| Place | Name | Characteristics in the rating |
| The best household compressors |
| 1 | Wester W 006-075 OLC | The best technical characteristics for painting small parts |
| 2 | Fubag Air Master Kit | The best package. Maximum range of work. Easy maintenance |
| 3 | Denzel RS 1/6-180 | The most inexpensive and small-sized compressor. Quiet operation |
| The best semi-professional compressors |
| 1 | ABAC Montecarlo L25P | Improved piston head. High working pressure |
| 2 | Aurora GALE-50 | Reliability in operation. Availability of 2 outputs for equipment |
| 3 | Quattro Elementi KM 50-380 | The best balance between performance and efficiency. Double cylinder group |
| The best compressors for professional use |
| 1 | FIAC AB 100-360 | Minimal oil carryover. Quiet operation. Availability of all spare parts |
| 2 | Remeza SB4/C-100.LB75 | Lacme three-cylinder piston block. Starting at reduced mains voltage |
| 3 | ABAC 6000/270 CT 7.5 | 2-stage compressor unit. Increased air flow and increased operating pressure. |
| 4 | Bezhetsk plant ASO S-416M | A stationary unit recognized as the best product in Russia. Powerful electric motor |
The best household compressors
T.n. Garage compressors are designed for short, small jobs. They cannot be connected to pneumatic equipment with high air flow rates, for example, spray guns with HVLP technology. Painting a car for such a unit is a feasible task, but it takes 2–3 times longer. This is explained by the fact that the duration of its continuous operation usually does not exceed 10–15 minutes, otherwise it quickly overheats and, in the absence of a thermal relay, fails. Hence the conclusion - even a high-quality household compressor must be used carefully and requires competent selection of pneumatic tools based on power indicators.
Connecting and working with a compressor when painting a car
We figured out what kind of compressor is needed for painting. You can find many models and equipment options, paying attention to characteristics and cost. Selecting equipment is not difficult if you approach the selection comprehensively. Before painting the car, you need to set up the device and correctly carry out all the tasks of connecting it:
- comply with the requirements for connection quality, use electrical current preparation;
- do not use the compressor in polluted areas, always use air filters;
- maintain the equipment, do not forget that you need to change and add oil periodically;
- Do not allow the device to be used if it is malfunctioning, otherwise troubles may arise;
- Always check the operation of sensors and other equipment, this will ensure the safety of the equipment service.
When painting vehicles, factory restrictions and recommendations must be observed. Otherwise, you will have to deal with poor quality and unstable operation of the equipment. If the compressor technology does not work within the stated parameters, it will not help you create a good layer of paintwork. So make sure of the high reliability and good quality of service of the unit by reading reviews and looking at the factory description.
The best semi-professional compressors
Semi-professional compressor equipment in most cases is represented by European and domestic manufacturers and is distinguished by a number of characteristics. They provide a flow rate of over 270 l/min. and pressure 8–12 atmospheres. To support optimal operating mode, the volume of the receiver increases and is approximately 50–100 liters. Non-stop operation of such compressors should not last more than 40 minutes, but this is enough to use them for small service stations and tire shops, car services, and small industries.
Choosing a piston compressor
The main parameters that must be followed first are:
- maximum operating pressure of the compressor (Pmax);
- productivity (Q).
From them we will dance.
Pressure
Looking at any catalog of compressor equipment, we will see compressors developing different maximum pressures: 6, 8, 10, 12 and even 16 bar. Which one is better to choose?
Everything is simple here. The main rule is that the pressure developed by the compressor must exceed the required operating pressure of the pneumatic tool.
Let us remind you that the nominal operating pressure of paint guns is 3-4 bar. Almost all other auto service pneumatic tools operate at a pressure of 6 - 6.5 bar.
That is, to provide compressed air to, say, a spray gun (3 bar) and a sander (6 bar), we will need a compressor that develops a pressure of more than 6 bar. How much more?
To answer this question, let's remember how a compressor generally works: after turning on and pumping air to the maximum operating pressure (Pmax), it turns off, and it turns on again after the pressure drops to the turn-on pressure (Pmin).
The pressure switch (pressostat) on all compressors is configured in such a way that it ensures that the pressure in the receiver is maintained with a tolerance of -2 bar from the maximum value. Simply put, to guarantee an output of 6 bar, we need to install a compressor with a maximum pressure of 8 bar.
Of course, it will not be possible to increase the pressure above the value specified in the compressor characteristics. The factory settings of the pressure switch can only be changed in the direction of decreasing the minimum pressure. In other words, a compressor with Pmax = 10 bar and Pmin = 8 bar can be adjusted, for example, to Pmax = 9 bar and Pmin = 7.5 bar.
But you shouldn’t get carried away with such settings, since pressure switches are not very reliable devices. So it is better not to touch the factory settings of the pressure switch, and to reduce the pressure it is better to install pressure regulators directly in front of the consumers.
When determining the maximum pressure developed by the compressor, one must also take into account that on the path of compressed air from the compressor to the consumer, a pressure drop occurs in the line. And the longer the pneumatic line, the more errors there are in its design and installation (use of water taps, pipes of too small a diameter, etc.), the greater the pressure drop will be. Sometimes it can reach such a magnitude that pneumatic equipment can no longer operate normally.
To avoid trouble in such cases, it is better to choose a compressor with a higher maximum pressure.
Thus, a typical “portrait” of a universal garage source of compressed air is a piston unit with a maximum pressure of 8 bar. If the compressor will be used exclusively for painting work, you can, at worst, get by with a 6-bar one. And for large branched pneumatic networks it is better to prefer a 10-bar tank.
A certain pressure margin is useful for another reason. The higher the pressure developed by the compressor, the greater the mass of air it can “push” into the receiver. This means that the latter will take longer to empty to the minimum permissible pressure level, thereby providing the compressor with sufficient time to rest.
By the way, about rest: why does the compressor need it? By answering this question, we will come to understand the peculiarities of working processes in a piston compressor and will be able to determine its second most important characteristic - productivity.
Piston compressor operating mode
The operating mode of the compressor directly depends on the thermal conditions of the piston head.
It is clear that the air, compressed in the compressor cylinder, heats up. In this case, part of the heat is absorbed by the design parts of the compressor head, and if heat removal is not provided, their temperature will increase above the permissible norm and the head will not have time to cool.
In the “best” case, this will lead to accelerated wear of the piston group; in the worst case, the compressor will seize immediately.
This is taken into account when designing the compressor. But the simple measures that are taken to ensure heat removal (in particular, blowing air and making the piston head from alloys with high thermal conductivity), although they increase the cooling efficiency, are not sufficient to ensure that the compressor can operate in continuous mode for a sufficiently long time.
Therefore, piston compressors are initially designed for periodic operation, with mandatory breaks necessary to cool the head.
Shift utilization rate
Depending on the permissible operating mode and output characteristics, foreign manufacturers divide their compressors into several classes:
- hobbies (semi-professional);
- professional;
- industrial.
We’ll talk about their structure and design differences another time; for now we’ll just note that for each type there is its own so-called intra-shift utilization coefficient (Kwi).
This coefficient is:
- for semi-professional compressors - 0.15–0.2;
- professional - 0.4–0.5;
- industrial - 0.6–0.7.
What do these numbers mean? They show how much of the time the compressor can operate without interruption. Quantitatively, Kvi is defined as the ratio of the compressor operating time in the injection mode to the total operating cycle time.
That is, taking into account that a 10-minute period of time is taken as the maximum cycle duration, an industrial-type compressor should operate in the discharge mode for 6–7 minutes, after which it should “rest” for 3–4 minutes.
In general, compressors that can operate longer in continuous mode are more reliable and have a longer service life. As does the cost, since such reliability is achieved using more advanced materials.
Another important point: a piston compressor must have a “performance margin”, that is, its productivity must always be greater than the actual air consumption. For what? And so that the compressor, by producing more compressed air than it consumes, creates a reserve for itself that allows it to rest from time to time.
The amount of capacity reserve is determined by the coefficient of the same name, depending on the class of the compressor. We'll get to it yet. In general, we can say that the lower the compressor class in the above classification, the greater the performance reserve. That is, having given preference, for example, to cheaper semi-professional equipment, you need to include a larger productivity margin in the calculations.
The myth of the receiver
Now a few words about the receiver. Its main functions are as follows:
- “storage” of stored compressed air;
- smoothing out air pulsations;
- compressed air cooling.
You may get the impression that the larger the receiver, the easier life is for the compressor. This same myth can have another interpretation: the larger the receiver, the better. In any case, all these judgments are wrong. The fact is that until the moment when the receiver is filled to maximum pressure and the automation turns off the compressor, considerable time must pass. And if you unreasonably increase the volume of the receiver, the compressor will work “without a break” for too long, which will most likely lead to its premature failure.
And vice versa: if the volume of the receiver is less than required, the compressor will turn on too often, which is also not good.
Studying catalogs of compressor equipment, you will notice that compressors of the same performance are often equipped with receivers of different volumes. Why is that? Because the volume of the receiver depends not only on the performance of the compressor, but also on the nature of air consumption. Therefore, if the air flow is approximately uniform over time, then in order to save money, you can choose a receiver with a minimum volume. If there are peak loads, it is better to take a larger one.
On average, the volume of the receiver should be such that the compressor fills it in 3-4 minutes.
Conclusion: a well-chosen compressor is a compressor with such performance and receiver volume that allows this compressor to operate in the intra-shift use mode for which it is designed.
Compressor performance: inlet or outlet?
A widespread mistake in practice is the misunderstanding of the compressor capacity, which often leads to confusion and errors in calculations.
In general, compressor performance is usually determined in volumetric quantities. But the whole point is that, depending on pressure and temperature, the same mass of air can occupy different volumes. In other words, as the pressure at the compressor outlet increases, its volumetric capacity decreases.
Since the volumetric performance of a compressor is a variable quantity, depending on the initial suction conditions, it is obvious that in order to determine the real performance of the compressor, these conditions (pressure and temperature) must be taken into account.
This is also evidenced by GOST, according to which the performance of a compressor is the volume of air at the outlet of it, recalculated to the initial suction conditions.
As a rule, performance is indicated for normal conditions, in which the atmospheric pressure is 1 bar and the temperature is +20 ° C. The productivity itself is expressed in normal cubic meters (or liters) per unit of time: m³/min, m³/h, l/s, l/min.
In other words, a capacity of 500 l/min under normal conditions means that the compressor produces an amount of air per minute that, at an ambient temperature of +20°C and a pressure of 1 bar, occupies a volume of 500 liters.
All this, of course, is good, but foreign manufacturers are not familiar with the content of our GOSTs, and they define the performance of their products a little differently. In the technical specifications for their products, they indicate the theoretical compressor performance (inlet capacity).
This value is called theoretical because it differs from the real output productivity quite significantly (increasingly). Maybe because of this, foreign manufacturers indicate data specifically on suction - they look more impressive.
What causes such a difference between real and theoretical performance? Due to losses in the suction and discharge valves, as well as the presence of under-replaced compressed air in the so-called “dead space” (the gap between the piston in the uppermost position and the valve group), leading to a decrease in cylinder filling and a decrease in compressor performance. This reduction is determined by the compressor head performance coefficient (CPC).
This coefficient is:
- for semi-professional compressors - 0.55;
- professional - 0.65;
- industrial - 0.65 (for single-stage) and 0.75 (for two-stage).
Using these values, we can estimate what the real performance of the compressor is. For example, if a theoretical performance of 200 l/min is indicated in the catalog for a semi-professional series compressor, then its actual performance will be 200 · 0.55 = 110 l/min.
A good store can tell you data on both the input and output characteristics of compressors.
Conclusion: the technical specifications for imported compressors indicate suction performance, that is, at the inlet to the compressor. This value cannot be understood as the actual compressor output performance - it does not take into account its design features and efficiency.
Well, now is the time to arm yourself with a calculator and start making calculations.
It is worth noting that the exact calculation of the characteristics of a piston compressor is complex and involves solving power equations. The method we will use is simplified. These calculations, although they give a small error, nevertheless make it possible to generally correctly determine the characteristics of the compressor.
The best compressors for professional use
If you paint passenger and truck cars professionally, you will have to forget about inexpensive direct-drive compressors. Car painters need high-power units with a belt drive that do not overheat. They are equipped with similar engines, but due to the difference in pulley diameters, the crankshaft turns much more slowly, therefore, the air injection part does not overheat, and the compressor group has time to be well lubricated. This allows compressors of this category to be used in a more intensive mode, but it must be taken into account that continuous operation is still unacceptable.
What characteristics should a compressor have for painting a car?
Automotive pumps have many purposes, and models with different characteristics are created to perform different functions.
Compressor for car painting
Let's look at the main reasons why you need to choose a compressor for painting a car.
Performance
For non-professional use, the optimal performance will be from 120-150 to 300 l/min. There is no need for a higher one. If you take a model with a power of over 350 l/min, you will also have to overpay for the size of the receiver - high power with a small volume will lead to frequent overheating and shorten the service life of the device.
Pressure
A compressor for painting a car must have a pressure of at least 6-7 atmospheres. The upper threshold is not so important - on all models this parameter can be adjusted.
type of drive
Air compressors for car painting come with two types of drive - belt and direct. They differ in that in the direct drive model the torque is transmitted directly to the crankshaft; with a belt - the belt acts as an intermediary.
Air compressors for car painting
The choice of specialists is belt drive. By design, such compressors are less prone to overheating and have a longer service life. Their continuous operation time is also significantly higher than that of direct drive models.
However, direct drive would be a good budget choice for personal use. The price of these compressors is lower, they are more compact, more convenient and weigh less, and the advantages in the form of durability and continuous operation time for home use are not at all important.
With or without oil
Here opinions differ. Some say that you need a compressor with oil to paint a car, others say that this is not necessary at all. Here, too, it is important to consider how often and intensively this tool will be used.
Oil compressors require constant replacement of lubricant, but their advantages include performance, power and continuous operation time.
Oil-free ones are suitable for occasional use, they are light and inexpensive, but they heat up more and therefore require breaks more often.
Receiver size
The choice of receiver size depends on the expected continuous operation time. The larger the volume, the longer the pump can operate. Do not also forget that a high-power compressor does not fit well with a small receiver; it will constantly heat up. The resource of such a model will be limited.
When choosing a compressor for painting a car, you should choose a 20-30 liter receiver - it will provide enough time to paint large surfaces.
Oil or oil-free compressors?
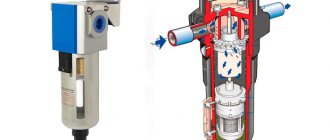
Piston compressors are: oil lubricated (use oil to soften the operation of the cylinders, pistons and piston rings). The outlet air in such compressors requires mandatory filtration (a moisture-oil separator is installed) so that oil does not get into the air when sprayed and spoil the paint.
Non-lubricated - use Teflon (and other) piston rings. These compressors require no lubrication and are typically lighter in weight because they use aluminum components instead of cast iron. Teflon rings also require periodic replacement. Oil-free compressors do not require air to be filtered from oil, but do require the installation of a water separator. They are easier to maintain as they do not require topping up or changing oil.
Oil-free compressors run louder, get hotter and wear out faster.
Oil compressors can be used more intensively and are more durable.
What receiver size should I choose?
- The receiver is needed to maintain a balance between the operation and break of the compressor. It should provide the extra air needed during the short period of time when the compressor cools down.
- The receiver minimizes pulsations in the system that occur due to the reciprocating movements of the compressor piston.
- The receiver helps cool the air and reduce moisture in it. It is necessary to periodically drain the condensate through a special valve at the bottom of the receiver.
- The compressor is designed to fill a certain volume of the receiver with air in a certain period of time. The size of the receiver should be based on the output capacity of the compressor. The larger the compressor receiver, the less often it will turn on to pump air. If the receiver is too large, it will take a long time to fill with air, which is why the compressor will operate in an unusual mode and will overheat.
- When choosing among compressors with the same characteristics, purchase the compressor with the largest receiver size. Usually this is at least 50 liters. The optimal size can be considered a receiver of 100 liters.
Let's sum it up
There is a huge range of devices for painting cars. You can choose amateur garage or professional equipment for a spray booth, paint as a hobby or as a professional activity. The choice of devices that need to be purchased depends on this. Often, with the help of professional selection, you can choose the optimal technique without much difficulty.
The car can only be painted with an uninterrupted and stable air supply. Under other conditions, drips and drops of paint will certainly form. But remember that the quality of applying paint materials also depends on the professionalism of the artist and the quality of the spray gun. Choose only reliable equipment with a quality guarantee.
Direct or belt driven compressors?
In direct coaxial drive compressors, the electric motor pulley is connected directly to the crankshaft.
Such compressors have a lower cost than belt-driven compressors. They are suitable for occasional, non-intensive use. Belt Drive
In belt driven compressors, the energy from the engine is transferred using a belt. They are more reliable and durable than direct drive compressors because the diameter of the flywheel of the cylinder block is larger than the diameter of the engine pulley, reducing the crankshaft speed, reducing friction and wear of moving parts. Belt compressors have a lower noise level, are designed for longer operation, and have better efficiency. For professional use, it is better to buy a compressor with a belt drive.
Is it possible to paint a car with a low-capacity compressor?
If the compressor capacity is insufficient, the air pressure will drop after a short period of paint spraying. Because of this, the torch of the spray gun changes and the paint application becomes uneven. To continue painting normally, you have to wait some time for normal pressure to be restored. When applying regular paint (not metallic or pearl), it is possible to paint panel by panel with such a compressor, but with large panels (hood, roof) a problem may arise. When applying paint with a metallic effect, pressure surges can cause uneven distribution of aluminum particles, which will cause paint defects. A low-power compressor will have to wait until it restores the required pressure while the paint dries, which is not very good.
It is better that the compressor has a reserve, otherwise it will constantly work at the limit, creating a lot of heat and moisture, or you will have to periodically stop and wait until the supply of compressed air is restored.