Методы Виккерса и Шора для твердомеров
09.11.2017
Твёрдость по Виккерсу: методика и оборудование
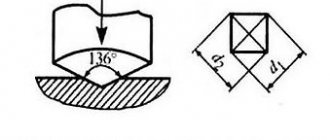
Твёрдость по Виккерсу (HV) определяется путём вдавливания алмазной пирамиды, которая имеет угол при вершине в 136º. Твердость по Виккерсу – это твердость материала, вычисленная из размера отпечатка, произведенного нагружением алмазной пирамидки индентора. Индентор, применяемый в тестах по Виккерсу — пирамидка с квадратным основанием, противоположные стороны которой сходятся на вершине под углом 136º. Регламентируется ГОСТ 2999-75* (СТ СЭВ 470-77) «Метод измерения твердости по Виккерсу» и ISO 6507. Твёрдость по Виккерсу вычисляется путём деления нагрузки Р
на площадь поверхности полученного пирамидального отпечатка. Метод Виккерса позволяет определять твёрдость азотированных и цементированных поверхностей, а также тонких листовых материалов. Наблюдается хорошее совпадение значений твёрдости по Виккерсу и Бринеллю в пределах от 100 до 450 НV. Основными параметрами при измерении твёрдости по Виккерсу являются нагрузка Р до 980,7 Н (100 кгс) и время выдержки 10—15 с.
В результате внедрения на поверхности исследуемого образца остаётся отпечаток в виде ромба (иногда – неправильного). По значению диагонали этого ромба (или среднего арифметического значения обеих диагоналей) устанавливают число твёрдости Виккерса, которое имеет размерность механического давления.
Выпускаемое оборудование, при помощи которого определяется твердость по Виккерсу, относится к машинам статического действия. Они могут быть стационарными и переносными. Линейка видов такого оборудования отечественного производства маркируется ТП (Твёрдость Пирамидальная).
Стандартными условиями для проведения испытаний служат:
- Измерительный диапазон усилий нагружения 49-1176 Н, который в твердомерах ТП имеет 7 положений (ступенчато-изменяемых);
- Время выдержки образца под давлением – не менее 5 с.
- Принцип измерения диагоналей отпечатка
Число Виккерса (HV) рассчитывается по формуле:
HV = 2Psin (0,5α/d2) = 1,8544Р/d2
,
где Р
— прилагаемая нагрузка (кгc),
d
— средняя диагональ отпечатка (мм) и
α
— лицевой угол индентора (136°)
При измерении твердости по Виккерсу должны быть соблюдены следующие условия:
- плавное возрастание нагрузки до необходимого значения
- обеспечение перпендикулярности приложения действующего усилия к испытуемой поверхности
- поверхность испытуемого образца должна иметь шероховатость не более 0,16 мкм
- поддержание постоянства приложенной нагрузки в течение установленного времени
- расстояние между центром отпечатка и краем образца или соседнего отпечатка должно быть не менее 2,5 длины диагонали отпечатка
- минимальная толщина образца должна быть для стальных изделий больше диагонали отпечатка в 1,2 раза; для изделий из цветных металлов – в 1,5 раза.
Измерение твёрдости по Виккерсу HV выполняется в следующей последовательности.
- Образец или деталь устанавливается на стол прибора измеряемой поверхностью вверх. После этого стол вращением рукоятки маховика поднимают вверх, до лёгкого соприкосновения с индентором.
- Отпускают рычаг, приводя тем самым в движение нагружающий механизм. После установленной с помощью реле времени продолжительности измерения нагрузка снимается и рабочая головка, с закреплённым в ней индентором, возвращается в исходное положение.
- После этого можно развернуть приборный стол с образцом к имеющемуся на станине твердомера отсчётному микроскопу, и замерить диагонали отпечатка.
Предварительные установки твердомера Виккерса производят при помощи рукоятки настройки. При этом с уменьшением толщины образца нагрузку следует принимать меньшей. Твёрдость по Виккерсу иногда указывается при значении рабочей нагрузки. Например, обозначение HV50940 означает твёрдость по Виккерсу в 940 единиц, которая была получена после нагружения образца усилием 50 кг.
Еще примеры обозначения:
- 500 HV — твердость по Виккерсу, полученная при нагрузке F=30 кгс и времени выдержки 10-15 с;
- 220 HV 10/40 — твердость по Виккерсу, полученная при нагрузке 98,07 (10 кгс) и времени выдержки 40 с.
Достоинства метода Виккерса:
- Постоянство отношения диагоналей получаемого отпечатка при изменении рабочей нагрузки.
- Возможность определения твёрдости очень тонких слоёв материала изделия, поскольку в крайнем положении индентор имеет весьма малую площадь поверхности.
- Повышенная точность результата благодаря высокой твёрдости алмазной пирамидки индентора и отсутствия деформации самой испытательной головки. Измерение твёрдости по Виккерсу отличается повышенной точностью, т.к. диагональ отпечатка d измеряется с помощью специально установленного на твердомере микроскопа с точностью 1-2мкм.
- Широкий диапазон измерений охватывает сравнительно мягкие металлы (алюминий, медь и пр.) и высокопрочные стали и твёрдые сплавы.
- Метод Виккерса позволяет определять твёрдость отдельных слоёв металла, например, цементированного при химико-термической обработке образца, или слоя с изменённым химическим составом (после поверхностного упрочнения или легирования). Кроме гальванизированных поверхностей, метод применим и к азотированным материалам.
К недостаткам метода можно отнести зависимость измеряемой твёрдости от приложенной нагрузки или глубины внедрения индентора (явление размерного эффекта, часто называемого в англоязычной литературе indentation size effect). Особенно сильно эта зависимость проявляется при малых нагрузках.Также к недостаткам метода следует отнести необходимость получения поверхности с малой шероховатостью и относительно большое время испытания.
Практический диапазон измерения твёрдости по Виккерсу 145-1000 HV. Ввиду высокой точности метода, для оценки параметра НV больших партий заготовок широко применяются автоматизированные установки с гидравлическим и электромеханическим приводом, а также с автоматизацией отсчёта результатов, которые выводятся на монитор.
Твёрдость по Шору: методика и оборудование
Твердость по Шору — один из методов измерения твердости материалов. Как правило, используется для измерения твердости низкомодульных материалов. Обычно — полимеров: пластмасс, эластомеров, каучуков и продуктов их вулканизации.
Для измерения дюрометром (твердомером) Шора применяется несколько шкал, используемых для материалов с различными свойствами. Две наиболее распространенных шкалы — тип A и тип D. Шкала типа A предназначена для более мягких материалов, D — для более твердых. Помимо этого, стандарт ASTM D2240 предусматривает в общей сложности 12 шкал измерений, используемых в зависимости от целевой задачи; различают типы A, B, C, D, DO, E, M, O, OO, OOO, OOO-S и R. Все шкалы делятся от 0 до 100 условных единиц, при этом высокие значения соответствуют более твердым материалам.
Метод отличается сравнительно большим разбросом значений результатов измерений, но удобен своей простотой (в том числе конструкцией измерительного прибора) и оперативностью проведения измерений, позволяя производить их, в том числе на готовых изделиях, крупногабаритных деталях и криволинейных поверхностях достаточно больших радиусов. Из-за чего получил широкое распространение в производственной практике.
Принцип измерения следующий:
При испытании материалов, твердость которых не зависит от относительной влажности, дюрометр и образцы для испытания кондиционируют не менее 1 ч в условиях одной из стандартных атмосфер по ГОСТ 12423(ISO 291), защитив их от воздействия прямых солнечных лучей. При испытании материалов, твердость которых зависит от относительной влажности, образцы для испытаний следует кондиционировать по тем же стандартам или согласно соответствующей нормативно-технической документации на испытуемый материал.
При этих же условиях проводят испытание.
Испытуемый образец должен иметь толщину не менее 6 мм. Для достижения необходимой толщины образец для испытаний может состоять из нескольких тонких слоев, но результаты испытаний, полученные с такими образцами, могут не согласовываться с результатами испытаний цельных образцов, так как поверхности таких слоев иногда не полностью соприкасаются друг с другом.
Размеры образцов должны позволять проводить испытание на расстоянии не менее 12 мм от любого края, если только заранее не будет известно, что при испытаниях на меньшем расстоянии от края достигаются идентичные результаты. Поверхность образца в месте контакта с опорной поверхностью на площади радиусом не менее 6 мм от кончика индентора должна быть очень ровной. На кривых, неровных или шероховатых поверхностях нельзя получить удовлетворительные результаты измерения твердости с помощью дюрометра.
Испытуемый образец помещают на твердую ровную горизонтальную поверхность. Дюрометр устанавливают в вертикальном положении так, чтобы кончик индентора находился на расстоянии не менее 12 мм от любого края образца. Как можно быстрее без толчка к образцу прижимают опорную поверхность дюрометра, держа ее параллельно поверхности испытуемого образца. К опорной поверхности с помощью специального приспособления или груза прилагают давление, достаточное для обеспечения надежного контакта с образцом.
Твёрдость по Шору обозначается в виде числового значения шкалы, к которому приписывается буква, указывающая тип шкалы с явным указанием названия метода измерения твердости или прибора.
- Например: «Твёрдость по Шору 80A».
- Например: «Твёрдость по дюрометру 80A».
- Допускается: «Твёрдость по Шору 80 по шкале D».
- В таблицах допускается обозначение: «Твёрдость, ед. Шор(-а) А».
Метод позволяет измерять глубину начального вдавливания, глубину вдавливания после заданных периодов времени или и то и другое одновременно.
Метод является эмпирическим испытанием. Не существует простой зависимости между твердостью, определяемой с помощью данного метода, и каким-либо фундаментальным свойством испытуемого материала.
Твердость по Шору указывают с округлением до целой единицы. В шкале Шора за 100 единиц принята максимальная твёрдость стабилизированного после закалки на мартенсит образца из углеродистой инструментальной стали, что соответствует высоте падения бойка 13,6± 0,3 мм.
Метод отличается сравнительно большим разбросом значений результатов измерений, но удобен своей простотой (в том числе конструкцией измерительного прибора) и оперативностью проведения измерений, позволяя производить их, в том числе на готовых изделиях, крупногабаритных деталях и криволинейных поверхностях достаточно больших радиусов. Из-за чего получил широкое распространение в производственной практике.
Соотношение между некоторыми шкалами дюрометров Шора
Примерное соотношение разных шкал
| A | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 95 | 100 |
| B | 6 | 12 | 17 | 22 | 27 | 32 | 37 | 42 | 47 | 51 | 56 | 62 | 66 | 71 | 76 | 81 | 85 | |||
| C | 9 | 12 | 14 | 17 | 20 | 24 | 28 | 32 | 37 | 42 | 47 | 52 | 59 | 70 | 77 | |||||
| D | 6 | 7 | 8 | 10 | 12 | 14 | 16 | 19 | 22 | 25 | 29 | 33 | 39 | 46 | 58 | |||||
| O | 8 | 14 | 21 | 28 | 35 | 42 | 48 | 53 | 57 | 61 | 65 | 69 | 72 | 75 | 79 | 84 | ||||
| OO | 45 | 55 | 62 | 70 | 76 | 80 | 83 | 86 | 88 | 90 | 91 | 93 | 94 | 95 | 97 | 98 |
Устройство прибора
В конструкции дюрометров Шора входят следующие части:
- Опорная поверхность (площадь не менее 100 мм²) с отверстием диаметром от 2,5 до 3,5 мм, центр которого находится на расстоянии не менее 6 мм от любого края опоры.
- Индентор в виде закаленного стального стержня диаметром 1,10—1,40 мм (см. чертёж).
- Индикаторное устройство, показывающее степень выдвижения кончика индентора за пределы опорной поверхности. Степень выдвижения может быть измерена непосредственно в условных единицах в диапазоне от 0, для полного выдвижения кончика индентора, равного 2,50 мм + 0,04 мм, до 100 при отсутствии какого-либо выдвижения вообще, что происходит, например, в том случае, когда опорную поверхность индентора плотно прижимают к стеклянной пластинке.
- Калиброванная пружина для приложения к индентору силы, рассчитанной согласно одной из приведенных ниже формул:
а) F = 550 + 75НA
, где
F
— прилагаемая сила, мН;
НA
— твердость, определенная по дюрометру типа А; б)
F = 445НD
, где
F
— прилагаемая сила, мН;
HD — твердость, определенная по дюрометру типа D.
Таблица №1 Для перевода чисел твердости и временного сопротивления разрыву
(для увеличения масштаба — нажмите на таблицу, изображение откроется в отдельном окне)
Скачать таблицу в pdf: Таблица №1 Для перевода чисел твердости и временного сопротивления разрыву.
Перевод чисел твердости и временного сопротивления разрыву σв пригодится специалистам, связанным с термообработкой сталей, цветных металлов и сплавов. Также они могут быть полезны при проведении исследований околошовной сварочной зоны – вы можете проследить, как меняется твердость по мере удаления от шва, на основании чего можно сделать вывод о механических свойствах шва, так как значения твердости можно перевести в σв. В табл. №1 значение σв заканчивается на 690 Н\мм2 (70 кгс\мм2), что соответствует 21 НRC – редкий сварочный шов имеет такую твердость, разве что после закалки в некоторых случаях она может быть более 21 НRC при условии, что металл имеет достаточное количество углерода, легирующих элементов и структура металла после термообработки – мартенсит. После сварки шов и околошовная зона находится в отпущенном состоянии, если основной металл был предварительно закален. В таком случае его можно исследовать по шкале HRA (cм. табл. №2) или по методу Бринелля.
Измерение твердости по Роквеллу
Метод измерения твердости по Роквеллу регламентирован ГОСТ 9013. При определении твердости этим методом тестируемый образец под действием двух последовательно прилагаемых нагрузок — предварительной P0 (обычно Р0 =10 кгс) и общей Р — вдавливают индентор (алмазный конус или стальной шарик). При этом общая нагрузка равна сумме предварительной P0 и основной Р1 нагрузок:
P = P0+P1
После выдержки под приложенной общей нагрузкой Р в течение 3…5 с основную нагрузку Р1 снимают и измеряют глубину проникновения индентора в материал А под действием общей нагрузки Р затем снимают оставшуюся предварительную нагрузку P0.
Твердость по Роквеллу измеряют в условных единицах. За единицу твердости принята величина, соответствующая осевому перемещению индентора на 0,002 мм. Число твердости определяется по шкале индикатора (как правило, часового типа). Индикатор показывает результат вычитания разности глубин (h –h0), на которые вдавливается индентор под действием двух последовательно приложенных нагрузок, из некоторой константы. Величина h0 — глубина внедрения индентора в испытуемый образец под действием предварительной нагрузки P0.
В зависимости от формы индентора и прилагаемой нагрузки введены три измерительные шкалы: А, В, С. Наиболее часто используемыми шкалами являются А и С.
Число твердости по Роквеллу обозначается цифрами, характеризующими величину твердости, со стоящим после них символом HRA, HRB или HRC (в зависимости от используемой шкалы измерения), например: 28 HRC
Шкалы, использующиеся при измерении твердости по Роквеллу
Таблица поправочных коэффициентов для измерения на криволинейных поверхностях
В.1 Сферические поверхности
В таблицах В.1 и В.2 даны поправочные коэффициенты, когда измерения твердости выполняют на сферических поверхностях.
Поправочные коэффициенты приводят для отношения средней длины диагоналей отпечатка к диаметру D
сферического образца, на котором выполняют измерения.
Пример
:
Диаметр
сферическогообразцаD
=
10мм
.
Нагрузка
F
=
98
,
07Н
.
Средняя
длинадиагоналейотпечаткаd
= ,
150мм
.
Твердость
поВиккерсу
=
Поправочный
коэффициентполучаемизтаблицыВ.1интерполяцией
= ,
983
.
Твердость
сферическогообразца
–
824×0
,
983
=
810HV10
.
Таблица В.1 – Выпуклые сферические поверхности
| d / | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,004 | 0,995 | 0,086 | 0,920 |
| 0,009 | 0,990 | 0,093 | 0,915 |
| 0,013 | 0,985 | 0,100 | 0,910 |
| 0,018 | 0,980 | 0,107 | 0,905 |
| 0,023 | 0,975 | 0,114 | 0,900 |
| 0,028 | 0,970 | 0,122 | 0,895 |
| 0,033 | 0,965 | 0,130 | 0,890 |
| 0,038 | 0,960 | 0,139 | 0,885 |
| 0,043 | 0,955 | 0,147 | 0,880 |
| 0,049 | 0,950 | 0,156 | 0,875 |
| 0,055 | 0,945 | 0,165 | 0,870 |
| 0,061 | 0,940 | 0,175 | 0,865 |
| 0,067 | 0,935 | 0,185 | 0,860 |
| 0,073 | 0,930 | 0,195 | 0,855 |
| 0,079 | 0,925 | 0,206 | 0,850 |
Таблица В.2 – Вогнутые сферические поверхности
| d / | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,004 | 1,005 | 0,038 | 1,050 |
| 0,008 | 1,010 | 0,041 | 1,055 |
| 0,012 | 1,015 | 0,045 | 1,060 |
| 0,016 | 1,020 | 0,048 | 1,065 |
| 0,020 | 1,025 | 0,051 | 1,070 |
| 0,024 | 1,030 | 0,054 | 1,075 |
| 0,028 | 1,035 | 0,057 | 1,080 |
| 0,031 | 1,040 | 0,060 | 1,085 |
| 0,035 | 1,045 | 0,063 | 1,090 |
| 0,066 | 1,095 | 0,082 | 1,125 |
| 0,069 | 1,100 | 0,084 | 1,130 |
| 0,071 | 1,105 | 0,087 | 1,135 |
| 0,074 | 1,110 | 0,089 | 1,140 |
| 0,077 | 1,115 | 0,091 | 1,145 |
| 0,079 | 1,120 | 0,094 | 1,150 |
В.2 Цилиндрические поверхности
В таблицах В.3 – В.6 даны поправочные коэффициенты, когда измерения твердости выполняют на цилиндрических поверхностях.
Поправочные коэффициенты приводят для отношения средней длины диагоналей отпечатка к диаметру D
цилиндрического образца, на котором выполняют измерения.
Пример
:
Цилиндрический
образец
,
однаиздиагоналейотпечаткапараллельнаосицилиндраD
=
5мм
.
Средняя
длинадиагоналейотпечаткаd
= ,
415мм
.
Нагрузка
F
=
294
,
2Н
.
Твердость
поВиккерсу
=
Поправочный
коэффициентполучаемизтаблицыВ.6
=
1
,
075
.
Твердость
цилиндрическогообразца
=
323×1
,
075
=
347HV30
.
Таблица В.3 – Выпуклые цилиндрические поверхности. Диагонали развернуты на 45° относительно оси цилиндра
| d / | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,009 | 0,995 | 0,119 | 0,935 |
| 0,017 | 0,990 | 0,129 | 0,930 |
| 0,026 | 0,985 | 0,139 | 0,925 |
| 0,035 | 0,980 | 0,149 | 0,920 |
| 0,044 | 0,975 | 0,159 | 0,915 |
| 0,053 | 0,970 | 0,169 | 0,910 |
| 0,062 | 0,965 | 0,179 | 0,905 |
| 0,071 | 0,960 | 0,189 | 0,900 |
| 0,081 | 0,955 | 0,200 | 0,895 |
| 0,090 | 0,950 | ||
| 0,100 | 0,945 | ||
| 0,109 | 0,940 |
Таблица В.4 – Вогнутые цилиндрические поверхности. Диагонали развернуты на 45° относительно оси цилиндра
| d / | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,009 | 1,005 | 0,082 | 1,050 |
| 0,017 | 1,010 | 0,089 | 1,055 |
| 0,025 | 1,015 | 0,097 | 1,060 |
| 0,034 | 1,020 | 0,104 | 1,065 |
| 0,042 | 1,025 | 0,112 | 1,070 |
| 0,050 | 1,030 | 0,119 | 1,075 |
| 0,058 | 1,035 | 0,127 | 1,080 |
| 0,066 | 1,040 | 0,134 | 1,085 |
| 0,074 | 1,045 | 0,141 | 1,090 |
| 0,148 | 1,095 | 0,189 | 1,125 |
| 0,155 | 1,100 | 0,196 | 1,130 |
| 0,162 | 1,105 | 0,203 | 1,135 |
| 0,169 | 1,110 | 0,209 | 1,140 |
| 0,176 | 1,115 | 0,216 | 1,145 |
| 0,183 | 1,120 | 0,222 | 1,150 |
Таблица В.5 – Выпуклые цилиндрические поверхности. Одна из диагоналей параллельна оси цилиндра
| d / | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,009 | 0,995 | 0,085 | 0,965 |
| 0,019 | 0,990 | 0,104 | 0,960 |
| 0,029 | 0,985 | 0,126 | 0,955 |
| 0,041 | 0,980 | 0,153 | 0,950 |
| 0,054 | 0,975 | 0,189 | 0,945 |
| 0,068 | 0,970 | 0,243 | 0,940 |
Таблица В.6 – Вогнутые цилиндрические поверхности. Одна из диагоналей параллельна оси цилиндра
| d / | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,008 | 1,005 | 0,087 | 1,080 |
| 0,016 | 1,010 | 0,090 | 1,085 |
| 0,023 | 1,015 | 0,093 | 1,090 |
| 0,030 | 1,020 | 0,097 | 1,095 |
| 0,036 | 1,025 | 0,100 | 1,100 |
| 0,042 | 1,030 | 0,103 | 1,105 |
| 0,048 | 1,035 | 0,105 | 1,110 |
| 0,053 | 1,040 | 0,108 | 1,115 |
| 0,058 | 1,045 | 0,111 | 1,120 |
| 0,063 | 1,050 | 0,113 | 1,125 |
| 0,067 | 1,055 | 0,116 | 1,130 |
| 0,071 | 1,060 | 0,118 | 1,135 |
| 0,076 | 1,065 | 0,120 | 1,140 |
| 0,079 | 1,070 | 0,123 | 1,145 |
| 0,083 | 1,075 | 0,125 | 1,150 |
Область применения
Измерение твердости по методу Виккерса – универсальный метод, но наиболее точные значения он дает при исследовании веществ с высокой твёрдостью. Малые усилия и, соответственно, небольшие линейные размеры отпечатка позволяют практически не нарушать поверхность измеряемого материала.
Дальнейшее развитие метод Виккерса получил при измерениях микротвердости. Величина давления при этом составляет от 2 до 500 г, а глубина погружения индентора не превышает 0,2 мкм. Столь малые величины требуют применения микроскопов с большой увеличительной способностью.
Установка для измерения твердости по Виккерсу
Причина применения данной методики заключается в измерениях прочности покрытий практически любой толщины и твердости. Таким образом, не существует принципиальных ограничений по определению характеристик анодированных, цементированных и азотированных деталей и инструментов. Это важно при определении качества гальванических и химических покрытий.
Возможны измерения очень тонких поверхностных слоев. К примеру, если использовать методику Виккерса по определению микротвердости с глубиной погружения 0,2 мкм, то допустимая толщина материала составляет 0,3 мкм. Глубина упрочненного слоя стали при использовании различных методик составляет десятые доли миллиметра, толщина слоя родия составляет десятки микрометров.
В отечественных лабораториях наиболее распространен твердомер типа ТП-7Р-1. Он имеет пять фиксированных значений испытательной нагрузки с пределами измерений HV от 8 до 2000.