers (fluoroplastic, polytetrafluoroethylene), and for each type and size of seam its own shoe is used. The toe of the shoe should follow the shape of the surfaces being joined, but should not touch them.
Hot air is supplied through the shoe (or independently) to heat the joined surfaces. Thus, heating occurs immediately before the additive is supplied. Modern extruders can control air temperature and filler mass temperature.
Depending on the purpose, power and productivity, there are different groups of extruders, slightly different in design. For example, for the production of plastic containers, machines are used in which the air supply nozzle is installed on the right, and welding is carried out strictly from left to right.
Most extruders are produced with a screw, but there are also screwless (plunger) devices. The filler material is pushed out of them due to the pressure of the unmelted rod. The main disadvantage of this type of extruder is low productivity, but it can work in hard-to-reach places.
The price of professional equipment starts from 30 thousand rubles, and the most “advanced” models for industrial welding can cost about one hundred thousand rubles. It should be borne in mind that for extruders from Western companies, wire or granules only from the manufacturer or approved companies are suitable. Domestic devices are less demanding on the quality of additives.
Homemade device
The cost of the new extruder is quite high - entry-level models start at $300. This encourages craftsmen to invent various homemade products. Having the necessary skills, you can assemble a manual extruder with your own hands without much expense. On the Internet you can find working drawings of working devices with various characteristics.
To assemble the simplest unit, you will need an industrial hair dryer and a commutator type motor , which can easily withstand constant changes in operating mode. You will have to feed the bars manually. Nozzles are made independently or spare parts of existing models are purchased and adapted.
The use of a plunger drive will allow you to perform work on granular raw materials.
Such a device is only suitable for simple home work, since the quality of the finished joint will be much lower compared to welding polyethylene with an industrial extruder.
Theoretical basis
Extrusion welding is applicable only to materials with a wide temperature range at which their viscous-fluid state is maintained, such as polyethylenes, fluorolones, plasticized polyvinyl chloride, polystyrene. Such materials, capable of heating above the pour point, are called thermoplastics. The temperature range between melting and thermal destruction (destruction of the material) for thermoplastics is 50-180°C degrees.
The strength of a joint obtained by extrusion reaches 80-100% of the design strength of the parts themselves, but it strongly depends on the temperature of the additive. The filler material is heated to a temperature exceeding its fluid temperature (Tm) by 30-60°C degrees. The heat of the additive is consumed for losses to the environment, for melting the joined edges of parts and for maintaining the viscous state of the mass itself.
It should be noted that in this case, the heating temperature of the parts should not exceed the temperature of thermal destruction of the material, since this will lead to a decrease in the strength of the connection and will decrease.
The diagram below shows the process of changing the structure of the polymer with increasing temperature.
Only connections made of thermoplastics made of the same material can be connected. In this case, the additive must be made of the same substance as the surfaces being joined. If the parts being welded have different yield strengths, the yield strength of the additive must be equal to the average value of the PT of the parts being joined.
PVC and PVDF have a small range of melting and destruction temperatures, so their connection must be carried out under careful temperature control. To weld such materials, extruders with a screw are required, which thoroughly mixes the viscous mass, and welding must be done in one step, without periodically turning off and heating the extruder.
Extrusion welding can be used to form continuous extended seams on reinforced materials and films. With this connection, the extrusion mass enters the connection of films, which are pulled through rolling rolls. The seam to be joined is then passed through pressure rollers to form a weld seam.
To keep heat loss to a minimum, extrusion welding should be carried out with the largest possible filler rod diameter and high filler feed rate.
Please note that extruder welding is prohibited for use on pressure pipelines.
In Russia, the rules for extrusion welding are regulated by the GOST 16310-80 standard; this standard regulates the types of joints, operating temperature range, part thicknesses, edge sizes and other technical parameters.
In world practice, the use of the German standard DVS 2207-4, which more broadly regulates extrusion welding, is widely used.
Examples of technical welding parameters are given in the table.
Model selection
When selecting an extruder for soldering plastic, you should pay attention to the following characteristics:
- Device performance;
- Range of adjustment of operating parameters;
- Maximum thickness of joined workpieces;
- Diameter of the rods used.
- Availability of replaceable nozzles;
Inexperienced users do not pay enough attention to the last point, despite its importance. The consumption of filler material depends on the correct choice of nozzle.
Types of welds
GOST 16310-80 establishes more than 10 types of welding seams that can be used to connect polymer parts. The name of the seam depends on the appearance of its cut. Let's look at the main ones.
V seam
Using a carpentry tool (hacksaw, chisel or plane), the ends of the materials to be joined are processed. A bevel is created, which at the point of contact should make an angle of 45-90° degrees. At the lower edge of the bevel there should be a straight end no more than 1 mm thick.
If parts of different thicknesses are joined, then the side with the larger thickness is cut at a large angle, and the smaller one at a smaller angle. Thus, equal thickness of the parts at the joint is achieved.
The gap between the parts should not exceed 2 mm to ensure penetration of the additive into the inside of the seam and ensure a high quality connection.
X seam
Unlike a V-shaped seam, in an X seam it is impossible to control the quality of welding. But the double seam is designed to compensate for this shortcoming. For this type of seam, our own manufacturing technology is provided:
Bevels with an opening angle of 30-60° degrees are formed at the connected ends,
The root layer is joined without a gap; preliminary fixation is carried out using a hot air gun. The seam is welded first from the front part, then from the back.
K seam
When using such a seam, the ends are processed with a rounded scraper, then the sheets are pre-fixed using a hot air gun. Additionally, welding can be performed on the second side of the connection.
HV seam
The execution of such a seam is similar to the V-seam, however, the opening angle should not exceed 60° degrees. The parts do not fit together tightly; there is a gap of 2 mm between them. This gap allows the additive to enter the joint and exit from the outside, sealing the joint.
Double HV seam
What is extrusion welding and how is it performed?
Extrusion welding is a method of joining polymer materials using heat and the use of special additives applied to the weld. This method allows you to join both films and pipes or other thick-walled parts, and the productivity and quality of the seam with this type of welding is higher than when joining plastics using hot gas.
Extrusion welding is used in various industries where large volumes of polymer materials are used:
- Production of plastic containers (caissons, tanks, canisters).
- Construction of non-pressure pipelines and water reservoirs.
- Production of plastic cases in instrument making.
This welding method is mainly used when joining plastics with a thickness of more than 6 mm, but it can also be used to join polymer films.
The process of connecting parts
The process of preparing and carrying out welding work using extrusion coatings is as follows:
- After starting and warming up the extruder, it is cleaned of previously used material. The additive cannot be reused because its strength characteristics are reduced,
- 15-20 minutes before the start of welding work, the surfaces to be joined are cleaned of dust, oil and grease contamination by mechanical action (scrapers, fine sandpaper),
- The ends of the joints are processed for the required seam, bevels or welding grooves are prepared on the surfaces to be joined,
- The surfaces to be joined are heated with hot air,
- The additive material enters the extruder, where it is heated from the jacket of the screw chamber and mixed until a homogeneous paste-like mass is obtained,
- The extrusion, heated to a viscous state, is squeezed through the shoe onto the welding seam, partially melting the parts being welded and mixing with their substance,
- The necessary pressure is applied to the surfaces to be welded using a welding shoe to ensure the fixation of the parts. The strength of the applied pressure depends on the materials: for example, for LDPE a wide range of pressures is acceptable, and the strength of the polypropylene connection decreases when too high pressure is applied.
- The cooling process takes place under natural conditions, since forced cooling leads to a decrease in the strength of the seam due to temperature changes.
There are two main types of extrusion welding – non-contact and contact.
The non-contact welding method requires the use of clamping devices or presses, which apply pressure to the parts being joined. With this method, extrusion is supplied from a mouthpiece that is not inserted into the connector.
With the contact method, the mouthpiece is inserted into the connector to be connected until it contacts the edges and moves along the joint at an angle of 10-15° degrees, filling the cavity with filler mass. The pressure created by the additive eliminates the need to apply additional pressure to the material. Such welding allows for heat loss and additional heating of the joined surfaces due to the heat from the mouthpiece.
Principle of operation
The surfaces for welding polyethylene pipes and other products are welding grooves, corners of polypropylene sheets, and overlapping film surfaces. First, the surfaces are heated to the temperature required to begin the plasticization process. For this purpose, heated air is used, which comes from the welding extruder. External methods, such as thermal radiation from a stationary extruder, can also be used for heating.
At the same time, the future filler material, in the form of special granules or rods, is placed in a special extruder chamber in which the contents are heated. The contents are heated to a fluid state and, using a screw or disk (depending on the type of extruder), are squeezed through the welding shoe into the welding area.
Scheme of work
Since the surfaces to be joined must become viscous before welding, air heated to a certain temperature is released into the welding zone from a special nozzle. The temperature can be adjusted. Heating can be carried out by built-in heaters in the extruder (heat gun), or can come from external media (compressor or pneumatic network in the organization).
Samples of screws for welding extruder
Extruders come in screw and screwless types. Screw extruders are distinguished by the fact that the filler material is melted in the screw chamber and pushed out by the screw. In screwless extruders, the filler material is pushed out using the solid, not yet molten part of the rod. Such extruders are also called plunger extruders. Their productivity is less than that of screw ones; it is impossible to use granules with them as a filler material. But it can easily be used in hard-to-reach places. At the end of the welding shoe there is a special hole that controls the flow of filler material into the welding zone.
The extrusion type of welding is used more often for low-density polyethylene, polypropylene, and other group 1 thermoplastics. This group is distinctive in that the difference between the molten state and the state of thermal destruction is approximately fifty degrees. Thus, slight overheating of 30-40 degrees will not damage the material. Thermoplastics of the 2nd group are PVDF and PVC. The temperature difference between the above states is small, which requires strict adherence to the temperature regime in the heating zone. The screw for group 2 thermoplastics must have a special shape for more thorough mixing of the filler material without overheating.
MANUAL WELDING EXTRUDER: OPERATION SCHEME
When making a connection, both parts must be heated. For the purpose of heating surfaces before extruding filler material, a manual welding extruder may contain in its design a special air flow heater or, in other words, a hot air gun. Also, the heated air flow can come from external equipment: a compressor or an organization’s pneumatic network. The filler material is heated using special electric heaters around the screw (extrusion) chamber. But in older extruders, the chamber is heated using hot air, which is used to heat the welding zone. Before heating the welding area, air flows around the screw compartment and melts the filler material. The filler material in molten form flows out into the welding zone through the welding shoe.
Extruder welding is most often used for low-density polyethylene, polypropylene and other types of thermoplastics of the first group. For this type of thermoplastic, the temperature difference between the molten state and the state of thermal destruction is about 50 degrees. This suggests that even large overheating of the material (by about 30-40 degrees) is not capable of severely damaging it.
Thermoplastics of the second group include PVDF and PVC. Their temperature difference between thermal destruction and the fluid state of the material is insignificant, so when welding there are strict requirements for the operation of the heating department. When working with thermoplastics of the second group, there are special requirements for the screw; it must be of a special shape in order to mix the mass more thoroughly, preventing overheating.
Also, when working with PVC and PVDF, the extruder should not be turned off and/or remain in standby mode for a long time.
Basic principles and operating diagram of a manual welding extruder
Among the abundant variety of welding machines on the modern market, the manual welding extruder occupies a special place. A manual extruder for welding is a device for joining products made of polyethylene, polypropylene, propylene, other types of plastics, plastic sheets, films, containers (barrels, swimming pools, etc.), wells, children's slides, and so on. Rarely used for joining PVC products. It is not suitable for use in welding pipelines, since the strength of such joints is no more than 80%, they will not be airtight.
The operating principle of this device is as follows: hot air is supplied from the extruder nozzle and heats the space (welding groove or joint) between the planes of the parts, bringing them to the state of plastic. At the same time, the rod is fed into the working area of the equipment, heated and mixed with the screw (or disk), and then forms a homogeneous mass of plastic. The polymer in a molten state is extruded through a die or welding shoe, then after complete cooling, a finished seam is obtained. Squeezing the polymer can be thought of as squeezing toothpaste out of a tube.
The surfaces to be joined must be identical. This concept in this vein refers to the same chemical composition, density and fluidity of the material. According to these indicators, the rod must be identical to the parts being welded.