Safety regulations
When starting to connect rotary joints of pipes or non-rotary analogues, you need to know that work of this type has a high level of danger. Therefore, certain requirements must be met.
Butt jointing of pipe products by gas or electric welding must be performed on specially equipped sites that have special equipment, including various means of protection against electric arcs. These elements are distributed so that people present nearby are completely isolated.
To connect tubular products with a large diametrical cross-section and a weight of over 20 kg, it is recommended to use special lifts. The entrance to the site must be cleared; its width cannot be less than 1 m. Operating temperature values in the room must be maintained within +160C. A prerequisite is the presence of a ventilation system and free space.
According to the technology for carrying out work involving the use of welding equipment, all metal parts and elements must be grounded (pro
Instructions for Beginners
Working with an inverter for beginners requires wearing the following pieces of protective equipment:
- work suit, gloves, boots made of fire-resistant materials;
- a headdress covering the back of the head;
- welder's mask to protect the eyes and face.
To join metals, proper manual or semi-automatic equipment is used. Electrical components must be isolated from other parts by a durable enclosure. Do not use cables with damaged braiding that do not meet the technical specifications of the device. The welder's workplace is equipped with everything necessary: a special table, a grounding bus, a lighting device, and fire protection equipment.
First, workers learn the rules of electric welding and how to form welded joints.
Vertical welding of fixed joints
Applying seams vertically to the non-rotating ends of the pipes being welded is performed similarly to horizontal welding with one difference: a constant change in the inclination of the electrode relative to the perimeter of the seam.
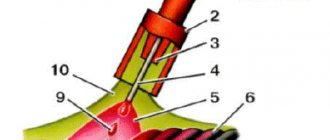
The welding process involves the following steps:
- A joint is created, obtained during the pipe welding process, which relates to the root bead.
- Three rollers are formed that should fill the cut.
- A lock is created connecting the beginning and end of the roller.
- A decorative seam is made.
The first step is considered the most important, since this is the time when the joint is created, forming the base of the seam. The range of welding current is determined by the thickness of the metal and the gap between the joining parts. At the first stage, two main rollers are created.
To create a joint on the pipe, grab the base of each edge being connected, at the same time the second root layer is formed and the first layer is corrected.
Forming a reverse bead using electrodes with a diameter of 3 mm is carried out only in cases where the welded joint must be of high quality.
To perform the job, select the average or minimum current range, taking into account the following:
- Thickness of the metal blank.
- The distance between the edges of products.
- Blunt thickness.
The inclination of the electrode is determined by the direction of welding and depends on the penetration of the first layer of the seam.
The length of the arc also depends on the degree of penetration:
- A short arc is used when the main shaft is not sufficiently fused.
- Medium arc - with good penetration.
Welding speed performance largely depends on the volume of the weld pool. A roller of great height at the joints of metal parts leads to the fact that it does not harden for a long time. This can cause the formation of various defects. When selecting the welding speed, it is necessary to remember that only high-quality edge fusion ensures the normal condition of the bead.
Processing of metal of a certain thickness, as well as sampling and welding, is recommended to be done with electrodes with a diameter of 4 mm. In this case, the inclination of the electrode must be different from the inclination angle when working with the root roller. Here you should use a method called “back angle”. The speed in this case should be such that the roller remains normal.
Rules for filling pipe seals
You need to start filling the seal from the bottom of the edge, which is the platform. This is necessary to select the optimal welding method. The horizontal roller should be performed in high mode. Also, the welding method is determined by the location of the slag, “backward angle” or “right angle”.
To obtain a bead, reinforcement or a “hump” is necessary, which is formed when welding in a position from below to create a shelf, thanks to which the next bead is welded at an increased mode. The second treatment should be carried out with gentle movements, adhering to the lower edge.
Before starting welding of the third bead, its level of completeness is determined. It is important that the gap left between the connecting seam and the top edge is not very large for the fourth roller and not very narrow for the two rollers. The third roller along the top edge should have the smallest width to the top edge. The optimal size may coincide with the diameter of the electrode.
Filling the groove is carried out by forming 3 more beads, which make it possible to fill the base of the weld and strengthen the joint. When carrying out work, it is important to maintain a right angle and fill the groove at high welding speed. This is the only way to achieve strong bonding of the layers to each other.
Content
- Fixed joint welding technique
- Video: welding a fixed joint. Welding lock
Welding of fixed pipeline joints, with a wall thickness of 12 mm, occurs with three layers of seam. The height of each layer does not exceed 4 mm, and the width of the bead is equal to 2-3 diameters of the welding electrode.
Pipe joints with a diameter of more than 300 mm are welded using a reverse-step method. The recommended length of each section is 150-300mm. The procedure for welding them is shown in the diagram below. The numbers indicate the sequence of welding sections in layers, and the arrows indicate the direction of welding.
Making locks
The stage of making the locks involves the final work on the formation of the rollers. In this case, the welding of each bead is accompanied by a 2 mm offset on the main seam. The finished lock represents the starting point of the roller, offset by 5 mm relative to the previous layer.
A decorative seam completes the welding of pipes in a fixed position. When surfacing is carried out in a horizontal position, narrow beads are formed. The last one should be completely flat. Welding is performed in high speed mode.
When fully welding a joint, the entire perimeter without breaking must be taken into account. The displacement of the locks relative to each other is allowed no more than 50 mm.
The multi-pass type of welding of rotary and fixed pipes with thick walls involves spiral guidance. In this case, the number of locks is reduced and, as a result, the number of defects is reduced. Welding should be stopped at a distance of about 20 mm from the beginning of the bead in order to align the weld seams in height. The larger roller can be hemmed and also ground off.
Hemming the bead can be done in a practical way, allowing you to reduce the number of locks and make a better connection. This method starts from the edge of the roller, which is melted by holding the arc. Then they approach the roller with an active electric arc and move on to the next layer, taking into account the previous one. As a result, the end of one layer becomes a continuation of another roller.
Electrofusion welding: how is it performed?
When using this type of welding, special electric couplings are used, which makes it possible to equip pipelines that can cope with a pressure of 6 atmospheres.
But unlike the previous method, welding using the electrofusion method will cost slightly more, which is due to the use of overhead electrofusion couplings for welding HDPE pipes. At the same time, the welding time of the pipe joint is also reduced.
This procedure is performed according to the following scheme:
- First you need to very carefully clean the ends that will be welded.
- Next, a special fitting is attached to the joint, presented in the form of a coupling that has embedded electric heaters that help heat the plastic to the desired temperature.
- Once the couplings are secured, voltage is applied to them, which causes the plastic to melt directly in the middle of these elements. As a result, it is possible to obtain a strong monolithic connection.
Horizontal surfacing
Welding of horizontally positioned butt pipes is considered a rather complex technology. Only a professional welder with certain skills and experience can perform such work. The most difficult thing is the constant adjustment of the electrode to change the angle of inclination.
Welding is performed in three consecutive positions:
- Ceiling.
- Vertical.
- Bottom.
Each seam is made with an individual current value. The ceiling position allows welding at a high power level. All stages involve continuous welding; at the beginning it is best to use the “backward angle” method, and complete the work with the “forward angle”.
Welding pipes at an angle of 45 degrees
Welding pipe products located at an angle of 450 has some peculiarities. In particular, we are talking about the spatial position of the seam, taking into account a certain angle. This type of work can be performed by general craftsmen with a variety of welding skills. The first roller is created using an electrode at a right angle.
The seam is formed by continuously filling the second layer. After this, they immediately proceed to melting the first layer. After welding with the constant use of an electrode, it is necessary to fix the pipe to create horizontal and vertical seams. In this case, the welding layer on the front side is not flat when compared with the rest of the beads.
The vertical connection of metal pipes by means of manual arc welding is carried out similarly to welding in a horizontal position. A distinctive feature of the first method is the use of a method, the implementation of which involves the use of translational movement of the electrodes. Consequently, it is necessary to constantly adjust the angle of inclination of the electrodes relative to the seam, which runs along the entire perimeter of the welded tubular product.