Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.
- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
Какой сварочный источник имеет наибольший КПД
Продолжаем рассмотрение видов сварочных аппаратов. И рассмотрим наиболее современные из них – инверторы, автоматические и полуавтоматические аппараты, а также сварочные генераторы и аппараты для сварки алюминиевых сплавов. Также рассмотрим, на какие параметры следует обращать внимание, как выбрать сварочник.
Инверторный сварочник
Это наиболее современные сварочные аппараты, производящиеся массово только с 80-х годов прошлого столетия. Они являются выпрямителями тока со встроенным инвертором на транзисторах.
В таких устройствах электрическая энергия несколько раз изменяет свои параметры. В первую очередь ток выпрямляется с помощью полупроводников, далее специальным фильтром происходит его сглаживание.
Постоянный ток снова преобразуется в переменный ток, но с более высокой частотой, достигающей нескольких десятков кГц.
После этого ток проходит по небольшому трансформатору, где уменьшается напряжение и увеличивается его ток. Затем начинает работать выпрямитель и фильтр высокой частоты, чтобы создать электрическую дугу постоянного тока, поступающего на электроды.
Основной особенностью сварочного инвертора стало повышение частоты тока. Это дало возможность значительно снизить массу и габаритные размеры устройства.
Остальными преимуществами являются:
- Длительное время непрерывной эксплуатации.
- Повышенный КПД (более 80%), небольшие потери и экономия энергии.
- Возможность подключения к бытовой сети квартиры или дома.
- Большой интервал регулировки тока, что позволяет использовать разные по диаметру электроды, даже очень тонкие.
- Плавная регулировка напряжения и тока.
- Образование высококачественного сварного шва.
- Нет разбрызгивания металла.
- Защита устройства от скачков напряжения.
- Функционирование аппарата контролируется с помощью микропроцессоров и управляющих схем, поэтому электрическая дуга быстро разжигается и стабилизируется.
- Сваривание материалов, которые невозможно сварить другими аппаратами.
- Высокая электробезопасность.
Недостатки
- Высокая чувствительность аппарата к пыли, которая постоянно заходит в корпус из-за действующего охлаждения вентиляторами. Металлическая пыль способна создать короткое замыкание элементов в корпусе, поэтому устройство требует периодической продувки сжатым воздухом, либо очистки его щеткой, особенно на производстве или в строительстве.
- Высокая стоимость аппарата, по сравнению с трансформаторными устройствами. Ремонт инверторного устройства также обойдется недешево. Например. Если выйдут из строя силовые транзисторы, то придется заплатить практически половину стоимости всего аппарата.
- Возможное создание помех в бытовой сети, что отрицательно влияет на работу бытовых устройств.
- Сложное устройство на основе полупроводниковых силовых элементов, высокая чувствительность к низким температурам, влаге, конденсату. В зимнее время возникают некоторые сложности в работе.
- Требует для хранения теплого отапливаемого помещения.
Инверторный сварочник значительно упростит работу для начинающего сварщика, а для квалифицированного специалиста этот аппарат позволит выполнить работу быстро и с высоким качеством.
Благодаря небольшим размерам и массе инверторное устройство очень мобильно, и для частых перемещений по объекту такое устройство подойдет как нельзя кстати. Но все эти достоинства потребуют вложения немалых денег.
Сварочные полуавтоматы
Работа сварочного полуавтомата состоит в том, что специальная сварочная проволока диаметром около 1 мм специальным подающим механизмом подается в зону сварки, где она расплавляется в газовой среде и поступает в сварочную ванну.
Воздух вытесняется газом вблизи сварочной ванны, чем создает защиту сварного шва от действия кислорода. Обычно для этих целей применяют углекислый газ, аргон и другие газы или их смеси.
Если для сварки применять флюсовую проволоку, то газ можно не подавать в рабочую зону.
По своей сути полуавтоматический сварочник является стационарной установкой, которая состоит из выпрямителя или инвертора, подающего механизма, системы управления, газовой системы и горелки с рукавами. Режим эксплуатации всего устройства настраивается использованием определенного типа присадочной проволоки, вида газа, регулировкой скорости подачи и силы тока.
Достоинства
- Высокое качество шва любой длины (от точечного до длинного).
- Легкое сваривание тонкостенных деталей, особенно при кузовных работах в автосервисе.
- Высокая скорость работы.
- Множество настроек и регулировок.
- Большой перечень свариваемых материалов.
Сварочный генератор
Это довольно сложное устройство, включающее в себя топливный генератор электроэнергии и источник тока для сварки. При этом этот источник может выдавать переменный и постоянный ток.
Такой агрегат относится к дорогостоящим изделиям.
Однако, для строительных объектов или мест проведения сварочных работ, где отсутствует электричество, либо оно нестабильно, такое устройство будет оптимальным выбором.
Многие могут спросить: способны ли простые сварочные аппараты функционировать от такого генератора? Да, вполне могут. Однако, если к генератору подключены бытовые устройства, либо другие потребители, то на время проведения сварочных работ их придется отсоединить от генератора, так как напряжение будет неустойчивым, что приведет к выходу из строя подключенных устройств.
Важной особенностью этого устройства является то, что для работы сварочного аппарата необходим генератор с простым устройством, так как для сварки не требуется повышенных параметров источника питания. В результате такое комплексное устройство имеет меньшую стоимость, по сравнению с тем, если приобрести отдельно генератор и сварочник.
Если у вас периодические перебои с электричеством, либо вообще отсутствует электроэнергия, то выгоднее будет приобрести не бытовой сварочный аппарат, а комбинированное устройство – сварочный генератор.
При этом сначала определяются с видом генератора – дизельный или бензиновый.
Далее подбирают вид источника тока – выпрямитель, трансформатор или инвертор, а потом уже выбирают остальные параметры устройства, которые мы рассматривали ранее.
Аппарат для сварки алюминиевых сплавов
Особенностью сваривания алюминия является небольшая температура плавления, обычно небольшая толщина металла. Поэтому традиционная ручная сварка для стали не подойдет, необходим большой опыт, которым обладают далеко не все сварщики. Необходим сварочник, который варит в газовой среде или аргонодуговой аппарат.
Существуют также многофункциональные универсальные сварочные аппараты, которые способны сваривать несколько видов металлов. Стоимость таких устройств очень высока, и для бытовых нужд они практически не используются. Это профессиональные сварочники для широкого использования.
Они могут работать в нескольких режимах:
- Аргонодуговой сварки.
- Ручной сварки электродами.
Эти оба режима могут происходить в среде газовой оболочки на постоянном, переменном или пульсирующем токе. Такие аппараты имеют очень много настроек, варят как сталь, так и алюминий, даже без дополнительной обработки, а также титан и нержавеющую сталь. При этом сварной шов получается высокого качества.
Рекомендации по выбору
Чтобы сделать правильный выбор сварочного аппарата, необходимо учитывать определенные параметры, которые следует рассмотреть подробнее.
Напряжение питания
Сварочные аппараты могут быть трехфазными или однофазными. Для бытового использования следует выбирать однофазные устройства, либо универсальный сварочник.
Многие сварочные аппараты имеют высокую чувствительность к скачкам напряжения, при этом они могут перестать работать, либо выйти из строя.
Поэтому инверторные аппараты обычно оснащены специальной защитой от перепадов питания, что позволяет использовать их в сетях, где параметры питания нестабильны.
Бытовые устройства для сварки имеют расширение диапазона напряжений до 15%. Профессиональные сварочные аппараты могут иметь большее допустимое отклонение напряжения от нормы.
Напряжение без нагрузки
Это важный параметр, определяющий способность сварочника разжигать дугу электрического тока, и поддерживать ее во время работы. Для розжига дуги необходимо напряжение, превышающее величину напряжения постоянного горения, в два раза. Нормативные документы ограничивают эти параметры для переменного тока – 80 В, для постоянного тока – 90 В.
Исходя из практики дуга может образоваться и при 30 В, так как в устройствах таких аппаратов часто используют различные хитроумные схемы, позволяющие облегчить возникновение дуги.
Мощность
В руководствах к сварочным аппаратам обычно указывается их наибольшая мощность. Это соответствует наибольшим пиковым нагрузкам на электрическую сеть.
Руководствуясь этим параметром, нужно правильно выбирать место подключения аппарата, чтобы кабели и устройства защиты смогли обеспечить его нормальную работу.
Некоторые заводы изготовители указывают в паспорте номинальный ток автомата защиты.
Если сварочник может работать при пониженном напряжении, то его эффективность в экстремальных режимах значительно снизится. Поэтому необходимо иметь резерв мощности около 30%. Если сварочный аппарат часто использовать на предельных нагрузках, то срок его службы значительно снизится.
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.
Агрегат понижает напряжение, увеличивая ампераж.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Инструкция по безопасной эксплуатации
Трансформатор для сварки прост в использовании. Работать с ним может каждый с минимальными знаниями о сварочном процессе. Главным условием того, чтобы использовать устройство, является полное соблюдение правил техники безопасности, обеспечение защиты зрения и рук маской и перчатками. Благодаря полному соблюдению установленных норм можно предотвратить появление профессионального заболевания, устранить несчастные случаи и защитить тело от внезапного сбоя электрического оборудования.
Инструкция по безопасной эксплуатации гласит, что человек перед работой с оборудованием должен качественно, надежно заземлить контакты, а потом подключать оборудование, используя электрический щиток с отдельным подключением к УЗО. При этом длина проводов не должна превышать больше 10 м.
Обратите внимание! При сварочных работах на улице необходимо ставить трансформатор под навесом, в крытом павильоне. Обязательно отключить оборудование, если идет сильный дождь и снегопад. Кроме того, кабели и провода должны быть с исправной изоляцией.
Сварочные работы следует проводить вдали от окружающих, на специальной просторной и хорошо проветриваемой площадке. В условиях сырости необходимо использовать резиновую одежду и коврик. При работе сидя и лежа требуется применять подстилку из войлока.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых – 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Где заказать и купить
Заказать и купить сварочный трансформатор можно на любой площадке, специализирующей на профессиональном строительном оборудовании. При покупке следует учитывать приведенные выше критерии. Обязательно читать отзывы от реальных пользователей, учитывать цену и сферу применения.
Сварочный трансформатор — надежный, неприхотливый в работе аппарат, способный сварить любой металл благодаря специальному току. Был создан в начале позапрошлого столетия для работы в тяжелой, легкой промышленности. Позднее получил распространение для работы в строительной сфере. Имеет долговечную конструкцию и работает по определенному принципу, которые понятен даже непрофессионалу.
Принцип работы с характеристиками
Приборы для трансформаторной сварки функционируют следующим образом:
- Ток из электрической сети попадает на первичную обмотку. Здесь появляется магнитный поток, направляющийся в сторону сердечника.
- Напряжение передается на вторичную обмотку.
- Ферромагнитный сердечник генерируют магнитное поле. В 2 обмотках образуются электродвижущие силы переменного характера.
- Разница в числе витков катушек помогает менять параметры тока на необходимые для сварки вольт-амперные показатели. По этим значениям выполняют расчет характеристик трансформаторного агрегата.
Число витков обмотки напрямую связано с выдаваемым напряжением. Намотанная в большем количестве вторичная катушка повышает силу тока. Трансформаторный сварочный аппарат относится к приборам понижающего вида. Число витков первичной обмотки в нем больше, чем вторичной. Регулировать силу выходного тока можно, меняя величину зазора между катушками.
Холостой ход
Принцип работы сварочного трансформатора включает 2 режима: холостой и с нагрузкой. Во время сварки вторичная катушка создает замыкание между деталью и электродом. Мощная дуга плавит материал, образуя шов. После завершения сварки вторичная цепь разрывается. Аппарат начинает работать на холостом ходу.
Рекомендуем к прочтению Регулятор тока для сварочного аппарата
Такой режим функционирования должен быть безопасным для пользователя. Максимальная величина напряжения – 48 В. Если показатель превышает допустимые значения, срабатывает автоматический ограничитель. Заземление корпуса агрегата обеспечивает дополнительную защиту сварщика от поражения током.
Инструменты
0 votes
+
Голос за!
—
Голос против!
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Напряжение сети и количество фаз
- Номинальный сварочный ток трансформатора
- Диаметр электрода
- Пределы регулирования сварочного тока
- Номинальное рабочее напряжение
- Номинальный режим работы
- Мощность потребления и выходная
- Напряжение холостого хода
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
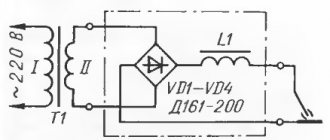
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
Режим холостого хода трансформатора
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Что такое режим холостого хода
Под режимом холостого хода понимают состояние устройства, при котором во время подачи переменного электротока на входную катушку выходная находится в разомкнутом состоянии. Данная ситуация характерна для агрегата, подключённого к электросети, при условии, что нагрузку к выходному контуру ещё не включили.
Режим короткого замыкания
Как проводится опыт холостого хода
При проведении опыта холостого хода появляется возможность определить следующие характеристики агрегата:
- коэффициент трансформации;
- мощность потерь в стали;
- параметры намагничивающей ветви в замещающей схеме.
Для опыта на устройство подаётся номинальная нагрузка.
При проведении опыта холостого хода и расчёте характеристик на основе данной методики необходимо учитывать разновидность устройства.
В данном состоянии трансформатор обладает нулевой полезной мощностью по причине отсутствия на выходной катушке электротока.
Поданная нагрузка преобразуется в потери тепла на входной катушке I02×r1 и магнитные потери сердечника Pm. По причине незначительности значения потерь тепла на входе, их в большинстве случае в расчёт не принимают.
Поэтому общее значение потерь при холостом ходе определяется магнитной составляющей.
Также читайте: Что такое напряжение шага
Далее приведены особенности расчёта характеристик для различных видов трансформаторов.
Для однофазного трансформатора
Опыт холостого хода для однофазного трансформатора проводится с подключением:
- вольтметров на первичной и вторичной катушках;
- ваттметра на первичной обмотке;
- амперметра на входе.
Приборы подключаются по следующей схеме:
Для определения электротока холостого хода Iо используют показания амперметра. Его сравнивают со значением электротока по номинальным характеристикам с использованием следующей формулы, получая итог в процентах:
Iо% = I0×100/I10.
Чтобы определить коэффициент трансформации k, определяют величину номинального напряжения U1н по показаниям вольтметра V1, подключённого на входе. Затем по вольтметру V2 на выходе снимают значение номинального напряжения U2О.
Коэффициент рассчитывается по формуле:
K = w1/w2 = U1н/ U2О.
Величина потерь составляет сумму из электрической и магнитной составляющих:
P0 = I02×r1 + I02×r0.
Но, если пренебречь электрическими потерями, первую часть суммы можно из формулы исключить. Однако незначительная величина электрических потерь характерна только для оборудования небольшой мощности. Поэтому при расчёте характеристик мощных агрегатов данную часть формулы следует учитывать.
Потери холостого хода для трансформаторов мощностью 30-2500 кВА
Для трёхфазного трансформатора
Трёхфазные агрегаты испытываются по аналогичной схеме. Но напряжение подаётся отдельно по каждой фазе, с соответствующей установкой вольтметров. Их потребуется 6 единиц. Можно провести опыт с одним прибором, подключая его в необходимые точки поочерёдно.
При номинальном напряжении электротока обмотки более 6 кВ, для испытания подаётся 380 В. Высоковольтный режим для проведения опыта не позволит добиться необходимой точности для определения показателей. Кроме точности, низковольтный режим позволяет обеспечить безопасность.
Применяется следующая схема:
Работа аппарата в режиме холостого хода определяется его магнитной системой. Если речь идёт о типе прибора, сходного с однофазным трансформатором или бронестержневой системе, замыкание третьей гармонической составляющей по каждой из фаз будет происходить отдельно, с набором величины до 20 процентов активного магнитного потока.
Также читайте: Назначение указателей напряжения
В результате возникает дополнительная ЭДС с достаточно высоким показателем – до 60 процентов от главной. Создаётся опасность повреждения изолирующего слоя покрытия с вероятностью выхода из строя аппарата.
Предпочтительнее использовать трехстержневую систему, когда одна из составляющих будет проходить не по сердечнику, с замыканием по воздуху или другой среде (к примеру, масляной), с низкой магнитной проницаемостью. В такой ситуации не произойдёт развитие большой дополнительной ЭДС, приводящей к серьёзным искажениям.
Для сварочного трансформатора
Для сварочных трансформаторов холостой ход – один из режимов их постоянного использования в работе. В процессе выполнения сварки при рабочем режиме происходит замыкание второй обмотки между электродом и металлом детали. В результате расплавляются кромки и образуется неразъёмное соединение.
После окончания работы электроцепь разрывается, и агрегат переходит в режим холостого хода. Если вторичная цепь разомкнута, величина напряжения в ней соответствует значению ЭДС. Эта составляющая силового потока отделяется от главного и замыкается по воздушной среде.
Чтобы избежать опасности для человека при нахождении аппарата на холостом ходу, значение напряжения не должно превышать 46 В. Учитывая, что у отдельных моделей значение данных характеристик превышает указанное, достигая 70 В, сварочный агрегат выполняют со встроенным ограничителем характеристик для режима холостого хода.
Блокировка срабатывает за время, не превышающее 1 секунду с момента прерывания рабочего режима. Дополнительная защитная мера – устройство заземления корпуса сварочного агрегата.
Меры по снижению тока холостого хода
Ток при нахождении трансформатора в режиме холостого хода возникает, благодаря конструктивным особенностям сердечника. Для ферромагнитного материала, попавшего в электрическое поле переменного тока, характерно наведение вихревых индуктивных токов Фуко, вызывающих нагревание данного элемента.
Чтобы снизить вихревые токи, сердечник изготавливают не в виде цельной детали, а набирают из пакета пластин небольшой толщины. Между собой пластины изолируются. Дополнительная мера – изменение свойств самого материала, позволяющее увеличить порог магнитного насыщения.
Также читайте: Переключение без возбуждения — ПБВ трансформатора
Чтобы не допустить разрыва магнитного потока с возникновением поля рассеивания, пластины тщательно подгоняют в процессе набора. Отдельные элементы шлифуют, с получением гладкой, идеально прилегающей поверхности.
Также потери снижаются за счёт более полного заполнения окна магнитопровода. Это позволяет обеспечить оптимальные показатели массы и габаритов агрегата.
Холостой ход трансформатора – режим, при котором можно рассчитать важные характеристики. Это проводится для оборудования, находящегося в эксплуатации и на стадии проектирования.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.
Рекомендуем к прочтению Надёжный плазморез своими руками. Инструкция
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
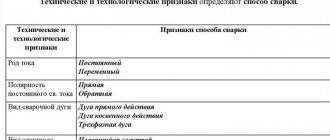
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В. Предназначен для бытовых нужд.
- Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
Основные критерии при выборе
Чтобы аппарат имел высокую надежность, хорошую ремонтопригодность и долговечную конструкцию, необходимо при выборе обращать внимание на диапазон регулирования тока, продолжительность включения, напряжение, фазность, потребляемую мощность, тип охлаждения и число постов. Важно также просмотреть отзывы на отсутствие крупных габаритов, веса, низкой стабильности дуги, невысокого ПВ, сильной зависимости качества шва от мастерства, высокого энергопотребления и невозможности применить аппарат, чтобы сварить цветные металлы, сплавы между собой.
Вам это будет интересно Схемы прозвонки кабеля
Мощность — основной критерий при выборе
Обратите внимание! Выбирать аппарат нужно, учитывая силу тока. Бытовые агрегаты работают на 200 А, полупрофессиональные — до 300 А, а профессиональные — свыше 300 А. При выборе следует смотреть на толщину электродов. Оптимальный диаметр — это 2-5 мм для домашних работ.
Какие неисправности могут быть
При работе со сварочным трансформатором нередко возникают следующие проблемы:
- Отсутствие электрической дуги, отказ запуска охлаждающего вентилятора. Главная причина – нарушение целостности питающего кабеля. Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
- Отсутствие сварочной дуги при работающем вентиляторе. Наблюдается при нарушении связи между внутренними компонентами системы.
- Отсутствие электрической дуги при работающей сигнальной лампе. Такая проблема возникает при срабатывании защитного режима.
- Образование большого количества брызг. Качество шва сохраняется на низком уровне. Стоит проверить правильность подключения проводов, изменить полярность.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
Недостатки:
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.