Many craftsmen think about how to harden metal at home. First of all, we are talking, of course, about steel. Recently, the Russian market has been flooded with cheap Chinese products. Low quality metal often looks nice but is soft. In order for a metal tool to be suitable for use, the steel must be hard. This problem is usually successfully solved with the help of appropriate heat treatment - hardening.
Features of the 40x steel hardening process
The features of 40x steel, as indicated above, are determined by the rich content of impurities in it. Among them, in addition to the main ones considered, there are copper, manganese, nickel, silicon, sulfur and phosphorus. All these elements, in a sense, complicate the processing of such metal, including thermal processing. So, in order to achieve the required ductility when hardening 40x steel, it is necessary to ensure strong heating of it in a muffle furnace to the specified temperatures. The material also needs to be cooled in a certain mode to achieve the required hardness of the structure.
Since 40x steel is used in the manufacture of parts of critical mechanisms: gears, shafts, racks, axles, bushings and bolts, special attention is paid to the accuracy of its hardening process.
What you need to know about the material when choosing a specific heat treatment mode:
- The hardness of the metal in its initial state, expressed in megapascals - HB 10-1 = 217.
- The temperature of the so-called critical points. These are indicators of heating to certain degrees, after which 40x steel may lose its positive qualities: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- If the tempering temperature is taken to be 200 degrees Celsius, then the hardness index HB will be equal to 552 MPa.
Hardening steel 40x definitely leads to an increase in its hardness and a decrease in ductility. But the percentage of these indicators for such a metal will depend on the following factors:
- The time it takes for the part to be heated to a given temperature affects the overall heat treatment rate.
- The interval for keeping the metal in a heated state. The uniformity of heating of the entire metal structure and bringing each link of the crystal lattice into a mobile state depends on this indicator.
- The rate at which the workpiece is cooled. An important parameter when forming a new crystal lattice.
Chemical composition
Anyone who deals with alloys knows that the elements that make up them affect their characteristics. Steel 45 is a high-quality structural carbon steel. From the name it becomes clear that it contains carbon - 0.45%. The majority, of course, is iron – 97%. The remaining 2.55% includes such chemical elements as manganese (0.7%), silicon (0.2-0.3%), nickel (0.25%), chromium (0.25%), copper (0.25%), arsenic (0.08), sulfur (0.04) and phosphorus (0.035%). Each of the alloying elements affects the characteristics of steel 45. For example, manganese is present in almost all grades of steel. It removes oxygen from it and reduces the sulfur content. Silicon affects the hardenability of steel. In addition, it increases the yield and elastic strength.
Optimal heat treatment mode
- The electric furnace is heated to a temperature close to 860 degrees Celsius. With standard oven power, this takes about 40 minutes.
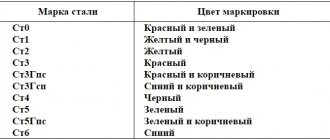
- The holding time of the workpiece in the chamber is assumed to be 10–15 minutes. Visually, the color of 40x steel should acquire a uniform yellow tint.
- An oil medium is often used for cooling, and water is less often used.
You can more accurately calculate the heating time of a metal product using the rule: for each cubic millimeter you need to allow 1.5 to 2 minutes for the part to remain inside the electric furnace chamber.
As practice has shown, for 40x steel the most effective method of hardening is by heating the metal with high frequency currents (HFC). Such heating is characterized by rapid achievement of the specified temperature, as well as improved indicators of the strength of the product during operation.
Existing analogues
All developed countries are engaged in the production of steel with similar properties. In different countries it has its own marking:
- in the USA this is steel, which is marked AISI 420;
- in Germany there is a whole line of analogues of our steel (from X38Cr13 to X46Cr13);
- China produces steel under the 4C13 brand;
- in Japan it is SUS 420J2 steel;
- in France, there is also a whole line with similar characteristics. These are X40Cr14, Z33C13, Z38C13M, Z40C13, Z40C14, Z44C14, Z50C14.
All these analogues have good anti-corrosion properties. They can withstand exposure to mildly aggressive liquids such as alcoholic beverages, wine and even cognac for a long time.
Vacation and normalization
For steel grade 40x, three types of tempering can be used:
- Tempering at low temperatures involves heating the part to a maximum of 250 degrees Celsius with holding time. Cool the workpiece in the open air. Heat treatment of this nature helps to neutralize stress with a minimal increase in ductility without affecting hardness. The method is rarely used, since there is a high probability of the formation of a fragile structure.
- Holiday at medium temperatures. Warming up here goes up to 500 degrees Celsius. Due to the higher temperature, the viscosity of the product increases with a proportional decrease in hardness. The method is suitable for the manufacture of car springs, springs, and other specific tools.
- Vacation at high temperatures with increasing heating to 600 degrees Celsius. In this case, martensite decomposes inside the crystal lattice, forming sorbitol. In practice, this is the best option for the proportional relationship between ductility and hardness. Impact strength also increases. Parts obtained in this way can be used in mechanisms subject to shock loads.
To avoid increased brittleness during tempering, cooling during this process should be done quickly in a special vacuum chamber with an argon purge system. The last two conditions will help to avoid the occurrence of internal defects in the structure of the material, namely the formation of shells, cavities and deformations.
If, after hardening, 40x steel is heated to a critical point, held and cooled in air, then the internal structure will acquire a fine-grained structure - this process is called normalization. Its task is to increase the impact strength of the metal and its ductility.
Purpose
Normalization is used for various purposes. By carrying out these works, the hardness of steel, impact strength and strength are both increased and, conversely, reduced. This is determined by the thermal and mechanical history of the material. This technology is used to reduce residual stresses or improve the degree of machinability of the material using various methods.
Steel castings are subjected to this treatment to homogenize the structure, increase susceptibility to thermal hardening, and reduce residual stresses.
Objects obtained by pressure processing are normalized after forging and rolling to reduce the heterogeneity of the structure and its banding, respectively.
Normalization with tempering serves as a replacement for hardening for objects of complex shape or with sharp changes in cross-section. This method allows you to avoid defects.
Steel normalization process
In addition, normalization is used to refine the coarse-grained structure, improve the structure before hardening, increase machinability, eliminate the network of secondary cement in hypereutectoid steel, and prepare for the final heat treatment of steel after normalization.
Hardening steel 40Х
When heated strongly, almost all materials change their physical characteristics. In some cases, heating is carried out purposefully, since in this way it is possible to improve some performance qualities, for example, hardness. Heat treatment has been used for many years to increase the surface hardness of steel. Hardening should be carried out taking into account the characteristics of the metal, since the technology for increasing surface hardness is created based on the composition of the material. In some cases, hardening can be carried out at home, but it is worth considering that steel is a difficult-to-process material and in order to impart plasticity it is necessary to carry out strong heating to high temperatures using certain equipment. In this case, we will consider the features of heating 40X steel to increase ductility and conduct quenching or tempering.
Technological properties of steel 40Х13
Grade 40Х13 has good processability when carrying out plastic deformation in a hot state. It is carried out at temperatures from 850 to 1100 ºC. But we must remember that with sudden heating, steel can lose a number of its unique properties, for example, hardness. That is why the heating procedure must be carried out at low speed. Once the temperature reaches 830 ºC, rolling or forging can be carried out. Cooling of steel must also be carried out slowly.
A number of characteristics of corrosion-resistant and carbon steel are largely similar, in particular in hardness. But they have different microstructures and this leads to certain difficulties in the machining process.
The main difficulties encountered when turning and milling 40X13 steel are:
- hardening that occurs during the cutting process;
- removal of processing waste;
- accelerated wear of the cutting tool.
The fact is that when processing 40x13 cutting, the chips do not break like most carbon steels, but curl up in the form of long chips. To solve this problem, special devices are installed on the cutting tool - chipbreakers.
Low thermal conductivity is good when using 40X13 in practice, but creates certain difficulties when turning. That is, the temperature rises sharply at the processing site, resulting in the formation of hardening and uneven hardening of the surface. This property of steel leads to a decrease in the service life of the cutting tool and an increase in the machining of the part.
Another property of 40X13 is the presence in its composition of carbide and other compounds that have a microscopic size. Their presence makes steel a kind of abrasive, which disables the cutting tool and this leads to a slowdown in processing.
To effectively process stainless steel, a cutting tool is used, the surface of which is coated with tungsten carbide and other hardening coatings.
Steel 40Х
As previously noted, for proper quenching and tempering of steel, its composition and many other features should be taken into account. You can choose the right heat treatment modes taking into account the following information:
- The steel in question belongs to the structural alloy group. The alloy group is characterized by the content of a large number of impurities, which determine changes in performance properties, including hardness.
- Used in industry to create shafts, axles, rods, mandrels, racks, bolts, bushings, gears and other parts.
- Hardness index before heat treatment HB 10 -1 = 217 MPa.
- The temperature of the critical points determines the moment at which 40X steel begins to lose its qualities due to heat treatment: c1 = 743, Ac3(Acm) = 815, Ar3(Arcm) = 730, Ar1 = 693.
- At a tempering temperature of 200 °C, HB = 552.
The interpretation of 40X steel indicates that the material contains 0.40% carbon and 1.5% chromium.
Download GOST 4543-71 “Rolled products from alloy structural steel 40X”
Heat treatment of steel 45, 40x, 20, 30xgsa, 65g, 40, 40xn, 35, and steel 20x13
In mechanical engineering steel 45 (as a substitute for 40Х, 50, 50Г2), steel 40х (as a substitute for steel 38х, 40хр, 45х, 40хс, 40хф, 40хн), steel 20 (as a substitute for 15, 25), are most often subjected to heat treatment. steel 30khgsa (substitutes 40khfa, 35khm, 40khn, 25khgsa, 35khgsa), steel 65g, steel 40khn, steel 35, and steel 20x13, also
Heat treatment of steel 45
Heat treatment of steel 45 - structural carbon. After preliminary heat treatment of steel 45 - normalization, it can be machined quite easily. Turning, milling, etc. Parts are obtained, for example, such as pinion shafts, crankshafts and camshafts, gears, spindles, bandages, cylinders, cams.
After the final heat treatment of steel 45 (hardening), the parts acquire high strength and wear resistance. Often sanded. The high carbon content (0.45%) ensures good hardenability and, accordingly, high surface hardness and strength of the product. 45 steel is hardened “on water”. That is, after calcination, the part is cooled in water. After cooling, the part is subjected to low-temperature tempering at a temperature of 200-300 degrees Celsius.
With this heat treatment of steel 45, a hardness of about 50 HRC is obtained.
Heat treatment of steel 45 and use of products: The jaws of machine chucks, according to GOST instructions, are made from steels 45 and 40X. Hardness Rc = 45 -50. In the jaws of four-jaw chucks, the thread hardness should be in the range Rc = 35-42. Tempering of cams from steel 45 is carried out at a temperature of 220-280°, from steel 40X at 380-450° for 30-40 minutes.
Interpretation of steel grade 45: grade 45 means that the steel contains 0.45% carbon, C 0.42 - 0.5; Si 0.17 - 0.37; Mn 0.5 - 0.8; Ni up to 0.25; S up to 0.04; P up to 0.035; Cr up to 0.25; Cu up to 0.25; As up to 0.08.
Heat treatment of steel 40Х
Heat treatment of steel 40X - alloy structural steel is intended for high-strength parts such as axles, shafts, gear shafts, plungers, rods, crank and cam shafts, rings, spindles, mandrels, racks, sponge rings, bolts, axle shafts, bushings and other parts increased strength. 40X steel is also often used to produce forgings, stampings and pipe fittings. However, the last listed parts require additional heat treatment, which consists of quenching through water in oil or simply in oil, followed by tempering in oil or air.
Decoding steel grade 40X. The number 40 indicates that the steel contains 0.4% carbon. Chromium content is less than 1.5%. In addition to the usual impurities, it contains specially introduced elements in certain quantities, which are designed to provide specially specified properties. In this case, chromium is used as an alloying element, as indicated by the corresponding marking.
Heat treatment of steel 20
Heat treatment of steel 20 - high-quality structural carbon steel. Widely used in boiler making, for pipes and heating pipelines for various purposes; in addition, the industry produces rods and sheets. The starting temperature for forging steel 20 is 1280° C, the end temperature is 750° C, the forging is cooled by air. Steel 20 is non-floczen sensitive and not prone to tempering.
After carburization and cyanide plating, steel 20 can be used to produce parts that require high surface hardness and allow low core strength: cam rollers, fasteners, spindles, sprockets, studs, rod forks and gear shift shafts, valve lifters, oil pump shafts.
Steel 20 is used for the production of lightly loaded parts (pins, axles, copiers, stops, gears), cemented parts for long and very long service (operation at temperatures not exceeding 350 ° C), thin parts exposed to abrasion and other parts of automotive and agricultural mechanical engineering.
Heat treatment of steel 30khgsa
Heat treatment of steel 30xgsa - refers to medium-alloy structural steel.
Steel 30xgsa undergoes improvement - hardening followed by high tempering at 550-600 ° C, therefore it is used in the creation of improved parts (except for aircraft parts, these can be various casings, axles and shafts, blades of compressor machines that operate at 400 ° C, and much more), levers, pushers, critical welded structures operating under alternating loads, fasteners operating at low temperatures. Steel 30xgsa has good endurance, excellent impact strength, and high strength. It also has excellent weldability.
Welding 30xgsa steel also has its own characteristics. It is carried out with preheating of the material to 250-300 ° C, followed by slow cooling. This procedure is very important because cracks may appear due to the sensitivity of the steel to sudden temperature changes after welding. Therefore, upon completion of welding work, the torch should be withdrawn slowly, while heating the material at a distance of 20-40 mm from the welding site.
Also, no more than 8 hours after completion of welding, welded joints of 30KhGSA steel require quenching with heating to 880 °C, followed by high tempering. Next, the product is cooled in oil at 20-50 °C. Tempering is carried out by heating to 400 - 600 ° C and cooling in hot water. Welding must be performed as quickly as possible in order to avoid burnout of alloying elements.
Hardening process
The process of treating 40X steel and other alloys at high temperatures is called hardening. It is worth considering that heating is carried out to a certain temperature, which was determined through numerous tests. The holding time after which cooling is carried out, as well as other points, can be found in special tables. Heating at home is quite difficult, since in the case under consideration it is necessary to reach a temperature of about 800 degrees Celsius.
Chemical composition of steel 40Х
The result of strong heating and exposure of 40X metal for a certain time, followed by sharp cooling in water, is an increase in hardness and a decrease in ductility. The result depends on the following indicators:
- metal heating speed 40X;
- holding time;
- on the cooling rate.
When working at home, the processing temperature and cooling time should be taken into account.
Mechanical properties of 40X steel depending on tempering temperature
When choosing a surface heating method, you should pay attention to HDTV. This method is more popular than conventional volumetric processing due to the fact that the required temperature is achieved in a shorter time.
At home, HDTV is used extremely rarely. After carrying out the work, using HDF increases the operational strength of the part, which is associated with the appearance of surface compressive stresses.
You can carry out 40X hardening using the example of an M24 bolt product as follows:
- the electric oven is heating up;
- it should be heated to 860 °C, which in some cases requires 40 minutes;
- the time required for austenitization, after which cooling is carried out, is 10-15 minutes. The uniform yellow color of the product is a sign of the correct completion of the 40X hardening process;
- The final stage is cooling in a bath of water or other liquid.
It is impossible to independently determine the moment after which the metal should be cooled in industrial and domestic conditions. That is why, according to research, it was accepted that heating metal in electric furnaces requires 1.5-2 minutes per millimeter, after which the structure can be overheated.
Hardness determination is carried out using the Rockwell method. The improvement made by tempering or quenching can be measured using the HRC designation. Standard designation HR, to which a letter is added according to the type of test performed. The designation HRC is the most common, the last letter indicating the use of a 120° diamond cone when testing.
Induction installation
The HDTV induction heat treatment unit is a high-frequency generator and inductor for HDTV hardening. The part to be hardened can be located in or near the inductor. The inductor is made in the form of a coil, with a copper tube wound on it. It can have any shape depending on the shape and size of the part. When alternating current passes through the inductor, an alternating electromagnetic field appears in it, passing through the part. This electromagnetic field causes eddy currents known as Foucault currents to occur in the workpiece. Such eddy currents, passing through layers of metal, heat it to a high temperature.
HDTV induction heater
A distinctive feature of induction heating using HDTV is the passage of eddy currents on the surface of the heated part. This way, only the outer layer of the metal is heated, and the higher the frequency of the current, the smaller the depth of heating, and, accordingly, the depth of hardening of the high-frequency frequency. This makes it possible to harden only the surface of the workpiece, leaving the inner layer soft and tough to avoid excessive brittleness. Moreover, you can adjust the depth of the hardened layer by changing the current parameters.
The increased frequency of the current allows you to concentrate a large amount of heat in a small area, which increases the heating rate to several hundred degrees per second. Such a high heating rate moves the phase transition to a higher temperature zone. In this case, the hardness increases by 2-4 units, to 58-62 HRC, which cannot be achieved with volumetric hardening.
For the correct implementation of the HDTV hardening process, it is necessary to ensure that the same clearance is maintained between the inductor and the workpiece over the entire hardening surface, and mutual touching must be avoided. This is ensured, if possible, by rotating the workpiece in the centers, which allows for uniform heating, and, as a consequence, the same structure and hardness of the surface of the hardened workpiece.
Vacation and normalization
Tempering is carried out immediately after completion of hardening, since there is a high probability of cracks occurring in the structure. In this case, the product is heated to a point below the critical point, held for a certain period of time, and cooled. Tempering improves the structure, eliminates stress and increases ductility, eliminating the brittleness of 40X steel.
Mechanical properties of 40X steel depending on tempering temperature
There are three types of heat treatment under consideration:
- Low tempering determines the heating of the surface to 250 °C with exposure and cooling in air. It is used to relieve stress and slightly increase ductility with virtually no loss of hardness. In the case of a structural alloy, it is used extremely rarely.
- The average tempering allows the product to be heated up to 500 °C. In this case, the viscosity increases significantly and the hardness decreases. This heat treatment method is used to produce springs, leaf springs and some tools.
- High allows you to heat the part up to 600 °C. In this case, martensite decomposes to form sorbitol. This structure is represented by the best combination of strength and ductility. Impact strength also increases. This heat treatment method is used to produce parts used under shock loads.
Another type of common heat treatment is normalization. Normalization is often carried out by heating the metal to the upper critical point, followed by holding and cooling in a normal environment, for example, in the open air. Normalization is carried out to impart a fine-grained structure, which leads to increased ductility and toughness.
Principles
The essence of normalization is heating the steel to a temperature exceeding the upper critical temperature values by 30 - 50 ° C, holding and cooling.
The temperature is selected based on the type of material. Thus, hypereutectoid options should be normalized in the temperature range between points Ac1 and Ac3, while for hypoeutectoid steel temperatures above Ac3 are used. As a result, all materials of the first type acquire the same hardness due to the fact that the same amount of carbon passes into the solution and the same amount of austenite is fixed. The result is a structure consisting of martensite and cement.
The second component helps to increase the wear resistance and hardness of the material. Heating high-carbon steel above Ac3 leads to an increase in internal stresses due to the growth of austenite grains and an increase in its quantity due to an increase in the concentration of carbon in it, leading to a decrease in the martensitic transformation temperature. Because of this, hardness and strength are reduced.
As for hypoeutectoid steel, when heated above Ac3 it gains increased viscosity. This is due to the fact that in low-carbon steel, fine-grained austenite is formed, which, after cooling, turns into fine-crystalline martensite. Temperatures between Ac1 and Ac3 are not used for processing such materials, since the structure of hypoeutectoid steel in this case receives ferrite, which reduces its hardness after normalization and mechanical properties after tempering.
Optimal heating temperatures for various types of heat treatment
The holding time determines the degree of homogenization of the structure. The standard indicator is considered to be an hour of exposure per 25 mm of thickness.
The intensity of cooling largely determines the amount of perlite and the size of the plates.
So, there is a direct relationship between these quantities. That is, with increasing cooling intensity, more pearlite is formed, the distance between the plates and their thickness are reduced. This increases the hardness and strength of normalized steel. Consequently, low cooling intensity contributes to the formation of a material of lower strength and hardness.
In addition, when processing objects with large differences in cross-section, they strive to reduce thermal stresses in order to avoid warping, both during heating and cooling. So, before starting work, they are heated in a salt bath.
Hardening of steel and alloys
Hardening (martensitic transformation) is the main method of imparting greater hardness to steels. In this process, the product is heated to such a temperature that the iron changes its crystal lattice and can be additionally saturated with carbon. After holding for a certain time, the steel is cooled. This must be done at high speed to prevent the formation of intermediate forms of iron. As a result of rapid transformation, a solid solution supersaturated with carbon with a distorted crystal structure is obtained. Both of these factors are responsible for its high hardness (up to HRC 65) and brittleness. When hardening, most carbon and tool steels are heated to a temperature of 800 to 900C, but high-speed steels P9 and P18 are heated at 1200-1300C.
Microstructure of high-speed steel R6M5: a) cast state; b) after forging and annealing; c) after hardening; d) after vacation. ×500.
Quenching modes
- Quenching in one environment
The heated product is lowered into a cooling medium, where it remains until it cools completely. This is the simplest hardening method, but it can only be used for steels with a low carbon content (up to 0.8%) or for parts of simple shape. These limitations are associated with thermal stresses that arise during rapid cooling - parts of complex shapes can warp or even crack.
- Step hardening
With this method of hardening, the product is cooled to 250-300C in a saline solution for 2-3 minutes to relieve thermal stress, and then cooling is completed in air. This helps prevent cracks or warping of parts. The disadvantage of this method is the relatively low cooling rate, so it is used for small (up to 10 mm in diameter) parts made of carbon or larger ones made of alloy steels, for which the hardening rate is not so critical.
- Hardening in two environments
It begins with rapid cooling in water and ends with slow cooling in oil. Typically, such hardening is used for products made of tool steels. The main difficulty lies in calculating the cooling time in the first environment.
- Surface hardening (laser, high frequency currents)
Used for parts that must be hard on the surface, but have a viscous core, for example, gear teeth. During surface hardening, the outer layer of the metal is heated to supercritical values, and then cooled either during the heat removal process (with laser hardening) or by liquid circulating in a special inductor circuit (with high-frequency current hardening)
Vacation
Hardened steel becomes excessively brittle, which is the main disadvantage of this hardening method. To normalize the structural properties, tempering is carried out - heating to a temperature below the phase transformation, holding and slow cooling. During tempering, a partial “cancellation” of hardening occurs, the steel becomes slightly less hard, but more ductile. There are low (150-200C, for tools and parts with increased wear resistance), medium (300-400C, for springs) and high (550-650, for highly loaded parts) tempering.
Cooling parts
Cooling is the second important stage of the hardening process; the quality and hardness of the entire surface depends on its speed and uniformity. Cooling occurs in coolant tanks or by spray. For high-quality hardening, it is necessary to maintain a stable temperature of the coolant and prevent it from overheating. The holes in the sprayer must be of the same diameter and spaced evenly, this way the same metal structure on the surface is achieved.
To prevent the inductor from overheating during operation, water is constantly circulated through the copper tube. Some inductors are made combined with a workpiece cooling system. Holes are cut in the inductor tube through which cold water enters the hot part and cools it.
Hardening with high frequency currents
Heat treatment of non-ferrous metals
Alloys based on other metals do not respond to hardening as well as steel, but their hardness can also be increased by heat treatment. Typically a combination of hardening and pre-annealing (heating above the phase transformation point with slow cooling) is used.
- Bronzes (copper alloys) are annealed at a temperature just below the melting point, and then quenched with water cooling. Quenching temperature from 750 to 950C depending on the composition of the alloy. Tempering at 200-400C is carried out for 2-4 hours. The highest hardness values, up to HV300 (about HRC 34), can be obtained for products made of beryllium bronze.
- The hardness of silver can be increased by annealing to a temperature close to the melting point (dull red color) and then quenching.
- Various nickel alloys are annealed at 700-1185C, such a wide range is determined by the variety of their compositions. For cooling, salt solutions are used, particles of which are then removed with water or protective gases that prevent oxidation (dry nitrogen, dry hydrogen).
| Metal | Annealing temperature, C° | Cooling medium |
| Copper Brass L96 Brass L90-L62 Cupronickel Nickel silver Silver Aluminum Duralumin | 500 — 600 540 — 600 600 — 700 650 — 700 700 — 750 650 — 700 300 — 350 360 — 380 | Water Outdoor Outdoor Water Water Water Outdoor Oven Cooling |
Application
The choice of any of the considered processing methods is determined by the carbon concentration in the steel. For materials with a value of this indicator up to 0.2%, it is preferable to use normalization. Steels with a carbon amount of 0.3 - 0.4% are processed by both normalization and annealing. In such cases, the choice of method is based on the required properties of the material. Thus, normalization of steel gives it a fine-grained structure, greater strength and hardness compared to annealing. In addition, this technology is a more productive process. Therefore, other things being equal, it is more preferable. It is preferred to hardening due to the fragility of the products obtained in this way and when processing objects with differences in cross-section in order to avoid defects.
Equipment and materials
To heat metal during heat treatment, 4 main types of furnaces are used: - salt electrode bath - chamber furnace - continuous combustion furnace - vacuum furnace
Liquids (water, mineral oil, special water polymers (Thermat), salt solutions), air and gases (nitrogen, argon) and even low-melting metals are used as quenching media in which cooling occurs. The unit itself, where cooling occurs, is called a quenching bath and is a container in which laminar mixing of the liquid occurs. An important characteristic of the quenching bath is the quality of steam jacket removal.
Use of special coolants
During the technological process, water is mainly used to cool parts. The quality of the coolant can be changed by adding soda or special salts, which can affect the cooling process of the workpiece.
To preserve the hardening process, it is strictly forbidden to use the water contained in it for extraneous operations. The water must be clean and have a temperature of 20 to 30 °C. It is forbidden to use running water to harden steel.
Composition of mixtures of salts and alkalis used as quenching media
This hardening method is used only for cemented products or those with a simple shape.
Products with complex shapes made from special structural steel are cooled in a 5% caustic soda solution at a temperature of 50-60 °C. The hardening operation is carried out in a room equipped with exhaust ventilation. Mineral oils are used to harden workpieces made of high-alloy steel, and the cooling rate in an oil bath does not depend on the oil temperature. Mixing oil and water is unacceptable, as this can lead to cracks in the metal.
Protecting the product from external influences
There are often situations when it is necessary to solve the problem of protecting steel from harmful effects that can be created as a result of the appearance of scale or loss of carbon. A solution to this problem can be special gases that are supplied to the furnace where the part being processed is located. But it should be remembered that such a procedure can be performed provided that the oven has a sealed design. Most often, a special generator is used as a gas source, the fuel for which is hydrocarbon gases, for example, methane
When fully hardening a metal workpiece, it is important to provide it with protection. In some situations it is not possible to supply gas
Then this operation can be carried out in an airtight container. The sealant here can be clay, which can prevent air from penetrating inside. But even before starting this procedure, it is recommended to cover the workpiece with a layer of cast iron shavings.