Какие дефекты можно выявить при контроле?
Контроль резьбовых поверхностей позволяет выявить следующие дефекты соединений.
Рваная нарезка
. Дефект образуется, если диаметры отверстия и стержня отличаются от номинальных. Причиной также может стать недостаточная острота режущего инструмента. Предупредить проблему позволяет тщательный контроль всех диаметров и использование режущего инструмента нормальной степени заточки.
Тупая нарезка
. Дефект проявляется, если номинальный диаметр меньше диаметра отверстия, но больше диаметра стержня. При нарезании профиль становится неполным. Избежать дефекта позволит точное измерение диаметров перед нарезкой резьбы.
Конусность резьбы.
Дефект появляется, если режущий инструмент срезает лишний металл. Проблему решают, соотнося установленные размеры детали и инструмента.
Тугая нарезка
. Если размерность детали не соблюдается, а инструмент имеет шероховатую резьбу, резание происходит с трудом. Дефект можно предупредить, предварительно измерив параметры заготовки и подобрав режущий инструмент оптимального размера.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Приборы для контроля резьбы
Для комплексного контроля и измерения
наружных метрических резьб используют жесткие предельные калибры-кольца (ГОСТ 17763-72 и ГОСТ 17764-72), а также резьбовые скобы. Внутренние резьбы контролируют резьбовыми калибрами-пробками (ГОСТ 17756-72 и ГОСТ 17759-72). При использовании резьбовых калибров-пробок и колец в качестве комплексного измерителя выступает проходной калибр. Непроходной калибр используют, чтобы измерить предельный размер среднего диаметра.
Калибр-кольцо М 1.1х0.25 6h ПРдля комплексного контроля и измерения наружных метрических резьб
При поэлементном контроле
наружный диаметр болта проверяют любым приборами, которые обычно применяются для контроля диаметра валов. А внутренний диаметр гайки — приспособлениями для контроля отверстий.
Для контроля среднего диаметра используют контактный и бесконтактный методы. Первый основан на применении вставок в микрометр или трех проволочек.
Измерение среднего диаметра вставками резьбового микрометра
Резьбовым микрометром со вставками проводят измерение среднего диаметра треугольной резьбы с углами профиля 60 и 55 градусов. Измерение проводят в пределах от 0 до 350 мм. Для каждого интервала в 25 мм используют или отдельный микрометр, или специальные сменные пятки.
Резьбовой микрометр МВМ-50 GRIFF со вставками для измерения среднего диаметра
Стандартный комплект включает две вставки: призматическую, которая ставится вместо пятки микрометра, и конусную, устанавливаемую в отверстие микрометрического винта.
Микрометр может оснащаться одним из пяти комплектов вставок, который выбирают в зависимости от шага проверяемой резьбы: 0,4–0,5; 0,6–0,8; 1–1,5; 1,75–2,5; 3–4,5 мм.
Контроль шага резьбы и угла профиля индикаторными измерительными приборами
Измерение шага резьбы и угла профиля производят, используя микроскопы и проекторы. При этом средний диаметр внутренней резьбы контролируют:
- индикаторными приборами с раздвижными полупробками;
- индикаторными приборами с раздвижными вставками;
- горизонтальными оптиметрами с помощью измерительных дуг с шаровыми измерительными наконечниками.
Измерять размеры деталей в ходе обработки удобно с помощью индикаторного приспособления. Благодаря особой конструкции упорной планки такое приспособление позволяет установить в удобном месте держатель индикатора. Приспособление универсально и может использоваться как при расточке, так и при обточке.
Индикаторное приспособление для активного контроля размеров при обработке на токарном станке
Применение индикаторов и установочных колец с номинальным размером обрабатываемого отверстия уменьшает время на предварительные операции и обеспечивает высокую точность измерения внутренних размеров резьбы.
При обработке отверстий резец настраивают по индикатору на снятие первой стружки с припуском 0,1–0,2 мм на сторону. После этого показания индикатора замеряют, а первую стружку снимают. Полученный размер отверстия замеряют индикаторным прибором, настроенным по установочному кольцу с номинальным размером отверстия. При настройке индикаторный прибор устанавливают на ноль.
Измерив отверстие, уточняют, какой слой металла требуется снять, чтобы получить окончательный размер отверстия. Затем по индикатору резец устанавливают под расточку чистового отверстия. Этот способ измерения упрощает расточку отверстий по 2 и 3 классам точности.
Если партия деталей велика, удобнее вначале выполнить предварительную расточку всех изделий с припуском 0,3–0,5 мм на диаметр, а затем за один проход жестким резцом завершить чистовую расточку. Использование индикаторных приспособлений позволяет работать уверенно и с большой точностью. Однако индикатор не отменяет необходимости использования предельных калибров. Измерение резьбы калибром — обязательная процедура, которая требуется для окончательного контроля размера.
Проверка точности и отклонений
В процессе сборки и ремонта механизмов и конструкций важным этапом является проверка зазоров, точности взаимного расположения деталей и узлов, выверка осей относительно друг друга. Для этих целей используются следующие измерительные инструменты:
Поверочные линейки. Применяются для определения отклонений плоскостности и прямолинейности поверхности деталей. Подразделяются на лекальные трехгранные, лекальные четырехгранные и с двухсторонними скосами.
Поверочные призмы. Применяются для разметки, позиционирования и выверки осей или валов механизмов, а также для контроля параллельности и вертикальности деталей. Кроме того они применяются для крепления деталей при механической обработке.
Угломеры. Измерительный инструмент используемый для проверки точности углов. Слесарные модели оснащаются нониусной шкалой для точных замеров отклонений.
Шаблоны радиусные и резьбовые. Представляют собой набор пластин определенной формы, предназначенные для определения, соответственно, радиуса кривизны детали или шага резьбы путем приложения к контролируемым поверхностям. Радиусные шаблоны выпускаются вогнутой и выпуклой формы.
Первые применяются для определения наружного радиуса, выпуклые – для внутренних отверстий. Резьбовые шаблоны позволяют определить шаг метрической резьбы или количество ниток на дюйм у дюймовой.
Щупы. Наборы измерительных пластин толщиной от 0,02 до 1 мм для определения зазоров между сопряженными поверхностями. Размер зазора определяется путем постепенного увеличения толщины вводимых щупов до достижения максимума.
Образцы шероховатости поверхностей. Поставляются набором для определения параметра шероховатости металлических деталей, качества поверхностей в труднодоступных местах и контроля в процессе производства.
Для получения максимально точных значений необходимо строго придерживаться инструкций по эксплуатации инструмента — не прилагать чрезмерных усилий, очищать от загрязнений, хранить в футляре, оберегать от механических ударов и выполнять другие требования.
Приборы активного контроля
Один из самых прогрессивных методов измерения параметров резьбы считается активный. Он особенно востребован в условиях массового и крупносерийного производства. Устройства активного контроля позволяют автоматически контролировать ход технологического процесса и обеспечивают необходимую точность обработки.
Устройства активного контроля обычно включают в конечный цикл обработки и по итогам проверки подают команду на наладку режущего инструмента. Есть и второй способ — проверять размеры изделия в ходе обработки, чтобы сразу контролировать величины перемещения, режимы резания и другие параметры. Приборы активного контроля такого типа используют на станках с числовым программным управлением.
Для автоматического контроля и наладки используют приборы контактного и бесконтактного действия. В первом случае наконечник прибора вступает в контакт с измеряемым изделием и может быть причиной погрешностей. Чтобы исключить такую возможность, наконечники приборов активного контроля изготавливают из твердых сплавов и алмазов.
Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.
Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение
При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы
Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.
Измерение резьбы методом трех проволочек
Для измерения среднего диаметра резьбы часто пользуются методом трех проволочек. Диаметр определяют, накладывая проволочки одного размера на впадины резьбовых соединений. Параметры получившейся конструкции измеряют микрометром. На итоговые результаты вычислений сильно влияет погрешность профиля. Чтобы устранить ее, проволочки накладывают на профиль таким образом, чтобы они соединялись на том уровне, где ширина впадин будет равна ширине выступов.
Использование метода трех проволочек для измерения резьбы
При этом проволочки должны быть расположены таким образом:
- 1-я лежит на впадине с левой стороны;
- 2-я и 3-я на впадинах противоположной стороны.
Необходимо следить, чтобы во время измерения деталь не деформировалась, а проволочки не гнулись.
Размер всех трех проволочек, используемых для измерения среднего диаметра резьбы этим методом, выбирают по специальной таблице с учетом шага и угла профиля резьбы. Идеальным считают диаметр d = tg α /2c, где cs шаг, а α /2 угол профиля проверяемой резьбы.
Кроме среднего диаметра методом трех проволочек измеряют диаметр трапецеидальной резьбы.
Трубные
>
Лежат в основе подавляющего большинства санитарно-технических устройств и коммуникационных линий
Обратите внимание, в чем измеряется шаг резьбы такого типа – обычно в дюймах, ведь расчеты выполняются по формулам из английской системы мер. Главным показателем становится сечение условного прохода
Параметры винтовой линии
| P, мм | Число ниток на 1 ʺ | d (наружный), мм | DN, ʺ |
| 0,907 | 28 | 9,729 | 1/8 |
| 1,337 | 19 | 13,158 | 1/4 |
| 1,337 | 19 | 16,663 | 3/8 |
| 1,814 | 14 | 20,956 | 1/2 |
| 1,814 | 14 | 22,912 | 5/8 |
| 1,814 | 14 | 26,442 | 3/4 |
| 1,814 | 14 | 30,202 | 7/8 |
| 2,309 | 11 | 33,250 | 1 |
| 2,309 | 11 | 37,898 | 1 1/8 |
| 2,309 | 11 | 41,912 | 1 1/4 |
| 2,309 | 11 | 44,325 | 1 3/8 |
| 2,309 | 11 | 47,805 | 1 1/2 |
| 2,309 | 11 | 53,748 | 1 3/4 |
| 2,309 | 11 | 59,616 | 2 |
Приведенные таблицы будут вашими помощницами – они содержат те данные, на которые можно смело ориентироваться при выборе стандартных значений для нанесения витков на стержни крепежа.
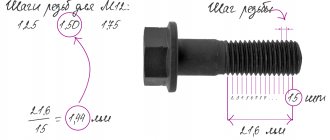
Измерение шага резьбы
Для измерения шага резьбы используют штангенциркуль или линейку. Для этого определяют длину нескольких шагов и делят ее на количество шагов. Шаг внутренней и внешней резьбы определяют резьбомером. Каждая пластинка указывает на величину шага. При этом пластинки выбирают таким образом, чтобы зубья плотно входили в резьбу. Благодаря этому шаг совпадает с шагом на пластине.
Для измерения шага резьбы используют стандартные линейки с миллиметровыми и дюймовыми делениями и резьбомеры. Результаты вычисления шага линейкой неточные, так что главной задачей при замерах является нахождение количества витков, которые приходятся на единичный шаг резьбы. Допустим, если на 1 дюйм приходится 5 витков, шаг будет равен 1/5 дюйма. Чтобы было удобно, результаты в дюймах переводят в миллиметры.
Чтобы измерить шаг резьбы корректно, необходимо быть в курсе следующих хитростей:
- следует измерять не отдельные участки, а целую часть профиля детали;
- перед измерением необходимо подсчитать целое количество витков;
- шаг резьбы определяют после замера глубины и основных параметров резьбового соединения.
Итогом измерений будет усредненное значение шага. Погрешность в расчетах зависит от того, насколько правильно нарезана резьба на деталь.
Резьбомер предоставляет наиболее точные результаты измерений шага трубной и конической резьбы, поскольку он работает с самыми маленькими расстояниями. В конструкции предусмотрены пластины из сплавов железа. Каждая пластина имеет вырезы, равные профилю нарезки и ее шагу.
Для определения величины шага резьбомер прикладывают к детали. При этом необходимо следить, чтобы пластина была параллельна оси нарезки и совпадала по размеру с отверстием резьбы.
Рекомендации по работе с резьбомерами
При эксплуатации резьбомеров нужно учитывать некоторые особенности. Эти особенности выглядят следующим образом:
Хранить прибор рекомендуется в герметичных ящиках или контейнерах, чтобы предотвратить механическое воздействие и деформацию инструмента Получить высокоточные результаты измерений можно при использовании только специального инструмента, и прибегать к помощи линейки, штангенциркуля и микрометра следует в исключительных случаях, когда под рукой нет специализированного прибора При проведении идентификации резьбы необходимо обеспечить неподвижность заготовки
В противном случае, это негативно отразится на качестве проводимых измерений Резьбомеры имеют острые грани, поэтому при эксплуатации важно соблюдать технику безопасности Если на щупах прибора имеются внешние дефекты, то такой инструмент не может использоваться для проведения точных измерений. Дефекты в виде царапин, сколов, вмятин и т.п., негативно повлияют на точность проводимых расчетов
В продаже можно встретить резьбомеры не только металлические, но и пластиковые. Как правило, из пластика изготовлен корпус, а щупы делают исключительно из специальных марок стали. Приборы с пластиковым корпусом имеют значительный недостаток — низкая прочность, но при этом стоят они не более 100 рублей.
В завершении следует подвести итог, и отметить, что определить шаг резьбы болтов, гаек и прочих крепежных изделий не представляет особых трудностей, если знать алгоритм, и владеть специальным инструментом. Полученные значения после применения резьбомера позволяют изготовить вторую крепежную деталь для обеспечения прочного и разъемного соединения.
Измерение среднего диаметра резьбы
Для измерения среднего диаметра резьбы необходимо использовать резьбовой микрометр в комплекте с разными наконечниками (один с конусом, второй с вырезом). Предел измерения указывают обычно на самих средствах измерения. Так, маркировка М 3–5 обозначает, что комплект позволяет измерить резьбу с шагом 3; 3,5; 4; 4,5 и 5 мм.
Вставки к резьбовому микрометру
Для измерения среднего диаметра резьбы пользуются микрометром. Сменные наконечники инструмента вставляются в отверстие винта и позволяют добиться максимально точных измерений.
Если в качестве результата достаточно усредненных значений, вместо микрометра допускается использовать кронциркуль. По конструкции он представляет собой шариковые наконечники, размеры которых должны совпадать с типом и шагом резьбового соединения. Чтобы узнать средний диаметр, наконечники кронциркуля необходимо выставить по резьбовому калибру. Затем процедуру повторяют с боковыми сторонами детали. Для оценки результатов измерений используют резьбовые скобы. А точность диаметра проверяют, сравнивая полученную резьбу с шаблоном.
Для контроля среднего диаметра резьбы, состоящей максимум из двух витков, пользуются методом двух проволочек. Измерение производят следующим образом: на противоположные выступы и впадины резьбы накладывают проволоки, диаметр которых совпадает с одной из табличных единиц. При этом расстояние между концами проволочек демонстрирует средний диаметр детали. Для каждого из классов точности создаются отдельные проволоки, соответствующие ГОСТ 2475-88. При выведении конечных чисел берут во внимание возможную погрешность, потому что метод двух проволочек не позволяет добиться точных значений.
Еще один метод измерения среднего диаметра резьбы состоит в использовании микроскопа. Прибор прикладывают к боковой стороне профиля заготовки, а окуляры наводят на изображение профиля с каждой стороны, чтобы определить его размер. Значения, которые были получены в результате измерений, складывают и делят на количество сторон. Полученное среднее арифметическое — это и есть средний диаметр резьбового соединения.
Инструментальный измерительный микроскоп
Применяются две модели инструментальных микроскопов: БМИ и ММИ. Обе они созданы согласно одной принципиальной схеме и имеют отличия друг от друга, прежде всего, в габаритных размерах, наборе принадлежностей и границах измерения. Приборы позволяют измерить все главные элементы профиля внешней резьбы, резьбовых калибров, метчиков, различных фрез и других инструментов. Путем измерения в полярных или прямоугольных координатах на микроскопах также проверяют усилие резьбового соединения, размеры и контур калибров и деталей сложной формы, фасонные резцы, фасонные фрезы, формовые детали штампов и пресс-форм, шаблоны и пр. Все измерения на микроскопе выполняются бесконтактным методом.
Измерение наружного диаметра резьбы
Для измерения наружной резьбы используют микрометрические инструменты, основой конструкции которых служат микровинты. Контроль выполняют по такой схеме.
- Микровинты прикладывают к профилю резьбы. Положение инструмента корректируют, несколько раз вращая микрометр.
- Записывают величину профиля нарезки для одной стороны. Значение рассчитывают, ориентируясь на цену деления на шкале микровинтов.
- Микрометр прикладывают к противоположному концу профиля и вычисляют его размер.
- Результат измерения наружного диаметр резьбы узнают, отняв от результата первого вычисления результат второго.
Измерители, применяемые в металлообработке
Наиболее распространенный универсальный измерительный прибор — линейка. Разметочной линейкой пользуются все специалисты, независимо от профиля. К более специфическому множеству мерных устройств относятся поверочные линейки. Их используют для выявления отклонений изделий по плоскости. Величину отклонений определяют с помощью калиброванных щупов — металлических пластин, толщина которых колеблется от 0,01 мм до нескольких мм. С помощью специальных линеек модельщики определяют усадочный размер горячих слитков.
В сфере металлообработки для измерения линейных характеристик используются два основных вида приборов:
- штриховой прибор с нониусом;
- микрометрический инструмент винтового типа.
Измерение внутреннего диаметра резьбы
Измерение внутренней резьбы производят кронциркулем. Инструмент устанавливают на шаблонную деталь по резьбовому калибру, а затем сравнивают с исходным внутренним диаметром резьбового соединения. Для получения точных значений кронциркуль необходимо расположить под углом к измеряемой оси.
Также для измерения внутреннего диаметра резьбы можно использовать приборы для цилиндрической резьбы. Это связано с тем, что внутренний диаметр обладает гладкой поверхностью и идеально подходит для формы наконечников, используемых в этих инструментах. Полученные результаты проверяют, используя калибры-пробки.
Типы щупов
Пропустить переходы по меню
Обширный ассортимент щупов, разработанных компанией Renishaw, включает в себя серию конфигураций, позволяющих решать самые разные задачи, связанные с измерениями.
M2 STY D2R L20 EWL14 D1.4SS
Пояснение
Прямой щуп с резьбой M2, рубиновый шарик диаметром 2 мм, длина: 20 мм, эффективная рабочая длина (ЭРД – EWL): 14 мм, стержень из нержавеющей стали диаметром 1,4 мм.
Измерение профиля резьбы
Для измерения профиля резьбы используют такой инструмент, как микроскоп, а контроль производят с помощью профилей. Процедура проводится в такой последовательности.
- Нормальным кольцом с резьбой измеряют внешний диаметр.
- На винт надевают кольцо, которое демонстрирует точность резьбы покачиванием.
- Диаметр координируют, пользуясь стандартной пробкой с резьбой. При этом ее выступающий гладкий конец одновременно служит инструментом для контроля диаметра резьбового отверстия.
Существующие виды резьбомеров-шаблонов
Метрические образцы
Обычно они имеют обозначение на своей рабочей части в виде надписи «М60», что означает величину градусов к профилю метрической нарезки. Процесс применения данного прибора достаточно прост – нужно всего лишь путем перебора имеющихся шаблонов, подобрать именно тот, который наилучшим образом встанет в паз по глубине измеряемой канавки на детали. Далее остается лишь считать маркировку, которая нанесена на подошедшем шаблоне. Также можно сочетать использование шаблона вкупе со штангенциркулем и в итоге получить более полную информацию о характеристиках измеряемой винтовой нарезки. Стоит отметить, что параметры используемой резьбы всегда должны быть уже зафиксированы государственными стандартами – в противном случае, нанесенная резьба будет считаться браком.
Дюймовые образцы
Они применяются для измерения характеристик дюймовых и трубных винтовых сочленений. С помощью этих инструментов измеряется именно количество витков по длине определенной единицы расстояния. На корпусе таких резьбомеров нанесена маркировка «Д55», а это означает, что угловой градус профильных трубных/дюймовых резьб имеет показатель 55.
Где купить инструменты для измерения резьбы?
Купить необходимые инструменты для измерения резьбы вы можете в интернет-магазине «Ринком». В наличии всегда есть:
- штангенциркули;
- щупы;
- микрометры;
- калибры.
Оформить заказ с доставкой по России вы можете прямо на сайте. Возможно изготовление измерительного инструмента по вашим чертежам. Размер партии изделий не ограничен. я
Упорные
Обладают двумя важными конструкционными особенностями:
- Ширина угла при виртуальной вершине составляет 55 градусов.
- Одна сторона нити идет перпендикулярно стержню, вторая – под наклоном для предотвращения самоотвинчивания.
Решать, как замерить шаг резьбы такого типа, часто приходится проектировщикам прецизионных приборов, точно выставляющих гайку по отношению к болту.
Параметры винтовой линии
| Р, мм | d, мм | ||
| вариант исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | |
| крупный | мелкий | ||
| 1 | 2 | ||
| 3,00 | 2,00 | 10 | |
| 3,00 | 2,00 | 1,00 | 12 |
| 4,00 | 2,00 | 14 | |
| 4,00 | 2,00 | 1,00 | 16 |
| 4,00 | 3,00 | 18 | |
| 4,00 | 3,00 | 2,00 | 20 |
| 5,00 | 4,00 | 22 | |
| 8,00 | 5,00 | 4,00 | 24 |
| 8,00 | 5,00 | 26 | |
| 10,00 | 8,00 | 4,00 | 28 |
| 10,00 | 8,00 | 30 | |
| 12,00 | 10,00 | 8,00 | 32 |
| 12,00 | 34 | ||
| 12,00 | 10,00 | 8,00 | 36 |
| 12,00 | 7,00 | 5,00 | 38 |
| 12,00 | 10,00 | 8,00 | 40 |
| 10,00 | 8,00 | 42 | |
| 12,00 | 7,00 | 3,00 | 44 |
| 12,00 | 8,00 | 3,00 | 46 |
| 12,00 | 8,00 | 3,00 | 48 |
| 12,00 | 8,00 | 5,00 | 50 |
| 14,00 | 10,00 | 8,00 | 52 |
| 14,00 | 10,00 | 55 | |
| 16,00 | 12,00 | 10,00 | 60 |
| 16,00 | 12,00 | 65 | |
| 16,00 | 12,00 | 10,00 | 70 |
| 16,00 | 10,00 | 8,00 | 75 |
Материалы
Для производства метчиков используются разные материалы, среди них:
- Легированная сталь;
- Инструментальная сталь;
- Быстрорежущая сталь.
Самым распространенным и оптимальным вариантом принято считать быстрорежущую сталь. Она обладает большим количеством преимуществ перед другими:
- Высокий срок службы;
- Устойчивость к перепадам температур;
- Высокое качество проводимых работ;
- Возможность работы с высокой скоростью;
- Высокая прочность материала.
Для работы с некоторыми материалами изготавливают специальные метчики с дополнительным покрытием. Благодаря такому решению увеличивается срок службы и эффективность инструмента.
Выбор угломера или что надо знать перед покупкой
На основании выше представленного описания можно принять соответствующее решение о том, какой тип инструмента предпочтительно купить. Зачастую выбор ложится на механические или цифровые приборы, за ними идут лазерные, и меньше всего популярностью пользуются среди домашних мастеров маятниковые и оптические приборы. Чтобы выбрать правильно измеритель, нужно учитывать следующие критерии:
- Материал изготовления — это может быть пластик, алюминий или сталь. Выбирать алюминиевые устройства нужно в самом крайнем случае, так как они отличаются непродолжительным эксплуатационным периодом
- Качество нанесения шкалы и исполнение инструмента в целом — визуально определяем, насколько качественным является этот прибор. Если он собирался не на заводе, а в подвале на «скорую руку», то это будет отчетливо видно. Выбирать такие модели не стоит
- Цена — хороший прибор будет стоить соответствующе. Если это механический инструмент из пластика, то купить его можно за 500-600 рублей, с нониусом устройства из стали стоят не менее 1500 рублей, а самые дорогие — это электронные и лазерные измерители
Подводя итог, необходимо отметить, что рассматриваемый вид измерительного прибора должен быть в арсенале у каждого мастера. С его помощью можно не просто измерить угол между двумя перпендикулярными поверхностями или конкретной детали, но еще и изготовить высокоточные заготовки и механизмы.
Публикации по теме
Как пользоваться малкой и особенности угломера
Динамометрические отвертки и их назначение
Виды строительного правила: рекомендации по их применению
Как отремонтировать лазерный уровень самостоятельно или сколько стоит ремонт